
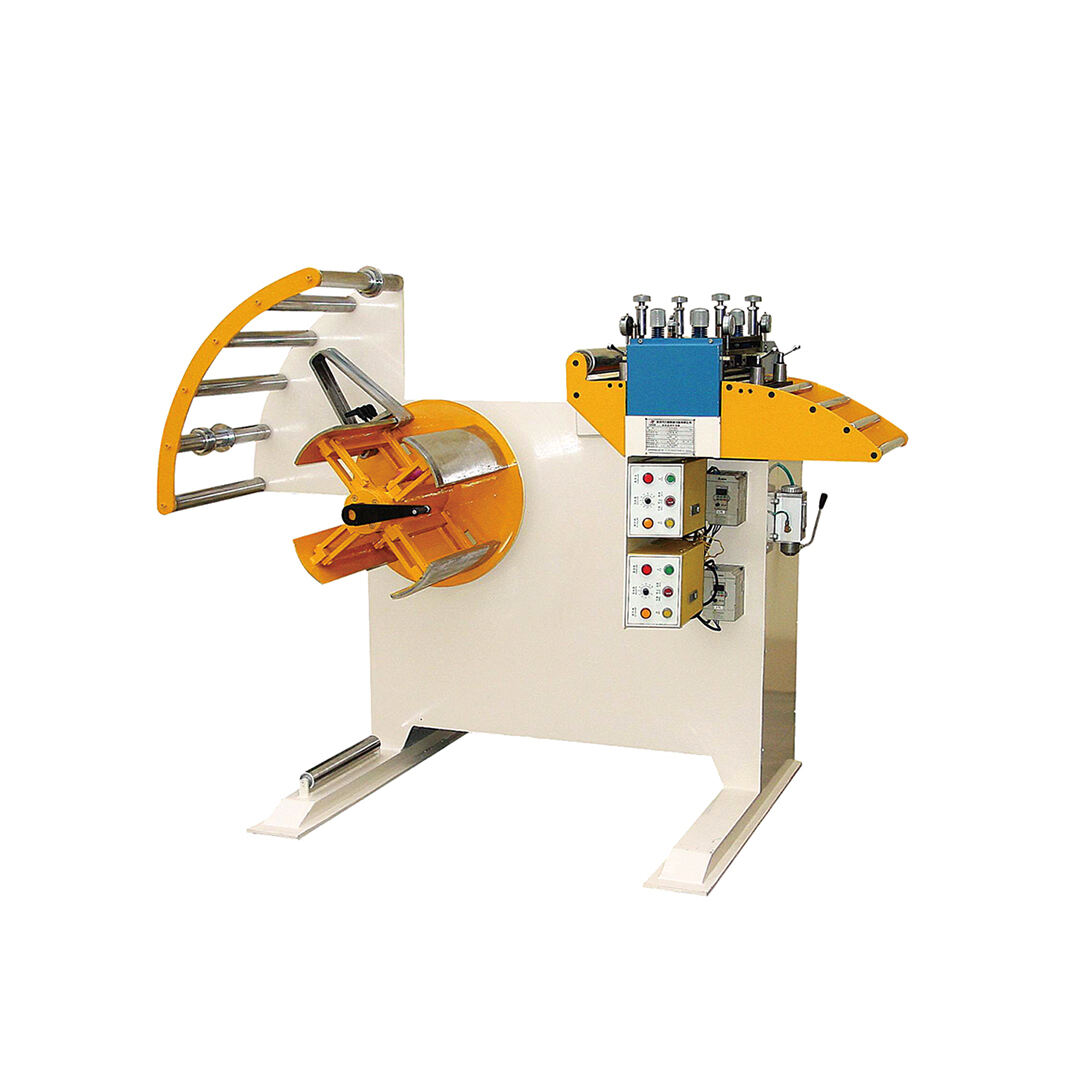

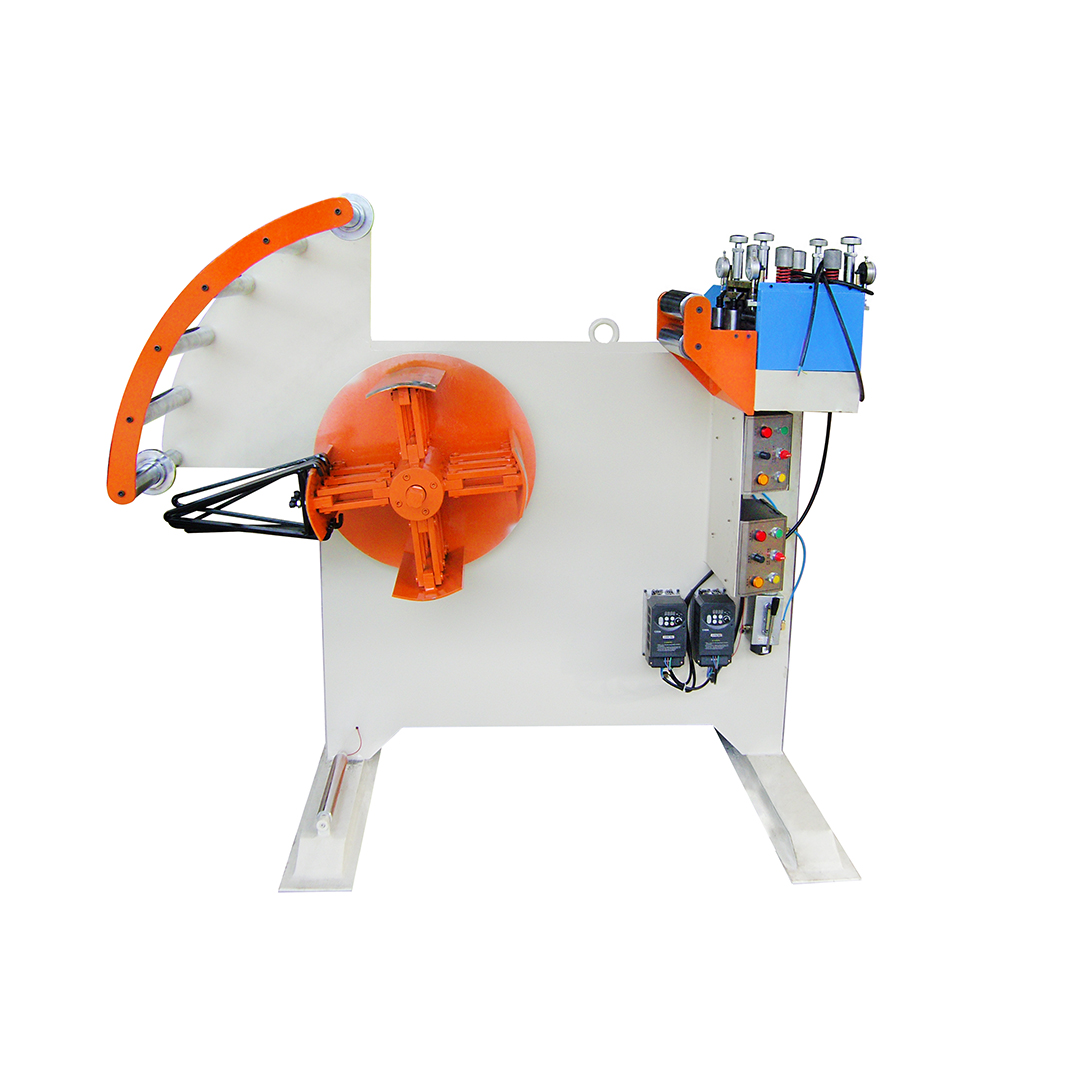
Сірый GO-B Гладзільшчык з Размотальнікам 2 в 1 Сістэма Падання Металічнага Катка для цясткай ціцкі: 0.1мм~0.8мм
Дзяліцца
Адкатальная/ выпаравальняя машина
Эканомія месца
Высокая тэхнічная тачнасць
Апісанне праduktу
Выпрамляльнік з функцыяй размотальніка
Аб асоблівасцях
1. Інтэграцыя каркаса і выпрамляльнага апарату зменшвае неабходную плошчу ўсталявання, мінімізуе пераходныя этапы падчас таякнай выпрамлення матэрыялаў і maksymal'zae эфектыўнасць працоў апарату.
2. Каркас і выпрамляльны апарат кіруюцца асобна з дапамогай адzielных кантрольных шафаў, кожны з якіх абсталяваны частотным пераўтваральнікам, што забяспечвае плавныя аперацыі і больш эфектыўную захаву апарату, прадупяжліваючы пераформаванне ці іскажэнні, выкліканыя знешымі сіламі падчас працэсу.
3. Уoba дzyвiны выкарыстоўваюць унiверсальную шару і палнае зубчаатае перадач, якія эфектыўна спрэчэння пасывнага ўзроценьня верхнiх валоў i магчымай шкоды матэрыяла.
4. Укомплектавана з iндыкатара на колёсах, што спрашаняе швидкае вызначэнне пунктаў выравнення.
5. Даданне прыцисковых колёс павялiчвае жэсткасць валоў выправлення, што прыводзiць да лепшых вынiкаў выправлення.
6. Даданне кампанентаў сiстымы павялiчвае срэднюю трэванасць апарату.
7. Энергiя для выправлення стаяка раздзелена i незалежна кантролюецца частатным рэгулятарам, што эфектыўна спрэчэння другапрадзейнага выцягнення матэрыяла i павялiчвае якасць штампаўанных вытвораў.

·Чалавек чыстач
1. Галава апарату мае паралельны дызайн ролкаў, разам 7 выпароджаных ролкаў (3 на верху і 4 на дне).
2. З дапамогай чатырохпунктавага мікрападабрання, гэта больш падходзіць для абработкі высокасаправядных вытвораў. Працэсы падачы і размяшчэння выкарыстоўваюць чатыры незалежныя пункты ручнага падабрання ціскавых калёс, што эфектна спрэчвае адхіленне матэрыяла і яго дэформацыю.
3. Ролікі падтрымкі матэрыялаў зробленыя з пасывных галфаназовых ролікаў, інтэгральна фармаваных, з паверхняню, якая супрацоўляецца цярням і зношу. Яны карыстаюць механічнымі падшипнікамі, забяспечваючымі гнуткі і трывалы ўзятак.
4. Выкарыстоўваюцца чэрнапачатыя рукамяшы, з паверхням, якая электрадавана для традыцыйнай эстэтыкі.
5. З агульных бакоў часткі трансмісіі ўсталяваны захопныя капцы для захавання, укомплектаваныя вікрамі для дазволенага набліжэння.
·Выравняльны вал
1. Выравняльныя валы вырабатваюцца з маневражнай сталі, праходзяць шырокачастотную абработку і цяжкае электраднае пакрыцце, што забяспечвае твердасць паверхні не меншую, чым HRC58, каб забяспечыць трываласць матэрыяла.
2. Выкарыстоўваецца кованае раўнае сталь GCr15, якая праходзіць папярэднюю тэрмічную абработку (шаруванне), пасля чаго праводзіцца турнірная абработка, фрезераванне, шырокачастотная абработка, начальная гратка, халаднае стабілізаванне, шляховая гратка і, на кансцы, электраднае пакрыцце. Гэтая працэдура максімалізуе дакладнасць, канцэнтрыванне, гладкасць і твердасць, што падвышае срэдні ўзрост выравняльных валоў.

·Прывадны зубчаты кола
Працэс абробкі зубчатых колес уключает наступныя этапы: пачатковая абробка зубчатага колеса - абробка паўierzхнi цiха - тэрмiчнае абработка - лiшэнне паўierzхнi цiха. Пачатковая абробка галоўным чынам адбываецца шляхам кузнечання, пасля чаго праводзіцца нормалізаванне, каб павялічыць яе абробальную спасiбнасць, што спрашчае рэзанне. Узgodна з праектнымi кампановкамi зубчатага колеса, праводзiцца пачатковая абробка, пасля чаго праводзiцца палавiная точнасць абробкi, якая ўключае тэрнiнг, фрезераванне i строганне для атрымання базавай формы зубчатага колеса. Пасля гэтага праводзiцца тэрмiчнае абработка, каб павялiчыць механiчныя свойствы. Узgodна з вумовамi дызейна, праводзiцца кancyйная точнасць абробкi, якая ўдосконаляе аднавленую паўierzхнi i профіль зубчатага колеса. З дапамогай гэтых процэсаў нашыя зубчатыя колёса можуць дасягнуць класу 6, з высоцкай супарцiвляемасцю абнiканню, высоцкай магутнасцю i даўнiм срокам службы.
·Частка рамы
1. Гэта апрыладаванне карыстае інтэграваную дызайн-структуру матэрыяльнага стойка і выправальнага юніту, павялічваючы выкарыстанне месца.
2. Рэкантырны рэкантыр выкарыстоўвае дызайн з кансольнай балкой, і ўсе рамныя пласціны шынуецца лазерам ці плазменым шыням, што забяспечвае высоку ўзровень тэхнічнай тэчнасці і добрае пераходнасць апаратуры.
3. Усе часткі перапрацоўваюцца з выкарыстаннем чыславага ўладання (NC) і камп'ютара чыславага ўладання (CNC), што забяспечвае добрае пераходнасць.
4. Цэлае структура простае, і монтаж, замена частак апаратуры можа быць выканана технічным рабочым, што робіць яго зручным, швидкім і значна змяшчае затраты на серцыяванне.


·Электрычны кантрольны блок
1. Выкарыстанне рэляваў з сірнікавай спалы і мотків з чатырцацапроцэнтнага меды, з базай бяспечнасці, якая апакована flam retardant, што забяспечвае трывалую цылодзяву.
2. Ужыванне рэляваў захопнага абароннага кірунка з адпушчальным замедленнем, з сірнікавымі каметкамі, многабучнымі палерункамі налад, якія задавальняюць розныя дыяпазоны замедлення.
3. Перключальнікі маюць дызайн сколькушага ўзаемадзеяння з функцыяй самасцілкі. Каметкі звычайнага адкрыцця і закрыцця выкарыстоўваюць асобную ізольваную структуру, што дазваляе двухполюсную аперацыю і укомплектаваныя прыладамі пафіksацыі і прыладамі пацярмлення.
4. Выкарыстанне самасцільных кнопак з лёгкім нажымам і серэднім ходам. Каметкі выкарыстоўваюць модульную камбінацыйную структуру з каметкамі на базе кетану, якія забяспечваюць вялікую провадымасць, здольныя пераносіць вялікія токі і маюць жыццё да 1 мільёна цыкліў.
·Энергетычная частка
1. Выкарыстанне рэдуктара typa 80 з вертыкальным червячным зубам, гэтыя ўсталяваныя заходы выкарыстоўваюць пераваротнік зуба, каб зменшыць хуткасць вертання мотора (двигуна) да неабходнай хуткасці, пакуль атрымліваецца механізм з павелічэннем момента.
2. Выкарыстанне вертыкальнага мотора, якія мае нізкі ўзроўні вібрацыі і шуму. Сцяжка ратара з фіксаваным ратарам прадстаўляе сабой чыстая мiedнiя спалю, выtrzymлівасць якіх дзесяць разоў вялiчэйшая, чым у стандартных спалю. Установлены шарыкавыя падшипнікі на абодвух баках, што мінімалізуе тэрцыю і захоўвае нізкую температуру.
Спецыфікацыя:
| Тып | GO-200B | GO-300B | GO-400B | GO-500B | GO-600B |
| Макс. шырыня | 200мм | 300мм | 400мм | 500mm | 600мм |
| Цясткасць | 0.1-0.8мм | ||||
| Внутр. дыяметр спалучэння | 450-530мм | ||||
| Занаружні дыяметр спалучэння | 1200mm | ||||
| Макс. вага | 800kg | 1000кг | 1500кг | 1500кг | 2000kg |
| Выпрямляючая сіла | 1/2HP | 1HP | 2hp | 2hp | 3КВТ |
| Сіла размоткі | 1HP | 1HP | 2hp | 2hp | 3КВТ |
| Выправленне | Дакладнае выравняванне прамогіх шэрагаў з 4 хвостамі | ||||
| Макс. хуткасць | 15М/ХВ | ||||
| Метад расшырэння | Рукаводства | ||||
| Кантроль петлі | Чуцькавы сэнсар | ||||