

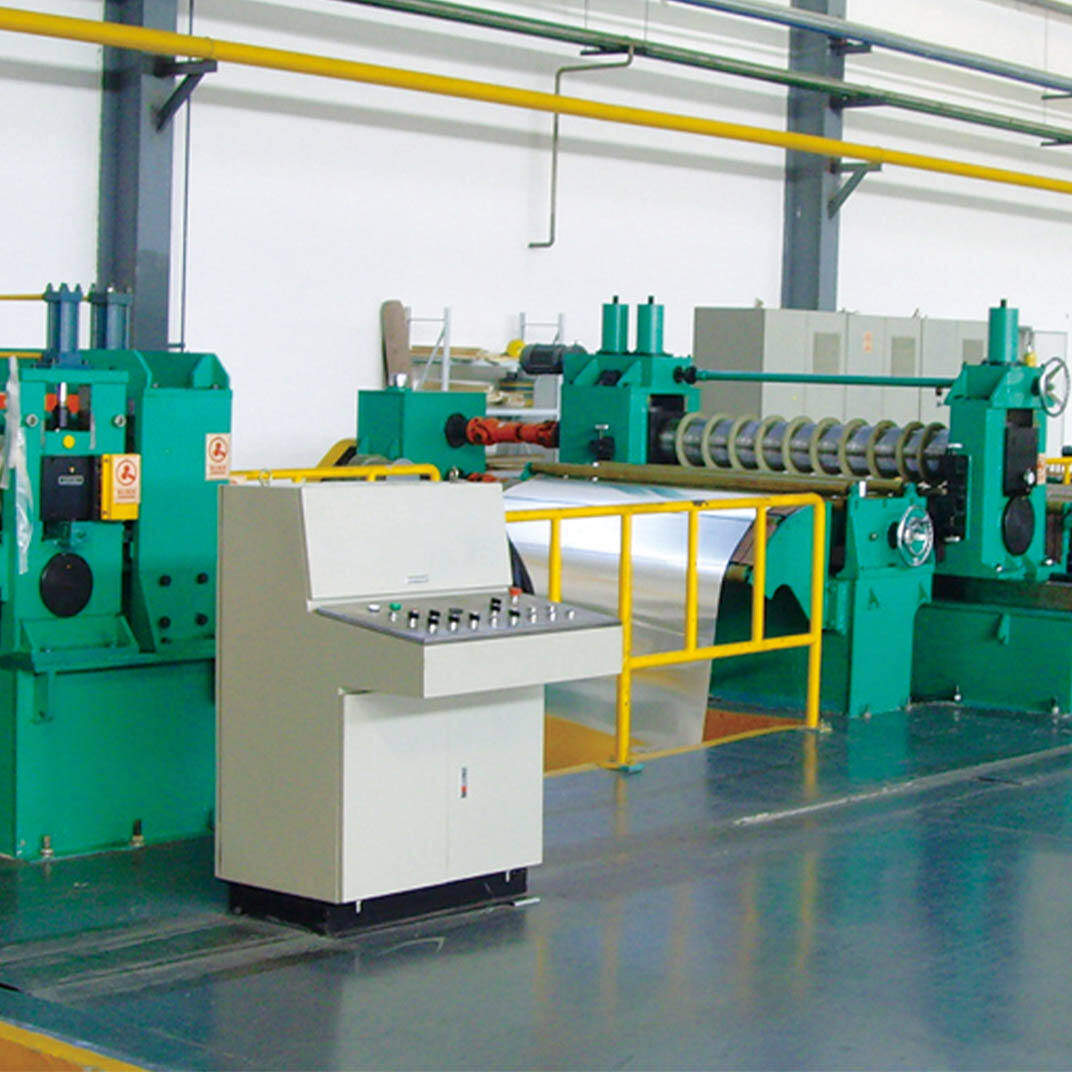

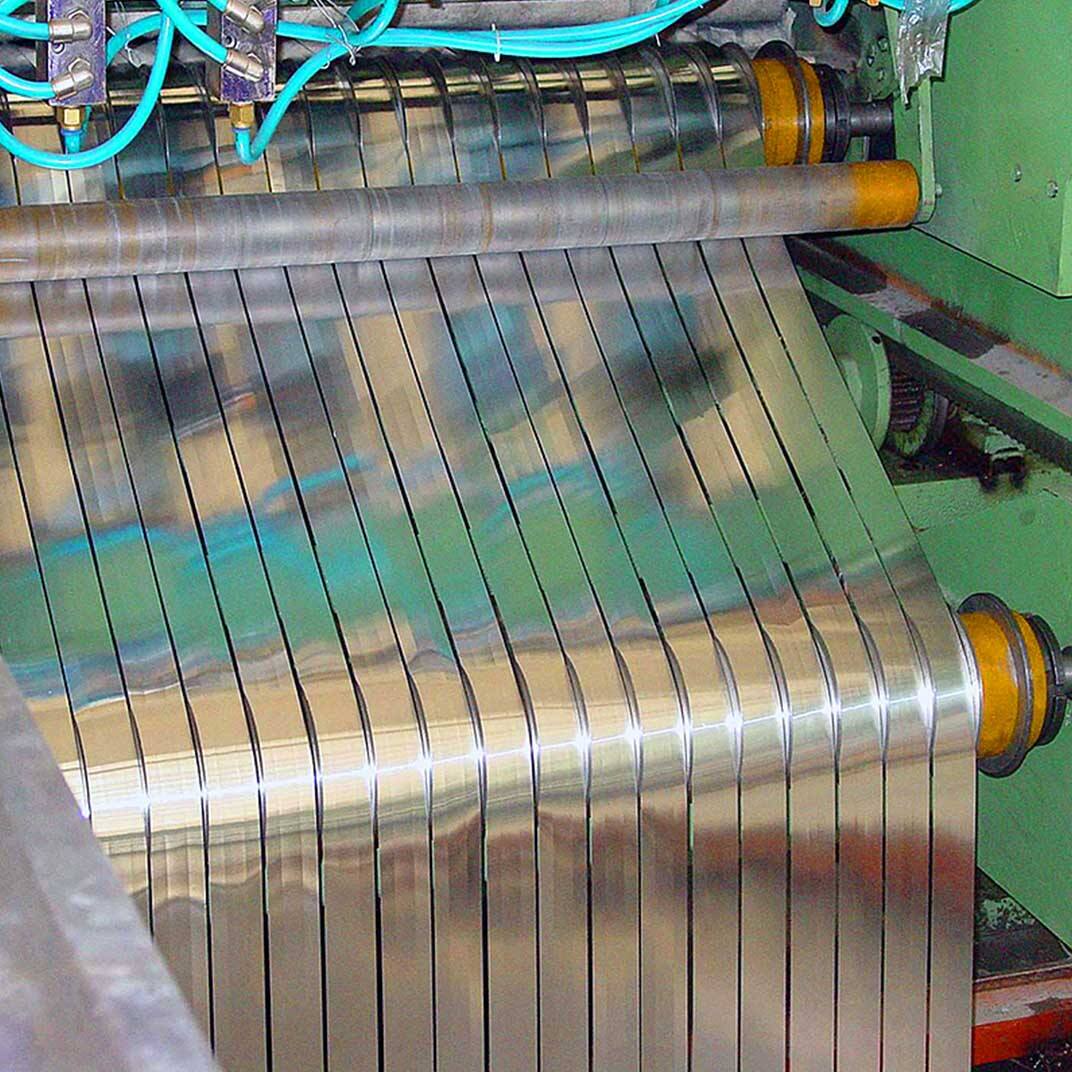



Автаматычная машина для расіння, точна разіць валы з выкарыстаннем ножоў для расіння
- 1. Нашая лінія расіння эфектыўна абработвае каты розных спецыфікаў, плавна пераходзячы ад размоткі да расіння і занавойкі, вытвораючы каты любога патрабванага шырыні.
- 2. Яна ўніверсальная ў абработцы шырокага спектра металічных катоў, уключаючы халадна прокачаную сталю, гарача прокачаную сталю, нержавеючую сталю, гальванізаваную сталю, алюміній, сільваную сталю, кольоравую сталю ці малеваную сталю.
- Шырока выкарыстоўваецца ў промысле абароці металічных пластоў, наша лінія разьему знаходзіць застосунак у автамабільнай прадукцыі, выраบе контэйнераў, бытоўых тавараў, пачатку, будаўніцкіх матэрыялаў і іншага.
Апісанне праduktу
Апісанне абладнання
(Параметры рэзальнага станка можна дапасаваць па жаданні кліента)
Рэзальны станок
1. Структура корпуса машины: Ёднасна чэсць, зварана і адпружнена ад напружэнняў. Мае тры дна агульна 30мм цяжкіх для павелічэння стаякасці.
2. Дызайн прыему шоку: Кампаненты машыны з акупацыйнымі праходамі для дадання матэрыялаў, якія абслабляюць шок; магліва і розрэзаўны каркас разлучаны, з'яўляюцца ўзаемнай сувязнай сістэмай.
3. Дызайн валоў: Ніжні вал фіксаваны; механічная сістэма паўядкуе верхні вал. Перамяшчальная арка ўсталявана на лінейных слайдзах для ручнага вымянення, што спрыяе замianе інструменту.
4. Матэрыялы і лікі валоў: Ніжні і верхні валы зробленыя з ковкі 42CrMn, паддаюцца закаленню, з твердасцю паверхні HRC52-57. Дыяметр валоў Φ120mm (+0 ці -0.03mm), з дзеяннай даўжынёй 1300mm.
5. Праводнік сістэмы: Праваднік частотнага пераходу AC 7.5Kw праводзіць ніжні вал, з можливасцю рэгульвання хуткасці ад 0 да 120 об/хв. Верхні вал праводзіцца за дапамогай зубчатага перадач.
6. Вышыня ніжняга валу: 800мм.
7. Точнасць валоў:
- Канцэнтрычнасць валу: Памерваецца трыма індыкатарамі (левы, сярэдні, правы), з дапушчэннем ±0.01мм (галоўны нижні вал, дапаможны верхні).
- Паралел'насць вала: Левая і правая бокі ўсталяваныя з сіметрычнымі верхнімі і ніжнімі лістамі, карыгаваныя з дапамогай чулкавых гаходак. Галоўны акцэнт на карыгаванні верхняга вала, з дапушчэннем ±0.01мм.
- Баковая паралел'насць вала: Памерваецца індыкатарамі для забезпечення правільнага пачатковага пазіцыявання вала, з дапушчэннем ±0.005мм.
8. Лісты: Рэкамендуецца выкарыстоўваць цвардую сплаву з твердасцю да HRA90-95. Аптымальнае kombiнацыя лістаў і распінняў для адпаведзення спецыфікацыі розрэzu. (Лісты і распінні не ўключаныя ў абладнанне; падлежать асобным перамовам на основі пажаданняў кліента.)
Рэкоілер края
1. Сістэма прыведзення: Рэкоілер прыводзіцца мэтавым моторам ад маркі Shunda (напружанне мотор) для забеспечэння стабільнага працэсу намоткі.
2. Устройства адпушэння: Устраве адпушэння кантролюецца моторам і пераўтварцам частаты, каб забяспечыць роўнае распаведзенне матэрыяла зільніка, забяспечваючы эфектыўнае перавітанне краёвага матэрыялу.
3. Барабан-кадак: Прызначана з барабанам-кадакам для паспешнага і зручнага працэсу вылadowкі.
4. Мост уваходу і выхаду: Мосты ўваходу і выхаду, якія кантролююцца моторам.
5. Паверхня моста: Закрыта 8-міліметрами тонкімі нерэзерваванымі няржавеючымі сталамі для павелічэння супарачы на абраз і лёгкасці чыстання.
6. Дызайн валка: Выкарыстоўваецца валакі высокай цвердасці з цусцершанай электрапалачкай для павелічэння супарачы на абраз і срока службі.
I. Чарты
1. Наша лінія разрэзаў мае хранамую планавку, повную аўтаматызацыю, вышыню эфектыўнасці, вытворчасці, дакладнасці і якасці, што забяспечвае бязперапынны працэс з стаялай працавітай і карысцнымі кантролем.
2. Ужыванне сучаснай сістэмы кантролю Mitsubishi PLC забяспечвае дакладны глобальны кантроль для аptyмальнага выканання.
3. Дапускаемыя sistemy КРП і ЕРС даступляюць кіраўніцтву размоткі і намоткі з большай дакладнасцю, прынісячыць дадатковую гнуткасць для адпаведзення спецыфічным патрабаванням.
4. Укомплектаванае незалежнай гіdraulic system, магутнай структурай і рацыянальнымі сістэмамі розмяшчэння, наша лінія распілування афармляе ўдзельніцтва і прыкладнасць, забяспечваючы незабароннасць і стаяласць у працэсе эксплуатацыі.
Ⅱ .Галоўныя кампаненты
1. Ваговозка для катушак
2. Размотчик
3. Уцісковая апаратура, выправальная і станок для рэжання
4. Пампа
5. Бакавое кіраванне
6. Распіловачная машина
7. Намотчик адходаў (з двух бакоў)
8. Лупер
9. Апарат для аддзелення і нагружэння
10. Закруцільнік
11. Вывозная тачка для закруцільніка
12. Гіdraulic system
13. Пневматычная сістэма
14. Электрычнае ўправлінне
Ⅲ .Тэхналогічны працэс
Катушка → раскручыванне → заціск, выпарыванне і розрэз катуши → патрон → кіраванне → распіл → бакавае збіраванне шлака → патрон → прадзеленне матэрыялу, натяжэнне → збіранне → везіца для выładкі
Ⅴ.Параметры
| Мадэль |
шырына (мм) |
Цясткасць (мм) |
Вага катушкі (ТАН) |
Розрэзальныя паскі |
Спядна розрэза (м/хв) |
Плошча паўерхні (м) |
| LH-SL-1050 | 1000 | 0.2-3мм | 1-8 | 2-20 | 0-120 | 5×16 |
| LH-SL-1300 | 1250 | 0.2-3мм | 1-10 | 2-20 | 0-120 | 6×18 |
| LH-SL-1500 | 1450 | 0.2-3мм | 1-15 | 2-20 | 0-120 | 6×19 |
| LH-SL-1650 | 1600 | 0.2-3мм | 1-15 | 2-20 | 0-120 | 8×20 |
УВАГА: Апарат можа быць дызайнаваны з улікам спецыфічных пажаданняў кліента, прыведзеныя деталі прызначаны толькі для спраўжання.