




Апісанне праduktу
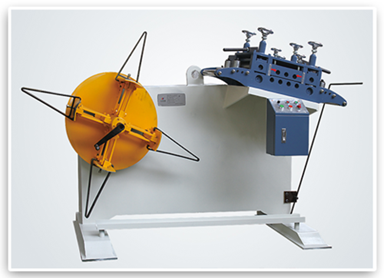
Размотчик і выравниватель
Фічэр
1. Матэрыяльная стойка і выравниватель інтэгруваны, займаючы мінімальную плошчу палівання. Прастыя аперацыі забезпечваюцца зменнай дыяметрам матэрыяльнай падмогі, што робіць завантажэнне і вызавантажэнне зручным.
2. Падыходзяць для розных матэрыялаў металічнага валка з цясткамі ад 0.4мм да 2.5мм.
3. Укладана з інтэгральнай сталёй рамы, забяспечваючы незламнае ўстрояванне, гладкую працу і мінімальную плошчу.
4. Валы зrobленыя з твердага падшипніка ў сталі, тэрмічна абработаныя і закаленыя да твердасці HRC60, потым хромаваныя і змоўленыя для павелічэння трываласці.
5. Устройства тормаза можа адпраўляцца па цяжкасці, што забяспечвае больш гладкі ўзятак спалю і збяльшвае яго навантажэнне.
6. Сістэма электрычнага кіравання мае ўвезеныя электрамагнітныя кантачары і электронныя кампаненты, што прыводзіць да меншай колькасці авалёў і дзеўней срока служby.
7. Гіdraulic method расширення неабходна, рэкамендавана для цяжчаых матэрыялаў.
СТРУКТУРА:

·Чалавек чыстач
1. Галава апарату мае падвыжную ролікавую канструкцыю з усёгальна 7 выпрямляючых ролікаў (3 ва верхнім рядку і 4 ва днім).
2. Выкарыстоўванне чатырохпунктавай мікрыйналадкі буйнейшая для працэсінга вышэйшай тэчнасці продуктаў. Чатырохпунктавая незалежная наладка ціскавання прымяняецца ў працэсе кармлення і разгружання,эффектна спыняючы адхіл матэрыялу і дэформацыю.
3. Ролікі падтрымкі матэрыялаў зробленыя з пасывных галфаназовых ролікаў, інтэгральна фармаваных, з паверхняню, якая супрацоўляецца цярням і зношу. Яны карыстаюць механічнымі падшипнікамі, забяспечваючымі гнуткі і трывалы ўзятак.
4. Выкарыстоўваюцца чэрнапачатыя рукамяшы, з паверхням, якая электрадавана для традыцыйнай эстэтыкі.
5. З агульных бакоў часткі трансмісіі ўсталяваны захопныя капцы для захавання, укомплектаваныя вікрамі для дазволенага набліжэння.
.
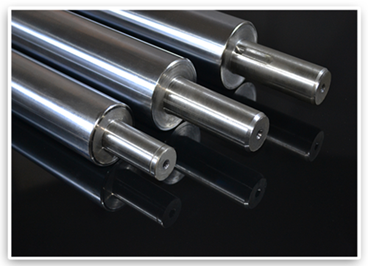
Выравняльны вал
1. Выравняльныя валы вырабатваюцца з маневражнай сталі, праходзяць шырокачастотную абработку і цяжкае электраднае пакрыцце, што забяспечвае твердасць паверхні не меншую, чым HRC58, каб забяспечыць трываласць матэрыяла.
2. Выкарыстоўваецца кованае раўнае сталь GCr15, якая праходзіць папярэднюю тэрмічную абработку (шаруванне), пасля чаго праводзіцца турнірная абработка, фрезераванне, шырокачастотная абработка, начальная гратка, халаднае стабілізаванне, шляховая гратка і, на кансцы, электраднае пакрыцце. Гэтая працэдура максімалізуе дакладнасць, канцэнтрыванне, гладкасць і твердасць, што падвышае срэдні ўзрост выравняльных валоў.
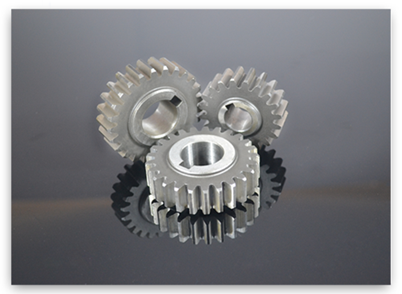
·Прывадны зубчаты кола
Працэс вырабаткі перадач складаецца з наступных этапаў: пачатковая абробка перадачы - абробка паверхні зуба - тэрмічнае абдзенне - лішэнне паверхні зуба. Пачатковая абробка ўключае кузнечную выrobку для стварэння чарнаго прыкладу перадачы, пасля чаго праводзіцца вяліканне, каб падзейніць абробку пад час рэзаць. На аснове дызайн-чаржжаў перадач, праводзіцца пачатковая абробка, за якой слідуе паўтактычная абробка, уключаючы тэрмін, фрезэрванне і штурханне для атрымання базавай формы перадачы. Пасля гэтага праводзіцца тэрмічнае абдзенне для падзейнення механічных ўласцівасцей. Нарэшце, праводзіцца тактычная абробка з улікам дызайн-травараў, дакладваючы аднавленне адноснай паверхні і прафілю перадачы. У выніку гэтых процэсаў нашыя перадачы дасягаюць класу 6, выказвайучы вышыню супарэчлівасці, высокую магутнасць і даўгі выпалат.
·Частка рамы
1. Гэта апрыладаванне карыстае інтэграваную дызайн-структуру матэрыяльнага стойка і выправальнага юніту, павялічваючы выкарыстанне месца.
2. Рэкантырны рэкантыр выкарыстоўвае дызайн з кансольнай балкой, і ўсе рамныя пласціны шынуецца лазерам ці плазменым шыням, што забяспечвае высоку ўзровень тэхнічнай тэчнасці і добрае пераходнасць апаратуры.
3. Усе кампаненты перапрацоўваюцца з выкарыстаннем чыславага ўпраўлення (NC) і чыславага камп'ютарнага ўпраўлення (CNC), што забяспечвае добрае пераменное ўзаимадзеянне.
4. Цэлае структура простае, і монтаж, замена частак апаратуры можа быць выканана технічным рабочым, што робіць яго зручным, швидкім і значна змяшчае затраты на серцыяванне.


·Электрычны кантрольны блок
1. Выкарыстанне рэляваў з сірнікавай спалы і мотків з чатырцацапроцэнтнага меды, з базай бяспечнасці, якая апакована flam retardant, што забяспечвае трывалую цылодзяву.
2. Выкарыстанне рэлэй захопу з наладжаемай ціркуітнай задняй часам з срэбранымі контактамі, многімі наладжаемымі валамі, якія адпавядаюць розным дыяпазонам задняга часу.
3. Перключальнікі маюць дызайн сколькушага ўзаемадзеяння з функцыяй самасцілкі. Каметкі звычайнага адкрыцця і закрыцця выкарыстоўваюць асобную ізольваную структуру, што дазваляе двухполюсную аперацыю і укомплектаваныя прыладамі пафіksацыі і прыладамі пацярмлення.
4. Выкарыстоўваюцца самапрадзяжныя кнопкі з лёгкім нажымам і серэднім ходам. Кантакты маюць модульную камбінацыйную структуру з кетановымі складовыми пунктамі, што забяспечвае вялікую провадымасць, здольную пераносіць вялікія токі, і мае рэсурс да 1 мільёна цыклоў.
·Энергетычная частка
1. Гадзінник выкарыстоўвае вертыкальны рэдуктар typa 80 з чарвонкай, які выкарыстоўвае перакладку зубчатых колес, каб змяшчаць ход мотора (двигуна) да неабходнага ўзроўню, а таксама атрымліваць больш вялікі круцячы момент.
2. Выкарыстоўваецца вертыкальны мотор, вядомы сваім нізкім узроем вібрацый і шуму. Стаячы сегмент ратара ўключае чыстыя медныя катушкі, якія прынімаюць жыццё трох дзесяцігадовей за стандартныя катушкі. Укомплектаваны шарыкавымі падшипнікамі з двух бакоў, гэта забяспечвае мінімальную фрэкцыю і нізкія температуры.
·Спецыфікацыя
|
Мадэль |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
Шырыня матэрыяла |
150 мм |
200мм |
300мм |
400мм |
500mm |
|
Туціна матэрыяла |
0.4~2.5мм |
||||
|
Дыяметр унутранай часткі каліцы |
450~530мм |
||||
|
Дыяметр знешняй часткі каліцы |
1200mm |
||||
|
Вага катушкі |
500кг |
800kg |
1000кг |
1500кг |
2000kg |
|
Тып расцвежэння |
Ручнае расшырэнне |
||||
|
Матар |
1/2HP |
1HP |
2hp |
2hp |
3КВТ |
Здольнасць выпрамляць
|
Модэль цусвайцы |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
1.5 |
150 |
200 |
300 |
400 |
500 |
|
2.0 |
150 |
200 |
300 |
400 |
400 |
|
2.5 |
120 |
160 |
240 |
320 |
250 |