
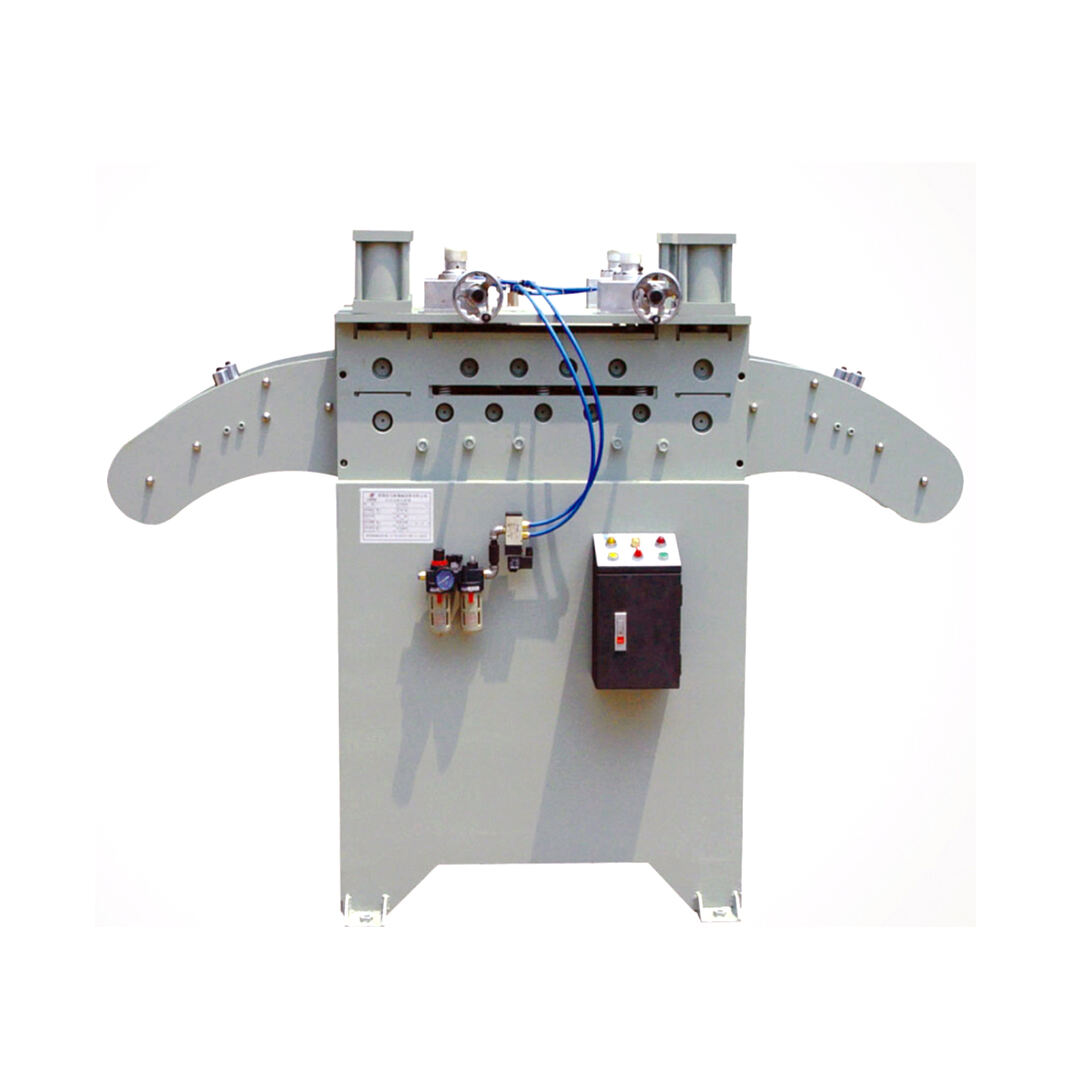

Сірыя HS Дыкуючая Машына Для Цяжкіх Пластаў: Ураўнёванне Металічных Аркушоў І Катушак Для Дапускаемай Туцэвасці Матэрыялу 1,6мм - 6,0мм
Дзяліцца
Для непрыкрывнага штурхаўвання матэрыялаў рознай цэнсткі
Працуе разам з раскатальнікам для автоматызаванае праўяджэнне
Можа цягніцца пад абмеркаванне
Апісанне праduktу
Характарыстыкі:
1. Карэкцыйнае колесо зrobлена з твердага падшипніка ў выглядзе сталі, перажыwaе високачастотную тэрмічную абробку, шліфуецца і хроміруецца, і пасля калібравання апаратам, гладкае і бяз цісковых знішчэнняў, не шкодзячы паверхне матэрыяла.2
2. Апарат можа выкарыстоўвацца самастойна і таксама можа выкарыстоўвацца разам з автоматычнымі стаянкамі для кормлення тыпу MT і DBMT, што прыводзіць да добрых умоў працоў.
3. Апарат выкарыстоўвае вялікі цыліндр для прасавання матэрыяла, а карыгаванне адбываецца з дапамогай сінхронізаванага червячнага прыладу. З адным аборатам ручкі верхнее колеса карыгавання спускаецца толькі на 1 мм для дакладнага ўзgoўднення.
Уводзінне:

·Галова выпароджвальніка
1. Галова апарата мае дызайн з паралельнымі ваўламі, усёгда 9 тракіційных выпрамляючых ваўлаў: 4 зверху і 5 знизу.
2. Укомплектавана вялікім цылінтрам для прасавання матэрыяла, што лепш застосована для працэсінгу высокаточных вытвораў. Карыгаванне адбываецца з дапамогай сінхронізаванага червячнага прыладу,эффектыўна прадупрашуючы адхіленні і дэформацыі матэрыяла.
3. Падваротныя ваўлы для матэрыяла зrobленыя з незмоўленых галванізаваных ваўлаў, цэлкам фармаваных, з паверхняню, якая адпорна да скрэцоў і абразаў. Яны карыстаюць механічнымі падшипнікамі, што дазваляе гнуткую ротацыю і трывалую вызначальнасць.
4. Яно мае чугунны ручны колка з электралакіраванай абкладкай, якая прадстаўляе сабой найбуйнейшы тып ручнага колка.
·Выправальны ролік
1. Выправальны вал вырабляецца з маглітавага сталю, праходзіць цуднае электралакіраванне пасля серэднечастотнай абработкі, што забяспечвае твердасць паверхні не меншую, чым HRC58, каб забяспечыць трываласць матэрыяла.
2. Вырабляецца з ковальнага круглога сталега GCr15, праходзіць пачатковую нагрэўную абработку (сферодызацыянную анналаксію), пасля чаго ідзе тэрэніванне, фрезароўка, серэднечастотная абработка, начальнае гратаванне для халаднай стабілізацыі, шлифаванне з высокай таячнасцю і напоследку электралакіраванне. Гэта maksymal'za precyzyn', concentrychnas', hladkasc' i tverdasc', pradlazhvae service zhyzzi vypraval'naga vala.

·Прывадны зубчаты кола
Працэс перапрацоўкі зубчатых кола ўключает наступныя крокі: пачатковыя рэзанне зубчатых колаў - шліфаванне зубных паўерхняў - тэрмічнае абробка - шліфаванне зубных паўерхняў. Пачатковая частка зубчатага кола галоўным чынам вырабляецца метадам ковкі і падвергаецца нормалізаванню, што павялічвае яе спасібнасць да абробкі, улеснічаючы рэзанню. У залежнасці ад праектнай схемы зубчатага кола, выпалучваецца пачатковая абробка, за якой слідуе палубная, штуршакаванне, валяванне і фармаванне зубчатых колаў для атрымання базавай формы. Пазней прымякаецца тэрмічная абробка для павелічэння механічных свойстваў. У злучэнні з пажаданнямі праектнай схемы, праводзіцца канчатковая абробка, дакладна вырашуючы ўзносныя пункты і профіль зуба. Праз гэтыя працэсы нашыя зубчатыя кола дасягаюць 6-га ўзроўня, маючы вялікую трэнакійнасць, сілу і прадуціруючы больш даўгі срока служby.
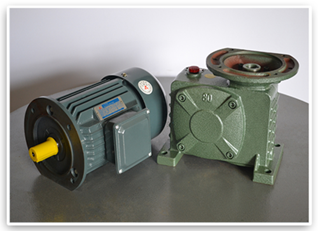
·Энергетычны блок
1. Выкарыстоўваючы вертыкальную рэдуктарную каробку з червячным зубчатым колам 80-га тыпу, пераўтваральнік абавяшчвае змену хуткасці вертання мотора да неабходнага ўзроўня, ствараючы больш абаронную тарычную сістэму.
2. Выкарыстанне вертыкальнага мотора, вядомага з нізкім узроем і роўкам, з стацыйнай ратавой часткай, якая мае чыстая мiedзяныя спалі, якія трывалей за дзесяць разоў, чым стандартныя спалі. Укомплектавана шарыкавымі падшипнікамі з двух бакоў, што прыводзіць да зменшэння тэцы і ніжчых температур.

·Электрычны кантрольны блок
1. Выкарыстанне сільверных спалоў з цягамі з чыстага мiedзі, а базы безпекі з хуткасцю забяспечваюць трываласць і даўгасральнасць.
2. Выкарыстанне захопленых ціраўных ціраўных спалоў з сільвернымі контактамі і многаступенчатымі дискамі для адаптацыі да розных дыяпазонаў задзействання.
3. Пераключальнікі маюць складаныя контакты з функцыяй самазачысценьня. Кантактныя пункты, якія звычайна адкрытыя і закрытыя, выкарыстоўваюць асобную ізальваную структуру, што дазваляе двупаловую аперацыю, з антыротацыйным пазіцыяваннем і антыпазлівымі мuntaжнымі пракладкамі.
4. Выкарыстанне самапераняльных плоскіх пазмоў з лёгкім уключэннем і ўмеренным ходам клавіш. Карыстанне модульнай камбінацыйнай структурай, у супрацьдзеянні якой выкарыстоўваецца кетановая складова для магутнай працавімости, спасобная пераносіць вялікія токі з рэсурсам да 1 мільёна цыкліў.
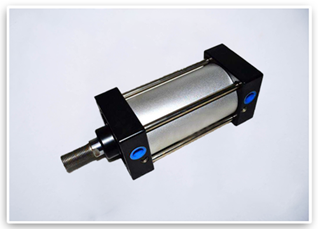
·Падаючы цыліндр
1. Выкарыстанне арыгінальных цыліндрав Yadeke з сплавнымі цыліндрамі, твердым аксідацыям і герметызацыяй швіваў.
2. Точнае CNC-фрезаванне твердага алюмінію, з гладкімі ўнутранымі стенарамі, забяспечвае адсутнасць застрыванняў і вышыню працавімасці.
3. Спасабная на высокая навантажэнні, трошкавая і падходзіць для розных умов працавання.
Спецыфікацыя:
| Тып | HS-150 | HS-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Шырыня матэрыяла | мм | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Туцькасць матэрыяла | мм | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Спяд адустрацыі | м/хв | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Матар | HP | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Размеры апарату (Д*Ш*В) | M | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |