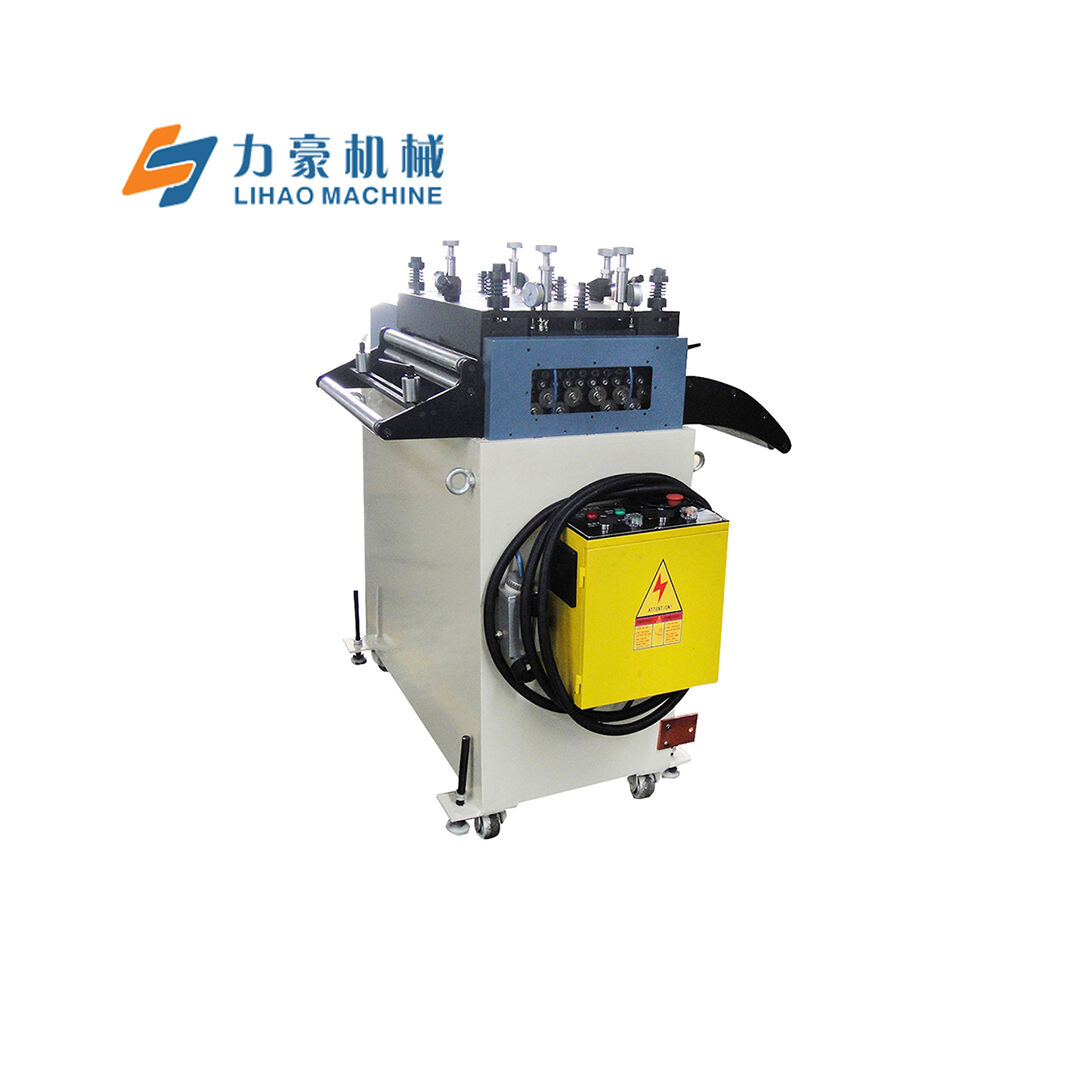
ماكينة فرد اللفات الدقيقة سلسلة SPS: تسوية الألواح المعدنية بدقة لنطاق سمك المادة من 0.2 مم - 1.5 مم
شارك
للاستخدام في التثقيب المستمر لمادة ذات سمك مختلف
تعمل مع آلة فك线圈 للإنتاج التلقائي
يمكن تخصيصه
وصف المنتج
الميزة:
1. تم تصميم هذه السلسلة من ماكينات التسوية خصيصًا من قبل شركتنا لثقب المنتجات المعدنية الرقيقة بدقة. ومن المعروف على نطاق واسع أنه بدون تسوية وتخفيف الإجهادات، من المستحيل إنتاج منتجات ذات جودة عالية. لذلك، فإن أداء ماكينة التسوية يلعب دورًا حاسمًا في الإنتاج.
2. يتم تصنيع كلا الأسطوانات المستوية والمقاييس المساعدة لهذه الآلة من SUJ2 المستورد، معالجة حرارية إلى HRC60°، وتلميع بعد طلاء الكروم الصلب لضمان طبقات كروم صلب موحدة وتسامح الشكل لكل محور.
3. تعديل التسوية لهذه الآلة يستخدم جهاز تعديل توازن عائم بنقطتي دعم أربع، مزود بمقياس رقمي، مما يسمح بالتعرف السريع على نقاط التسوية.
4. هذه الآلة تستعمل ناقل ارتباط عالمي ونقل ثلاثي العجلات الكامل، مناسب للمنتجات التي تتطلب دقة عالية في التسوية.
5. بالإضافة إلى أسطوانات التسوية، فإن إضافة أسطوانات إرشادية تزيد من الدقة عن طريق تطبيق ضغط لف على المادة.
6. تستخدم الآلة بأكملها دباليات ذات دقة عالية ونظام윤滑 محسن لزيادة عمرها الافتراضي.
7. كل عجلة تصحيح من سلسلة S تحتوي على عجلات مساعدة للتسوية لضمان عدم حدوث انحناء أو تشوه أثناء الإنتاج، مما يعزز جودة استواء المنتج.
8. كلا الأسطوانات المساعدة العلوية والسفلية ثابتان، مما يزيد من صلابة الأسطوانات ومنع التشوه تحت الضغط.
9. يعتمد آلية نقل ثلاثية الطبقات والتي تدير كل لفافة التسوية بشكل مستقل ومتزامن، مما يقلل من تراكم هامش الخطأ الناتج عن نقل التروس الواحدة ويعزز متطلبات استواء المعادن.
10. بسبب الاختلافات في المادة، العرض والسماكة، لا يوجد مرجع عددي موحد. لذلك، من الأفضل اختبار تسوية قسم صغير من المادة أولاً قبل الإنتاج المستمر بمجرد تحقيق التأثير المطلوب.
11. أكثر آلات التسوية الدقيقة متانة المتاحة.
مقدمة:
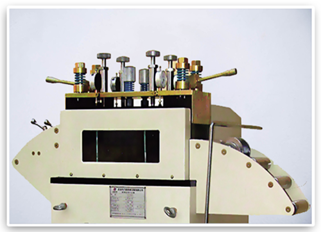

·رأس التسوية
1. يتبنى رأس الجهاز تصميم لفات متوازية، بإجمالي 19 لفة تصحيح دقيق، 9 في الأعلى و10 في الأسفل.
2. باستخدام تعديل رباعي النقاط، يكون أكثر ملاءمة لمعالجة المنتجات ذات الدقة العالية. يتم استخدام نظام ضغط مستقل رباعي النقاط عند المدخل والمخرج، مما يمنع بفعالية انحراف المادة وتشوهها.
3. تستخدم أسطوانات الدعم المادية عجلات مغلفنة غير مدفوعة، تُشكل كوحدة واحدة، مع سطح مقاوم للخدش والتآكل. يتم استخدام الدب|array الميكانيكية لدوران مرنا ومتين.
4. تُستخدم عجلات اليد المصنوعة من مادة الحديد المصبوب، والتي تم معالجتها بالطلاء الكهربائي السطحي، وهي تمثل النوع الأكثر تقليدية من عجلات اليد.
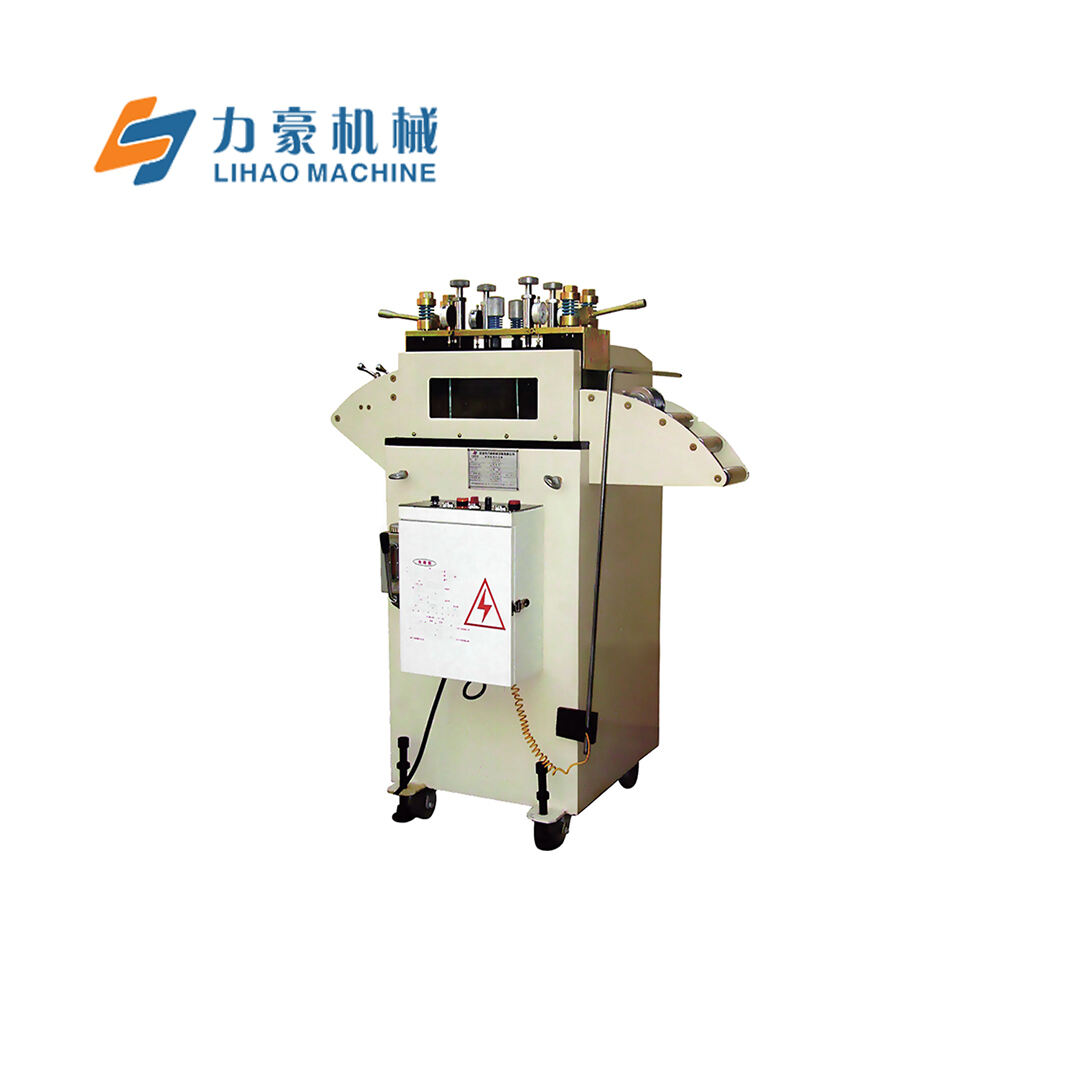
5. يتم تركيب أغطية حماية على جانبي قسم النقل للحماية، مزودة بنوافذ مراقبة لمراقبة سهلة.
·أسطوانة التسوية
1. تُصنع أسطوانات التسوية من الفولاذ المستخدم في الدب|array، وتُعالج بعملية طلاء كهربائي مكثف بعد المعالجة التردد الوسيط. صلابة السطح ليست أقل من HRC58، مما يضمن متانة المادة.
يُستخدم الصلب المدور المصنوع من GCr15 بعد عملية التزوير، ويتم تعريضه للمعالجة الحرارية المسبقة (التنقية الكروية)، ثم يتم تشكيله بالحفر والتصنيع باستخدام ماكينة الحفر، معالجة التردد المتوسط، الطحن الأولي للاستقرار البارد، الطحن الدقيق وأخيراً الطلاء الكهربائي. هذه العملية الشاملة تزيد من الدقة، المركزية، النعومة والصلادة، مما يمتد عمر الخدمة لـ التصحيح الأسطوانات.


·عجلة النقل
يشمل عملية تصنيع التروس الخطوات التالية: معالجةANK blank - معالجة سطح السن - المعالجة الحرارية - طحن سطح السن. يتم تشكيلANK بشكل أساسي عن طريق التزوير، ويتم خضوعها للتنNormalization لتحسين قابلية التصنيع لقطع؛ وفقاً لرسومات تصميم الترس، يتم تنفيذ التصنيع الأولي، يليه التشطيب نصف النهائي، الدوران، الدرفلة، وتصنيع الترس بالحفر لتحقيق تكوين الترس الأساسي. بعد ذلك، يتم إجراء المعالجة الحرارية لتحسين الخصائص الميكانيكية. وفقًا لمتطلبات الرسومات التصميمية، يتم تنفيذ التصنيع الدقيق النهائي، مما يحسن المعايير وأشكال الترس. من خلال هذه العمليات، يصل ترسنا إلى درجة 6، مما يظهر مقاومة ارتداء عالية، قوة عالية، وعمر خدمة طويل.
·الجزء الخاص بالطاقة
1. تنفيذ مخفض دودبي عيار 80 رأسي، باستخدام تحويل السرعة الخاص بالترس لتقليل سرعة دوران المحرك إلى المستوى المطلوب، وبالتالي تحقيق آلية ذات عزم دوران متزايد.
2. استخدام محرك عمودي معروف بانخفاض اهتزازاته ومستويات الضوضاء. القسم الثابت من الدوار مزود بحزمة نحاسية نقية، مما يمنحه عمرًا افتراضيًا أطول عشر مرات من الحزم القياسية. تم تركيب دعامات الكرات في كلا الطرفين، مما يؤدي إلى تقليل الاحتكاك والحرارة.


·علبة التحكم الكهربائية
1. نستخدم مكثفات من السبيكة الفضية مع حزم نحاسية كاملة، ومُثبتة في قواعد السلامة المقاومة للاشتعال، مما يضمن متانة طويلة الأمد.
2. استخدام مكثفات تأخير قابلة للتعديل مع حماية الأمان ومكاسات فضية، ودواليب متعددة النطاق لتلبية متطلبات التأخير المختلفة.
3. تحتوي المفاتيح على نقاط تماس منزلقة ذات وظيفة تنظيف ذاتي. يتم استخدام نقاط التماس المفتوحة عادةً والمغلقة عادةً بنظام عزل منفصل للعمل ثنائي القطب، مزودة بوسادات تثبيت مقاومة للدوران والتراخي.
4. نستخدم أزرار دفع مسطحة ذاتية إعادة التعيين مع قوة خفيفة وسليمة، وضربات مفتاح معتدلة، وبنية تركيب موديولية. تستخدم نقاط الاتصال نقاطًا مركبة قاعدية ذات قدرة توصيل قوية، قادرة على حمل تيارات كبيرة وتتميز بعمر افتراضي يصل إلى مليون دورة.
·مقياس القطر، مضخة زيت
1. استخدام مضخة شحوم يدوية لتوصيل الزيت بسرعة وبسهولة. يتم استخدام ختم زيت مستورد لمنع تسرب الزيت، بينما تقاوم المكابح المستوردة التشوه والتآكل.
2. استخدام مقياس قطر فولاذي مع وجه رقمي بدقة هندسية، وزجاج مقاوم للغبار، وغرزة داخلية نحاسية. يتضمن المقياس نواة نحاسية لتحقيق استقرار وقياس دقيق.
المعامل:
| النوع | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| عرض线圈 (mm) | 150 | 200 | 300 | 400 |
| السماكة (مم) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| السرعة (م/د) | 16 | 16 | 16 | 16 |
| محرك (حصان قوة) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| الأسطوانة الخشنة (مم) | Φ24 | Φ24 | Φ24 | Φ24 |
| عدد الأسطوانات الخشنة (قطع) | 9/10 (علوي/سفلي) | 9/10 (علوي/سفلي) | 9/10 (علوي/سفلي) | 9/10 (علوي/سفلي) |
| الأسطوانة الدقيقة (مم) | Φ30 | Φ30 | Φ30 | Φ30 |
| كمية الدقة (قطع) | 10/11 (أعلى/أسفل) | 10/11 (أعلى/أسفل) | 10/11 (أعلى/أسفل) | 10/11 (أعلى/أسفل) |
| الأبعاد (م) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |