



Лінія високаскарпастага дакладнага расіцця для цяжкіх пліт
- 1. Оптимальны Дызайн: Забеспечэнне Палаварванага Раскладу для Бяспрыцаднай Працы
- 2. Аўтаматычная Перспектыва: Дасягненне Пазна Аўтаматызацыі для Павелічэння Эфектыўнасці і Точнасці
- 3. Найновейшы Кантроль: Інтэграцыя Сістэмы Високапрадуктыўных ПЛК Mitsubishi для Лепшага Управлення
- 4. Падвышэнне Точнасці: Апцыйнае Уключэнне Сістэм CPC і EPC для Павелічэння Точнасці Пры Размотцы і Занавойцы
- 5. Інтывітўная Эксплуатацыя: Карыстальнічы Інтэрфейс, Які Забеспечвае Лёгкасць Выкарыстання і Бяспеку
- 6. Застаўленыя Рашэнні: Пасляпоўна Дапасоўваемыя да Спецыфічных Патрабаванняў
- 7. Сусветная Падтрымка: Даступныя Службы Камісіянавання За Границыю для Бяспрыцаднай Інтэграцыі
Апісанне праduktу
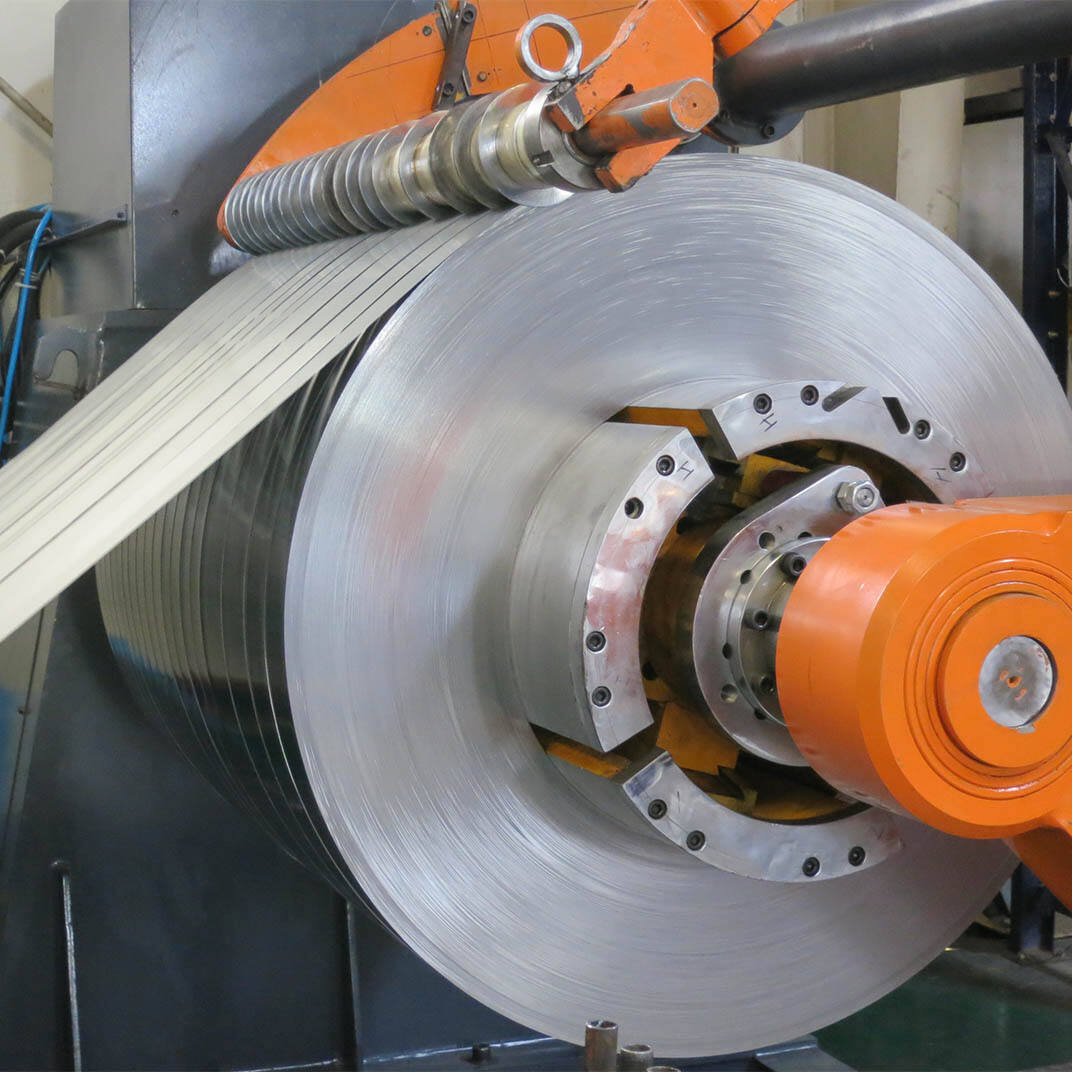
Машына для расіцьвання металічных каткаў
1. Структура корпуса машины: Пасля цэлага звару прымаецца ўлада цяжкавай аннеліруючай каректавання. Вядома выкарыстоўваць тры 30мм цікіх вялікіх базавых пліты, каб падзяшчыць стаякасць машины.
2. Дызайн падціснення: корпус апарату мае вырэзы для дадання матэрыялаў, якія падцісляюць. Матар прычынены ад рэзальнага каркаса і злучаны праз валяльна-шарувую валавую шыю.
3. Дызайн рэзальнага валу: дніны рэзаляны вал закрэплёны, у той час як верхні рэзаляны вал прыводзіцца ў рух механічным паднімаць мэханізам. Рухамая арка ўсталяваная з лінейных супраўных рэлінгаў, што дазваляе механічнае адключэнне для лёгкай замены інструмента.
4. Матэрыялы і абробка рэзальнага валу: верхні і дніны рэзаляны валы зrobленыя з ковкі 42CrMn, падвергаюцца сплаву і нормалізаванню, з твердасцю наўгачвання HRC52-57. Дыаметр рэзальнага валу Φ120мм (+0 ці -0.03мм), з эфектывнай даўжынёй 1300мм.
5. Сістэма прываду: дніны рэзаляны вал прыводзіцца ў рух AC 7.5kW пераменнай частаты регулюемым моторам, з дапускам скораці 0-120 об/хв. Верхні рэзаляны вал выкарыстоўвае зубчаты прывад.
6. Вышыня днінага галоўнага валу: 800мм.
7. Точнасць рэзальнага валу:
- Канцэнтрычнасць валка для рэзака: Памерваецца трыма інструментамі (левы, сярэдні, правы) з дапушчэннем ±0.01мм (глаловным спраўднікам яе ўжоўвалоу валку, дапаможным - верхняга валка для рэзака).
- Паралел'насць валка для рэзака: Сымэтрычна ўсталяйце верхнія і ніжнія рэзальныя лезы па абодзе і спраўдніце за дапамогай калібравальных блокаў. Ніжні валок для рэзака - галоўны спраўднік для спраўднення верхняга валка для рэзака, з дапушчэннем ±0.01мм.
- Баковая паралел'насць валка для рэзака: Памервайце пачатковую пазіцыю валка для рэзака за дапамогай калібра, з дапушчэннем ±0.005мм.
8. Рэзальныя лезы: Рэкамендуецца выкарыстоўваць цвердую сплаву з цвардасцю HRA90-95. Аптыміруйце kombінацыю рэзальных лез і раскладак, каб узгадаць спецыфікацыі рэзання.
(Увага: Рэзальныя лезы і раскладкі не ўключаныя ў апаратуру і маюць быць адмысленыя асобна з улікам пажаданняў кліента.)
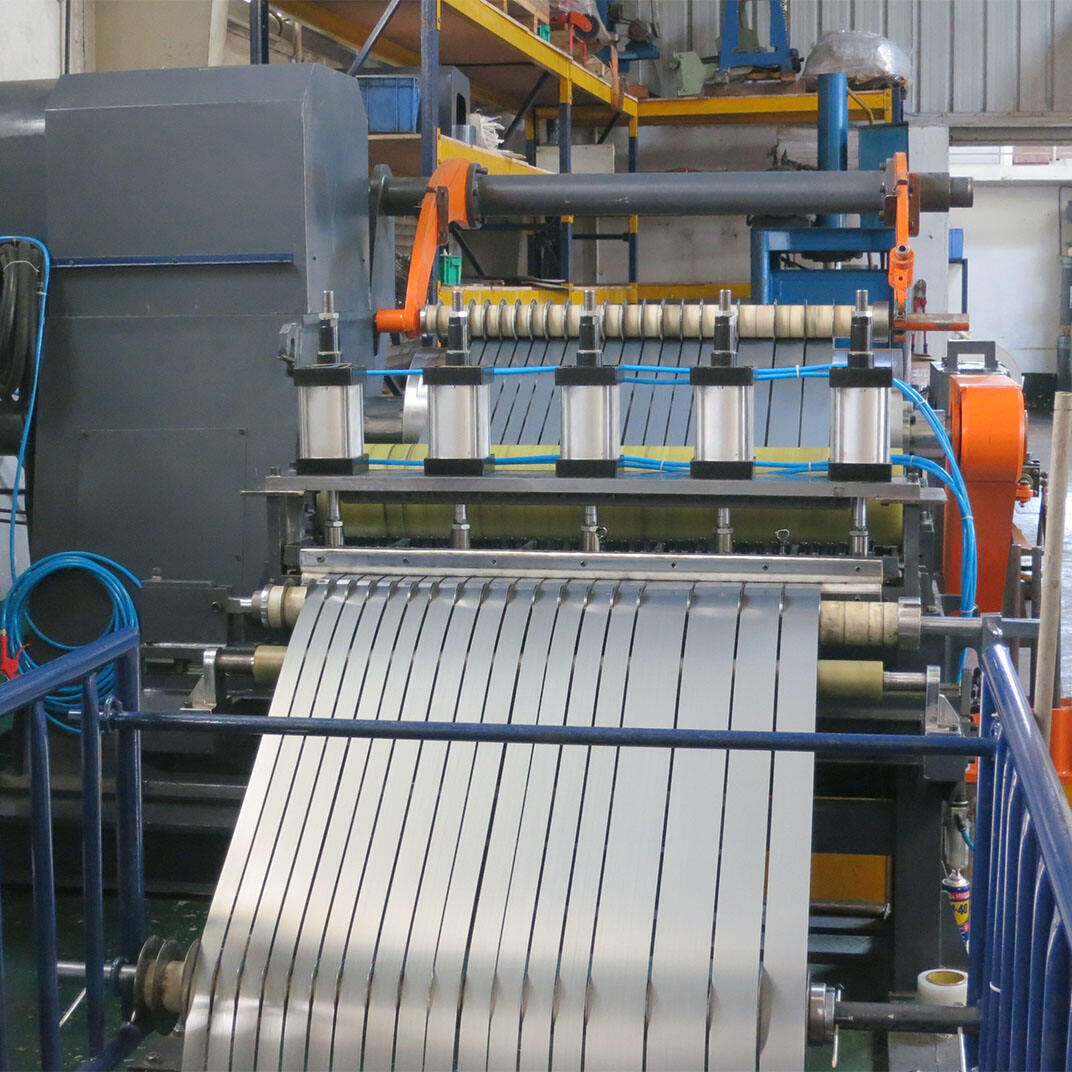
Высокаскарасная лінія разрэзання цікаў з высокай чатыркоўнасцю
I. Агляд праductу
Нашая лінейка високаспяднага расціна ўяўляе сабой апарат для эфектыўнай перапрацоўкі катушак з рознымі спецыфікацыямі, забезпечваючы точны размот, расцін і замот металу для атрымання катушки любога жаданнага шырэнню. Яна ўніверсальная, спасобная працаваць з шырокім дыяпазонам металічных катушак, уключынна халадна валяваную сталю, гарача валяваную сталю, нерэдную сталю, цынкаваную сталю, алюміній, сіліконавую сталю, кольварную сталю і малюваную сталю. Шырока выкарыстоўваецца ў розных прамысловых галінах, уключынна автамабільнай, вытворчыцтве контейнероў, бытоўных апрыладах, пакаванні і будаўных матэрыялах.
II. Галоўныя функцыі
Дзякуючы думацеліва падуманай раскладцы, наша лінія разьязу ўдзельна працюе ў повной автоматыцы, забяспечваемы выключным эфектам, вытворчасцю, дакладнасцю і якасцю. Яна стабільна і незалежна працюе, дзякуя магутнай гіdraulic system, высокапрацоўнай структуры і рацыянальнай канфігурацыі. Мы ўтварылі сучасную систему кантролю Mitsubishi PLC для бяспечнай глабальнай кантролі. Кропка, наша лінія разьязу мае неабходныя опцыі CPC & EPC systems для павелічэння дакладнасці разьязу і зноў завінчвання, што робіць яе ідэальным рашэннем для вашых аперацыйных патрабаванняў.
III. Тэхнічная спецыфікацыя
| НЕТ. | Мадэль | Сыр'е | ТК (мм) | Шырыня (мм) | Внутрішній діаметр (мм) | OD (мм) | Вага (Т) | Шырыня дакладнасці (мм) | Разьяз № (ШТУК) | Шырыня разьязу (мм) | хуткасць (м/хв) | Памер (кВт) | Потапленне простору (м*м) |
| 1 | 4.0x1600 |
картонная сталь Нерасчынны металь алюмініевая ці альшыя сталёвыя матэрыялы |
0.5-4.0 | 800-1600 | Φ508/610 | ≤Φ1500 | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | Φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS: Усе вышэпералічаныя спецыфікацыі толькі для спраўжання, таксама можна здзейсніць адпаведна вашым пажаданням. | |||||||||||||
IV. Галоўныя кампаненты
(1) Катушка
(2) Разкатальная уstanоўка
(3) Устраіванне для сціскання, выпрамляль і станок для рэза
(4) Прылада для падтрzymкі ліста
(5) Бакавае кіраванне
(6) Распіловачная машина
(7) Устройства для збіравання шлака (з двух бакоў)
(8) Патрон
(9) Раздzielнiк i прылада дла натяжэння
(10) Збіральнік
(11) Везіца для выładкі збіральніка
(12) Гіdraulic system
(13) Пnevmatic system
(14) Электрычны сістэма кантролю
V. Тэхнічны працэс
Катушка → раскручыванне → заціск, выпарыванне і розрэз катуши → патрон → кіраванне → распіл → бакавае збіраванне шлака → патрон → прадзеленне матэрыялу, натяжэнне → збіранне → везіца для выładкі