

ماكينة تسوية الصفائح الدقيقة ذات المرحلتين سلسلة STS: تسوية الألواح المعدنية لسمك المواد من 0.4 مم - 2.2 مم
وصف المنتج
الميزة:
1. تم تصميم هذه السلسلة من ماكينات التسوية خصيصًا للمنتجات ذات السمك المتوسط التي تتطلب ختمًا بدقة عالية. كما هو معروف جيدًا، من المستحيل إنتاج منتجات جيدة دون تسوية线圈 وإزالة الإجهادات، لذلك فإن أداء ماكينة التسوية يلعب دورًا حاسمًا في الإنتاج.
2. بسبب التغيرات في انحناء المادة عند النقاط المختلفة، لا يمكن لترتيب واحد للمكابس المستقيمة أن يلبي متطلبات التصحيح بدقة عالية. تبنت سلسلة lihao STS مفهوم التصحيح الخشن باستخدام المكابس الكبيرة والتصحيح الدقيق باستخدام المكابس الصغيرة مع ترتيبات مختلفة، باستخدام التصحيح الخشن لإنتاج قوس واحد في线الحزمة ثم تصحيحه باستخدام التصحيح الدقيق لتلبية متطلبات الطوابع للعملاء.
3. تتكون مكابس التسوية والمكابس المساعدة في هذه الآلة من SUJ2 المستوردة، وتتم معالجتها حرارياً حتى تصل إلى HRC60°، وتُGROUND ثم تُGROUND بعد طلاء الكروم الصلب لضمان اتساق طبقة الكروم الصلب وتحمل الشكل لكل محور.
4. يستخدم هذا الجهاز آلية الضغط المتزامنة بواسطة دودة العتاد والمسمار الحلزوني للتصحيح الخشن، مجهزة بمقياس نسب مئوية، مما يمكنها من العثور بسرعة على نقطة التسوية.
5. تعديل تسوية التقويم الدقيق لهذه الآلة يستخدم جهاز تعديل دقيق بنظام عائم باربعة نقاط، مزود بمقياس نسبي يمكنه العثور بسرعة على نقطة التسوية.
6. هذه الآلة تستخدم نظام قيادة بالمحور الكروي، مع قيادة بالكامل بواسطة التروس، مناسبة للمنتجات التي تتطلب دقة عالية في التقويم.
7. بالإضافة إلى أسطوانات التقويم، فإن إضافة عجلات إرشاد المواد تحسن الدقة بشكل أكبر عن طريق ممارسة الضغط على المادة.
8. كل أسطوانة تقويم في آلة التقويم الدقيقة سلسلة S مجهزة بأسطوانات مساعدة لضمان عدم حدوث تشوه انحناء أثناء عملية الإنتاج، مما يحسن جودة استواء المنتج.
9. يتم تثبيت الأسطوانات المساعدة العلوية والسفلية لتعزيز صلابة الأسطوانات العلوية والسفلية ومنع التشوه تحت الضغط.
10. بسبب الفروقات في المادة، عرض الشريط، والسماكة، لا يوجد مرجع عددية موحد. لذلك، يُنصح بأخذ قسم صغير من المادة لتصحيحها قبل الإنتاج الضخم، واستكمال الإنتاج بعد تحقيق التأثير المطلوب.
مقدمة:
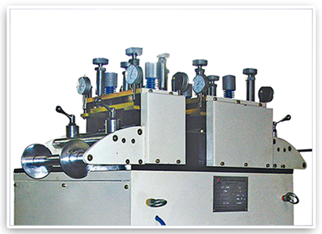

·رأس التسوية
1. رأس الجهاز يتبنى تصميم أسطوانات متوازية، بإجمالي 15 أسطوانة تسوية دقيقة، 7 في الأعلى و8 في الأسفل.
2. باستخدام نظام تعديل دقيق بنقاط أربع، يكون أكثر ملاءمة لمعالجة المنتجات ذات الدقة العالية. يتم تنظيم المواد الداخلة والخارجة بواسطة أسطوانات إطعام قابلة للتعديل المستقل للضغط بنقاط أربع، مما يمنع بشكل فعال انحراف أو تشوه المادة.
3. أسطوانات دعم المادة تتبنى تصميم طبل مغلفن غير محرك، مع تشكيل متكامل للمادة، مما يوفر مقاومة للخدوش والتآكل. مجهزة بbearings ميكانيكية، تقدم دوراناً مرناً ومتانة طويلة الأمد.
4. يحتوي على عجلة يدوية مصنوعة من الحديد المطاوع مع معالجة سطحية بالكروم، مما يمثل النوع الأكثر تقليدية من العجلات اليدوية.
5. تم تركيب أغطية واقية على جانبي الجزء الناقل، مزودة بنوافذ مراقبة لتسهيل الملاحظة.
·عجلة التسوية
1. يتم صنع أسطوانات التسوية من الفولاذ المحمل، وتتلقى معالجة كرومية سميكة بعد المعالجة الترددية المتوسطة، مما يضمن صلابة سطحية لا تقل عن HRC58 لضمان متانة المادة.
2. مصنوعة من الفولاذ GCr15 الدائري، تخضع المادة لمعالجة تسخين أولية (تنقية الكرومات)، ثم الحفر، التفريز، المعالجة الترددية المتوسطة، الطحن الأولي، الاستقرار البارد، الطحن الدقيق، وأخيراً الكروم. هذا الإجراء يزيد من الدقة، المركزية، نعومة السطح والصلابة، مما يمتد عمر أسطوانات التسوية.


·عجلة النقل
تشمل عملية تصنيع العجلات الخطوات التالية: تشكيل أولي للعجلة الخام - معالجة سطح الأسنان - المعالجة الحرارية - طحن سطح الأسنان. يتم إجراء تشكيل العجلة الخام بشكل أساسي باستخدام القطع المسبوكة، والتي تخضع للتبريد الطبيعي لتحسين نوعية المعالجة القابلة للقطع، مما يجعلها أسهل في القطع. وفقًا لرسومات تصميم العجلة، يتم تنفيذ التصنيع الخشن أولاً، يليه التشطيب نصف النهائي، الدوران، التدحرج، وتشكيل العجلة لتحقيق تكوين العجلة الأساسي. بعد ذلك، يتم إجراء المعالجة الحرارية لتحسين الخصائص الميكانيكية. وفقًا لمتطلبات التصميم في الرسومات، يتم تنفيذ التشطيب الدقيق النهائي، بضبط المعايير المرجعية وملامح العجلة. من خلال هذه العمليات، يمكننا الوصول إلى درجة العجلة 6، والتي تتميز بمقاومة عالية للتآكل، قوة عالية، وعمر خدمة طويل.
·الجزء الخاص بالطاقة
1. يستخدم المخفض الرأسي من نوع دودة العتاد 80، مستفيدًا من محول سرعة العتاد لتقليل سرعة دوران المحرك (المحرك) إلى السرعة المطلوبة، والحصول على آلية ذات عزم دوران أكبر.
2. يستخدم محركًا رأسيًا، باهتزاز منخفض وضوضاء منخفضة، حيث يتم تجهيز الجزء الثابت من الروتر ب线طials نحاسية خالصة، مما يجعل عمرها أطول عشر مرات من العمر الاعتيادي للدوائر النحاسية، ويتم تركيب الدب|array|ين في كلا الطرفين بدبابيس كروية، مما يؤدي إلى احتكاك منخفض ودرجة حرارة منخفضة.


·صندوق التحكم الكهربائي
1. تستخدم مفاتيح الفضة السبائكية، والدوائر النحاسية بالكامل، وأساسات السلامة المقاومة للاشتعال، مما يضمن المتانة والاستدامة.
2. تعتمد على مفاتيح التأخير المحمية بأمان، مع نقاط تماس من سبيكة الفضة وخيارات متعددة للتأخير لتلبية نطاقات التأخير المختلفة.
3. تحتوي المفاتيح على تصميم اتصال قابل لل滑iding، مزودة بوظيفة تنظيف ذاتية. رؤوس الاتصال العادية والمغلقة تتبنى بنية عازلة منفصلة، مما يمكّن التشغيل ثنائي القطب، مع وسادات تثبيت مضادة للدوران والتشديد.
4. تعتمد أزرار إعادة الضبط الذاتي، تشغيل خفيف الوزن، حركة مفتاح معتدلة، وبنية تركيبية معيارية. نقاط الاتصال تستخدم نقاط مركبة قاعدية، مما يوفر موصلية قوية وقدرة عالية على حمل التيار، مع عمر افتراضي يصل إلى مليون دورة.
·مؤشر مؤشر، مضخة زيت صفراء
1. تعتمد مضخة شحوم يدوية، مما يوفر ضخ الزيت بسرعة وبسهولة، مع أختام زيت مستوردة لمنع تسرب الزيت وربيع مستورد مقاوم للتشوه والتآكل.
2. تستخدم مقياس نسبة فولاذي بدقة مهندسة المؤشر، زجاج مضاد للغبار، مجهز بمحامل نحاسية داخلية، ومزود بنواة نحاسية، مما يضمن بنية مستقرة وقياس دقيق.
المعامل:
| النوع | STS-100 | STS-200 | STS-300 | STS-400 |
| العرض الأقصى (مم) | 150 | 200 | 300 | 350 |
| السماكة (مم) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| السرعة ((م/دقيقة) | 16 | 16 | 16 | 16 |
| المحرك (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| تصحيح القطر الخشن | Φ45 | Φ45 | Φ45 | Φ45 |
| عدد الوضعية الخشنة | 2/3 (صعود/هبوط) | 2/3 (صعود/هبوط) | 2/3 (صعود/هبوط) | 2/3 (صعود/هبوط) |
| تسوية القطر بدقة | Φ34 | Φ34 | Φ34 | Φ34 |
| عجلات التسوية الدقيقة | 7/8 (صعودًا/هبوطًا) | 7/8 (صعودًا/هبوطًا) | 7/8 (صعودًا/هبوطًا) | 7/8 (صعودًا/هبوطًا) |
| البعد(م) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |