

STS-reeks Dubbel-fase Dik Plaat Presisie Regstrekmasjien: Metale Blaasvlak vir Materiaal diktebereik van 0.4mm - 2.2mm
Produkbeskrywing
Kenmerk:
1. Hierdie reeks van regstrekmasjiene is spesifiek ontwerp vir medium-dikte materiaalprodukte wat hoë presisie druk vereis. Soos algemeen bekend is, is dit onmoontlik om goeie produkte te produseer sonder om die spoel te vlak en spanning te verwyder, so speel die prestasie van die regstrekmasjien 'n kruisrol in die produksie.
2. As gevolg van die verskillende kromming van die materiaal by verskillende punte, kan een enkele reeks regtrekrolle nie die hoë noukeurigheidsvereistes vir regtrek voldoen nie. Die lihao STS-reeks het innoveer deur die konsep van grof regtrek met groot rolle en fyn regtrek met klein rolle te gebruik, met verskeie rangskikkings, deur grof regtrek om 'n enkele boog in die spoel te skep en dit dan met fyn regtrek te korrekteer om die klant se presiedingsvereistes te voldoen.
3. Die vlakrolle en regtrekhulpiesrolle van hierdie masjien word almal gemaak van ingevoerde SUJ2, hitbehandel tot HRC60°, geskaaf, en dan weer geskaaf ná hardchromeplyting om 'n uniforme hardchrome laag en vormtoleransie van elke as te verseker.
4. Die grof regtrek van hierdie masjien gebruik 'n wormrad-en-worm-sinchroniese drukmechanisme, uitgerus met 'n persentasiegauge, wat vinnig die vlakpunt kan vind.
5. Die fyn regstreeks vlakke verstelingsaanpassing van hierdie masjien maak gebruik van 'n drijwende vierpuntbalansfynaanpassings-toestel, uitgerus met 'n persentasie-maatstaf, wat vinnig die vlakpunt kan vind.
6. Hierdie masjien maak gebruik van universele gewrigte aandrywing, met volledige tande-aandrywing, geskik vir produkte wat hoë regstreeksingnaukeurigheid vereis.
7. Behalwe die regstreeksrolle, word daar ook materiaalbegeleidingsrolle bygevoeg wat druk uitoefen op die materiaal en sodoende presisie verbeter.
8. Elke regstreeksrol van die S-reeks presisie-regstreeksmasjien is uitgerus met vlakke-hulprolle om te verseker dat dit geen buigingsvervorming ondergaan tydens die produksieproses nie, wat die vlakheidkwaliteit van die produk verbeter.
9. Beide bo- en onderhulprollers is vasgemaak om die starheid van die bo- en onderrollers te verhoog en vervorming onder spanning te voorkom.
10. Weens die verskille in materiaal, streepwydte en dikte, is daar geen unifiëerde numeriese verwysing nie. Daarom word dit aanbeveel om 'n klein gedeelte van die materiaal vir reguitmaak te neem voordat massaproduksie begin, en verder te produseer nadat die gewenste effek bereik is nie.
Inleiding:
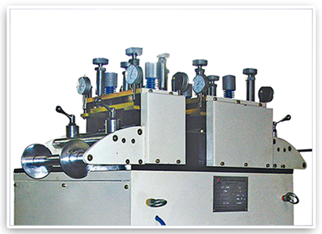

·Vlakstellingskop
1. Die masjienkop maak gebruik van 'n parallelle rolontwerp, met 'n totaal van 15 presisie-reguitmaakrolle, 7 bo- en 8 onderaan.
2. Deur 'n vierpuntfynverstellingsstelsel te gebruik, is dit meer geskik vir die verwerking van hoë-naukeurigheidsprodukte. Die invoer- en uitvoermateriaal word deur vierpunt-onafhanklike drukverstellende voedingsrolle gereguleer, wat effektief materiaaluitskuif en -vervorming voorkom.
3. Die materiaalsteunrolle maak gebruik van 'n ongemotoriseerde galvaniseerde trommelontwerp, met geïntegreerde materiaalvorming, wat weerstand bied teen skramme en afslet. Uitrustingsmetologiese draaislag word voorsien, wat soepele rotasie en langdurige duurzaamheid verseker.
4. Dit het 'n gietery handwiel met oppervlakte-elektroplatingbehandeling, wat die mees tradisionele tipe handwiel verteenwoordig.
5. Beveiligingsdekels is aan beide kante van die oordragdeel geïnstalleer, uitgerus met kykvensters vir maklike waarneming.
·Vlak rol
1. Die regstellingrolle word gemaak van soliede rolagsstaal, ondergaan dik elektroplatingbehandeling na mediumfrekwensieverwerking, om seker te stel van 'n oppervlaktehardheid van ten minste HRC58 om die duurzaamheid van die materiaal te verseker.
2. Gevorm uit GCr15 rondstaal, ondergaan die materiaal voorverwarmingsbehandeling (sferoïed annealing), gevolg deur skraapsnede, fraswerk, mediumfrekwensieverwerking, grofsleep, kouestabilisering, presiesleep en tenslote elektroplating. Hierdie proses maksimeer presisie, sentrumsgelykheid, oppervlaktegladheid en hardheid, wat daartoe lei dat die dienstyd van die regstellingrolle verleng word.


·Oordragstou
Die versnellingstelproses sluit die volgende stappe in: groffoutversnelling - tandeoppervlakverwerking - hittebehandeling - tandeoppervlakskurfing. Die groffoutversnelling word hoofsaaklik gedoen deur middel van smeding, wat normaaliseer ondergaan om hul besny-prosese te verbeter, wat dit makliker maak om te sny. Volgens die versnellingontwerp-tekeninge word grofbesnysing gedoen, gevolg deur semi-afwerking, draaien, rol en versnellingvorming om die basiese versnellingsvorm te bereik. Daarna word hittebehandeling gedoen om die meganiese eienskappe te verbeter. Volgens die ontwerptekenings se vereistes word finale presisiebesnysing gedoen, wat die verwysingsstandaarde en versnellingprofiele verfyn. Deur hierdie prosesse kan ons versnellingsgraad vlak 6 bereik, met hoë dragspanning, hoë sterkte en 'n langer dienstyd.
·Kragseksie
1. Gebruik van die 80-tipe wormrol vertikale verminderder, wat die spoedwisselaar van die tandwiel gebruik om die wentelingsnelheid van die motor (motor) tot die gewenste snelheid te verlaag en 'n meganisme met 'n groter koppel te verkry.
2. Gebruik van 'n vertikale motor, met lae trilling en lae geraas, waar die vaste rotordeel uitgerus word met suiwer koper spoels, met 'n leeftyd tien keer langer as gewone spoels, en beide kante uitgerus is met kogelvergare, wat lei tot lae wrijwing en temperatuur.


·Elektriese beheerroemkassie
1. Gebruik van silwerlegering relais, al-koper spoels, vlamresistente veiligheidsbasisse, wat duursaamheid en lang lewe verseker.
2. Gebruik van veiligheidsbeskermde skakelingvertragingsrelais, met silwerlegering kontakte en meerdere draaiopsies om verskeie vertragingbereike te dek.
3. Skakelaars het 'n glijende kontakontwerp, uitgerus met 'n self-reinigingsfunksie. Die normaal oop en normaal geslote kontakhoofde gebruik 'n aparte geïsoleerde struktuur, wat bipolêre bedrywing moontlik maak, met anti-draai posisieerder en anti-verloos installasieplaatjies.
4. Gebruik self-herstelde drukknoppies, ligwater bedrywing, gematige sleutelverplaatsing, en modulêre kombinasiestruktuur. Die kontakpunte gebruik keton-gebaseerde samegestelde punte, wat sterk geleidbaarheid en hoë stroomdraagvermoë bied, met 'n leeftyd van tot 1 miljoen siklusse.
·Wyswagter, geel olie pom
1. Gebruik manuele vetpomp, wat vinnige en maklike olieverspreiding verskaf, met geïmporteerde oliesluitings om olie-uitlek te voorkom en geïmporteerde veerklaar om verforming en ouderdom te weerstaan.
2. Gebruik staal persentasie-meter met noukeurigegewerkte skakelbord, stofvry glas, interne koper bushing, en uitgerus met 'n koper kern, wat 'n stabiele struktuur en akkurate meting verseker.
Parameter:
| Model | STS-100 | STS-200 | STS-300 | STS-400 |
| Max breedte(mm) | 150 | 200 | 300 | 350 |
| Dikte ((mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Spoed (m/min) | 16 | 16 | 16 | 16 |
| MOTOR(HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Ruimte korreksie van diameter | Φ45 | Φ45 | Φ45 | Φ45 |
| Ruwe houding nommer | 2⁄3(Op/af) | 2⁄3(Op/af) | 2⁄3(Op/af) | 2⁄3(Op/af) |
| Naukeurige diameter vlakmaking | Φ34 | Φ34 | Φ34 | Φ34 |
| Presise vlakwielies | 7⁄8 (Op/af) | 7⁄8 (Op/af) | 7⁄8 (Op/af) | 7⁄8 (Op/af) |
| Afmeting(m) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |