



Сірыя SNL Дыкуюча Машына Выsoкай Точнасці Падыходзіць Для Металічных Аркушоў, Дапускаемая Туцэвасць Матэрыялу 0,1-0,6мм
Дзяліцца
Для непрыкрывнага штурхаўвання матэрыялаў рознай цэнсткі
Працуе разам з раскатальнікам для автоматызаванае праўяджэнне
Можа цягніцца пад абмеркаванне
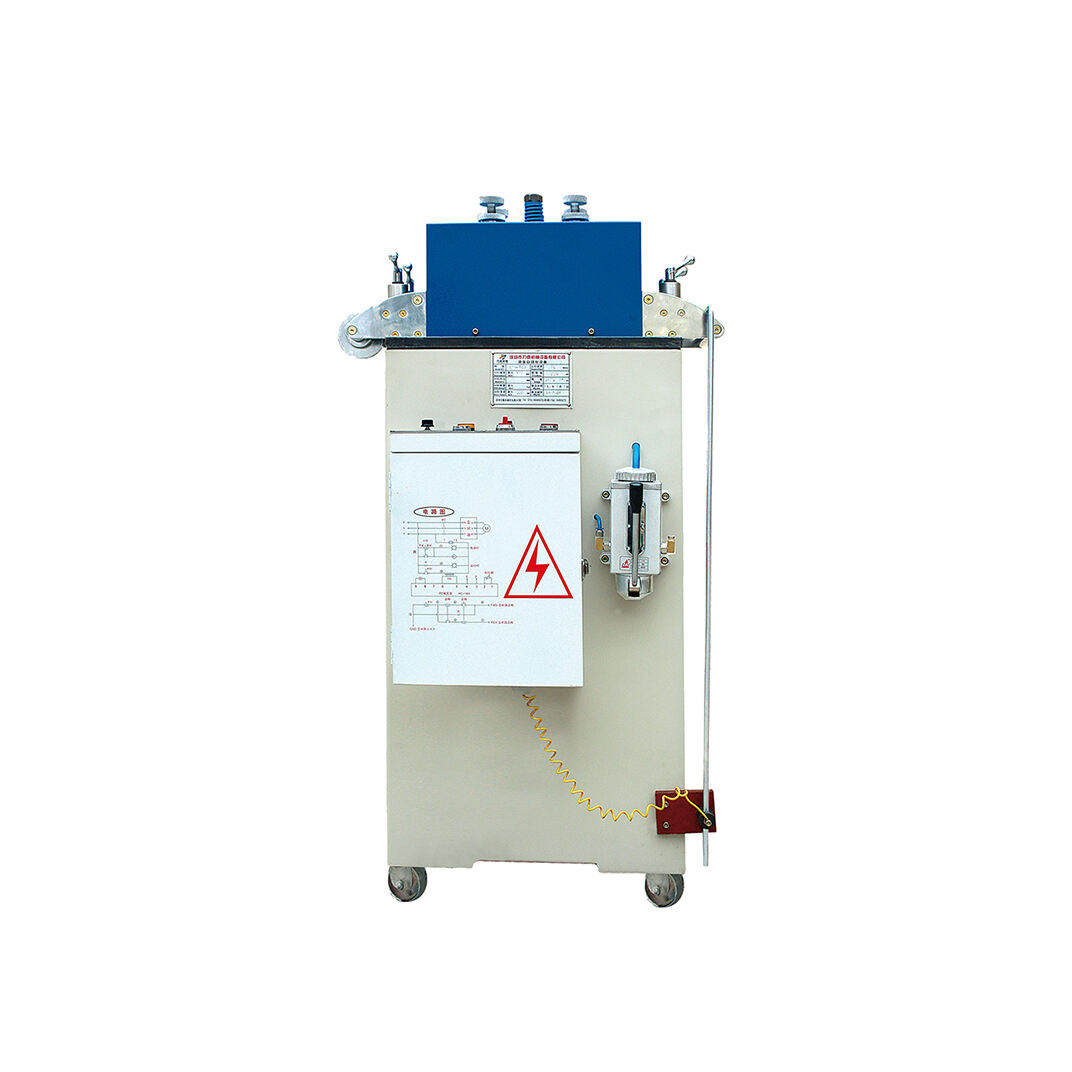
Апісанне праduktу
Аб атрыбуте:
1. Гэты серыя прамых маšын спэцыяльна дызайнаваны нашай кампаніяй для выработкі тонкіх матэрыялаў, якія патрабуюць високай прыцізіі ў біцці. Вядома, што без ураўнявання і ліквідацыі напружэнняў немагчыма вырабіць дабрыя вытворы, таму перфарманс ураўнюючай маšыны грае ключавую ролю ў выработцы.
2. Ураўнюючы колеса і карэкцыйныя дапаможныя колёса гэтай маšыны зроблены з імпартаванага SUJ2, тэрмічна абароблена да HRC60°, пасля чаго абразавана пасля плата хард хром, што забяспечвае аднолькавы хард хромавы слой і фармальную талерантнасць кожнага валі.
3. Дастасканне пад выровnanне гэтай машины выкарыстоўвае плавучыя чатырохточковыя балансавыя прылады дакладнага дастасавання, з апраўдзеным індыкатарам, што дазваляе хутка знайсці punkt выравнення.
4. Кожнае карыгуючае кола серыі S карыгуючай машины з апраўдзеным калесам дапаможнага выравнення, што забяспечвае, каб на бягучым процесу не было перагибаў ці дэформацый, што павышае якасць плоскасці вытвора.
5. Ніжні дапаможны валец фіксаваны, што павялічвае жаскасць ніжняга кола і спрэчэнне дэформацыі па ўплыву напружэнняў.
6. Верхні дапаможны валец прадстаўляе сабой плавучы тип, каб атрымаць розныя ціскі па патрабаванні, памеркаваючы сілу выравнення і час служб уравнення валяў і павялічаючы плоскасць пластына.
7. Перадачныя зубчатыя кола выкарыстоўваюць вымушаную цыркуляцыю маслаў для ліфтування, што зменшыць зацёр зубчатых кол, і можа працаваць даўна ў вышэйшых тэмпературных умовах.
8. Механізм перадачы карыстае незалежнай сінхроннай перадачай для кожнага выравнявальнага валка, што зменшвае накапліваную памылку зазубрэння, спрычыненую зубчатай перадачай, і павяшчае тэрэбаванні да плоскасці лісты.
9. Дадатак сістэмы ўладзення працягвае жыццё апарату і дазваляе машыне працаваць у стабільным стане троху даўжэй.
10. У звязку з рознастю матэрыялаў, шырыні і цусветнасці, не маецца аднаго чысловага аднагодніка. Прама так, перад масавым вытворчасцю рэкамендуецца выкласці малую частку матэрыяла для спробнага выправлення, а потым непарвыннае вытворчасць пасля досягнення бажанага эфекта.
11. Энергэтая перадача праз вунучны ўзел, высоцакачэственная продукцыя алюмініевых і нерэставых выпрамляльнікаў.
Уводзінне:

·Чалавек чыстач
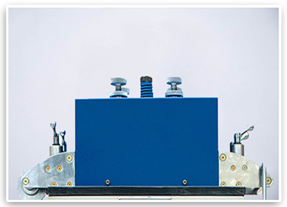
1. Галава апарату мае паралельны дызайн валкаў, разам 21 тэчных выпрамляльных валкаў: 10 зверху і 11 знизу.
2. Выкарыстоўваючы чатырохпунктовую мелкую наладку, яна больш падыходзіць для перапрацоўкі высоцатэчных вытвораў. Выхад і ўвод карыстуюць чатырма незалежнымі наладкамі ціскавых валяў, штоэффектыўна спаборонае адхіленне і дэформацыю матэрыяла.
3. Ролікі падтрымкі выконаныя з анагалoganized non-powered ролікаў, вырабленае як адзін агрэгат, з устойчывым да скрэбання і абразавання паверхням. Машынныя падшипнікі выкарыстоўваюцца для гнуткага і трывалага вертання.
4. Выкарыстоўваюцца ручныя колёса з чэрвонай чугуна, якія працэсуюцца электраплаўленнем, праставляючы найбуйнейшы тып ручных колёс.
5. Захопныя кryшты ўсталяюцца па абодвух баках трансмісійнай часткі для захопу, укомплектаваныя відавішнымі вікнамі для лёгкага спазнаўання.
·Выправальны ролік
1. Карэкцыйныя ролікі выкананыя з магільнага сталю, з сярэднечастотным удабленым электраплавленнем, што забяспечвае твердасць паверхні не меншую, чым HRC58, забяспечваючы трываласць матэрыяла.
Выкарыстоўваецца каленая раунд сталь GCr15, якая падвергаецца пачатковаму тэпламутным уладжэнню (сферыдуючаму аншляхаванню), пасля чаго праводзіцца тэрнінг, фрэзнёўка, сярэдняя частата апрацоўкі, шліфаванне з халаднай стабілізацыяй, тонкае шліфаванне і на кансцы электрапачак. Гэта maksymal'на паўялічае дакладнасць, канцэнтрысаць, гладкасць і цвёрдаść, працягваючы выхадную жыццёспасабнасць карэкцыйных валікаў.

·Перадачныя зубчатыя колёса
Працэс абробкі зубчатых колес уключает наступныя этапы: абробка загатунка зубчатага колеса - абробка паўierzхнi зубаў - тэрмічная абробка - шліфаванне паўierzхнi зубаў. Загатунак галоўным чынам вырабляецца спадобам, пасля чаго яго паддаюць анеліраванню, каб падняць яго абробнасць пры рэзаннi. Узgodненне з дызайн-чаржжамі зубчатага колеса, выпалняецца пачатковая абробка, далей напалова скончанае фармаванне, турнірная абробка, валяшына і строганне зубчатага колеса для атрымання базавай формы. Пасля гэтага проводзіцца тэрмічная абробка для падніцця механічных ўласцівасцей. Узgodненне з дызайн-чаржжамі, выпалняецца кancyйная точна абробка, дакладна вырашэнне стандартных параметраў і профілю зуба. Праз гэтыя процесы наша зубчатая вось досягае класу 6, выказваючы вышыню супрацоўлення, вышыню магутнасці і даўгасрочную службу.
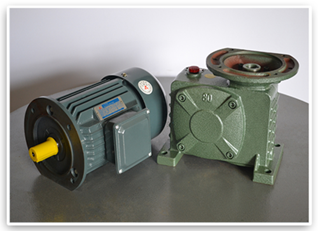
·Энергетычны блок
1. Мы выкарыстоўваем вертыкальны рэдуктар з чарнiцкай передачай модэлі 80, выкарыстоўваючы яго пераўтваральнiк ходу, каб зменшыць ход мотора да неабходнага ўзроўню, тым самым атрымлiваючы механiзм з больш вялiкiм круцяным момантом.
2. Нашы выбар — гэта вертыкальны мотор, вядомы тым, што мае нізкі ўзровень вібрацыі і шуменасці. Ёгова фіксаваная ратавая частка ўтрымлівае чыстыя мiedзяныя спалі, якія працуюць дзесяць разоў ды Lugее за звычайныя спалі. Крыйніцёвыя падшипнікі ўсталяваныя з абодвух бакоў, забяспечваючы мінімальную тэрцыю і нізкія температуры.


·Электрычны кантрольны блок
1. Выкарыстанне сільфяных спалоў з цалкам медзянымі спаламі і базамі безапаснасці з хуткім загасканнем для трывалай вызначанасці.
2. Выкарыстанне захопленых наладжаемых цепевыхых заднях рэлятаў з сільфянымі контактамі і многазначнымі пераключальнікамі, каб задавальняць розныя патрабаванні да задняга часу.
3. Пераключальнікі маюць суадвігальныя контакты з самастаяннай функцыяй чысткі. Звычайні відкрытыя і замкнутыя контакты выкарыстоўваюць раздзеленую ізоляцыйную структуру для двупалюснай аперацыі, укомплектаваную антыймовай пазіцыяй і антыймовымі падкладкамі.
4. Выкарыстанне самапераняльных плоскіх пушчынных кнопак з лёгкай сілай, умеранымі ходамі клавіш і модульнай камбінатаўнай структурай. Кантактныя пункты выкарыстоўваюць кетонавыя складнія пункты з высокім провадзімасцю, здатнымі пераносіць вялікія тэчэнні і маюць рэсурс да 1 мільёна цыкліў.
·Шкальны індыката, масляная пампа
1. Мы ўключылі ручную масляную пампу для швидкай дастаўкі альга, прыпіншую працоўную навагу. Імпартаваныя масляныя пачаткі забяспечваюць мінімальны рыск уtrysку, паколькі імпартаваныя пружыны адабараныя ад дэформацыі і старэньня.
2. Наша канфігурацыя ўключае сталевы індыйтар з метадычнай робатай, параднены з пылкозаціцовым стаклянным кryшчам і ўнутраным медным наборам. Медны рух забяспечвае стаяласць у структуры і дакладнае памер.
Параметр:
| Мадэль | SNL-100 | SNL-200 | SNL-300 |
| Макс. шырыня (мм) | 100 | 200 | 300 |
| цэнтр мм | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Хуткасць (м/хв) | 15 | 15 | 15 |
| Матар (КВт) | 0.5КВТ×4П | 1КВт×4П | 1КВт×4П |
| Дыяметр валка выпрамляльніка (мм) | Φ18 | Φ18 | Φ18 |
| Колькасць валкаў выпрамляльніка (штук) | 10\/11 (Верхні\Ніжні) | 10/11(Вышня/Ніжня) | 10\/11 (Верхні\Ніжні) |
| Размеры (м) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |