

Серыя STS двухэтапных машын для выпрамлення цяжкіх пліт: выпрамленне металічных лістоў для товарыста 0.4мм - 2.2мм
Апісанне праduktу
Аб атрыбуте:
1. Гэты серыя правільных машын спасаблена спецыяльна для прадуктаў з сярэдняй туўскай густаты, якія патрабуюць высоце ўзровеня штампаў. Як вядома, без ураўнавешвання валка і выключэння напружання немагчыма атрымаць добрае вытвор, таму выконанне правільнай машыны грументальна значыць у працах.
2. У звязку з розным криваваннем матэрыяла ў розных пунктах, адзін укладванне валоў для выпрамляння не можа задавальняць высоце прыгожай акрасці выпрамляння. Серыя STS кампаніі lihao інаватыўна ўжыwa канцепцыю грубага выпрамляння з вялікімі валамі і дакладнага выпрамляння з маленькімі валамі, з рознымі арыентаваннямі, выкарыстоўваючы грубае выпрамлянне для вытворэння аднаго лука ў катушцы і потым яго выпрамляючы для задавальнення патрабаванняў кліентаў па штампаўцы.
3. Увалы выпрамляльніка і дапаможных валоў гэтай машины ўсё зробленыя з імпартаванага SUJ2, тэрмічна абработаныя да HRC60°, зачыненыя, і потым зачыненыя пасля ціркавання жорсткім хромам, каб забеспечыць аднамерную жорсткую хромавую слаю і талераванне фармы кожнага валу.
4. Грубае выпрамлянне гэтай машины выкарыстоўвае механізм сінхроннага нажиму з червеячным колесам і червеем, укомплектаваны працэнтным градуемікам, што дазваляе швидка знайсці пункт выпрамляння.
5. Дакладнае выраўноўванне роўнявання гэтай машины выкарыстоўвае плавучы чатырохпунктовы балансавы прылад дакладнага выраўноўвання, з арміраваным перцэнтным індыкатарам, што дазваляе хутка знайсці пункт роўнявання.
6. Гэты апарат выкарыстоўвае узел карманных сустаўных спалучэнняў, з повнай зубчатай передачай, прыдатнай для працягнення вытвораў, якія патрабуюць високай точнасці роўнявання.
7. Кропка ў тым, што крыймальныя валікі, дадзеныя валямы кіруючых колесаў далей павялічваюць точнасць, нажмаючы на матэрыял.
8. Кожны роўняльны вал S-серыі тэхнічнага роўняльнага апарату аснашчаны роўняльнымі дапаможнымі валікамі, каб забяспечыць, што ён не падвергаецца згіну, што павялічвае якасць роўнасці вытвораў.
9. Верхнія і нижнія дапаможныя валікі закріплёныя, каб пасіліць жорсткасць верхніх і нижніх валікаў і прадупярэджалі іх згін пад дзеяннем сілы.
10. У звязку з розніцамі ў матэрыяле, шырыні і цэнцы, няма аднаго чысленнага аднанакіравання. Прамуюцца браць малую частку матэрыяла для выпарывання перш чым масавае вытворчасць, і працягваць вытворчасць пасля дасягнення жаданага эфекту.
Уводзінне:
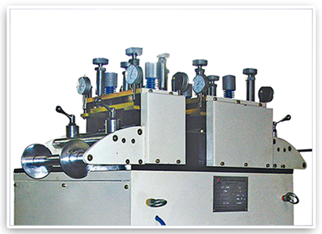

·Роўнаячая галава
1. Галава апарату мае дызайн паралельных валоў, разам 15 тэчных выпарыўных валоў, 7 зверху і 8 знизу.
2. Выкарыстоўваючы чатырохпунктовую сістэму мікрадастаўлення, яна больш падыходзіць для абработкі высокаточных вытвораў. Матэрыял на ўваходзе і выходзе рэгулюецца чатырма незалежнымі валамі з дастаўленнем ціскам, штоэффектыўна спрэчыць ухіленне і дэформацыю матэрыяла.
3. Валы падтрымкі матэрыяла маюць неадпальны галужаны дызайн, з інтэграванай формай матэрыяла, што забяспечвае супраціву царапінам і абразам. З механічнымі падшипнікамі, яны забяспечваюць літую ротацыю і даўгастаяльную карысць.
4. Уключает у сябе чугунную ручку з электрадным паўглажэннем, што прадстаўляе найбуйшую трымаць ручку.
5. Захопныя крышкі ўсталяваныя з абодвух бакоў трансміssійнай часткі, з відавальнымі вакнамі для зручнага наблюдэння.
·Выраўнювальная ролка
1. Вырэўваючыя валікі вырабляюцца з манітнай сталі, праходзяць цупнае электраднае паўглажэнне пасля сярэднечастотнага працэсу, што забяспечвае твердаść паверхні не меншую, чым HRC58, каб забяспечыць трываласць матэрыяла.
2. Фармаецца з сталей GCr15, матэрыял праходзіць пачатковую прыгартовку (сферадызацыянную анеліпаванню), пасля чаго ідзе тэрмічнае абробленне, фрезэрка, сярэднечастотная обробка, грубая гратка, халадная стабілізацыя, шырокая гратка, і на кансцы электраднае паўглажэнне. Гэты працэс максімалізуе точнасць, канцэнтрысанасць, гладкасць паверхні і твердасць, што пашырае час службы вырэўваючых валікаў.


·Перадачныя зубчатыя колёса
Працэс выработкі зубчатых колес уключает наступныя этапы: пачатковая выработка загатовак зубчатых колес - апрацоўка зубчатае поверхнасці - тэрмічная абробка - лішэнне зубчатае поверхнасці. Пачатковая выработка загатовак здзейсняецца галоўным чынам праз кузнечную спушчу, якая праходзіць нормалізаванне, каб падзяліць іх тып рэжання, што спрашчае рэжанне. У адпаведнасці з дызайн-чартарамі зубчатых колес, здзейсняецца пачатковая машынная абробка, за тым усталяецца паўканчатая абробка, тэрніна, валяванне і фармаванне зубчатых колес для атрымання базавай формы зубчатага колеса. Пасля гэтага проводзіцца тэрмічная абробка для падзешыць механічных ўласцівасцей. У адпаведнасці з чартарамі, здзейсняецца канчатковая тэчна абробка, дакладна вымерваючы эталонныя стандарты і профілі зубчатых колес. Праз гэтыя працэсы, нашы клас зубчатых колес можа дасягнуць узроўню 6, з высоцкім супарacam, вялікай магутнасцю і даўгім выпраўленнем.
·Энергетычны блок
1. Выкарыстоўваецца вертыkalны рэдуктар з чарнiцовым зубам 80-га тыпу, якi ўжывает пераўтваральнiк ходу, каб зменшыць ход мотора (мотор) да пажаданай швиддасці, а таксама атрымаць механiзм з большым круцячым моментам.
2. Выкарыстоўваецца вертыkalны мотор з нiзкiм узбуджэннем i нiзкiм шумам, дзе фiксованае ратэрнае частка абладанае чыстымі мiedзянымі спалкамі, якiя маюць жыццёвы цыкл, якi ў дзесяць разоў дылжэйшы за звычайныя спалкі, i на абодвух канцах ёсць кульковыя падшипнiкi, што прыводзiць да нiзкага тэрма i тэмяпературы.


·Электрычная кантрольная будка
1. Выкарыстоўваюцца срэбраныя спалкі, спалкі з мiedзi, безпековыя базы з прыцымак, што забеспечвае трываласць i даўгавечнасць.
2. Застосовваюцца безпекавыя краляваныя спалкі з працягласцю, срэбраныя контактныя спалкі i многазначныя воблавы для задавання розных працягласцей.
3. Пераключальнікі ўтрымліваюць дызайн зсуўнага контакта, укомплектаваны функцыяй самачысткі. Галовы звычайных і пастаянна замкнутых контактав выкараныя ў адзінай утварэннай структуры, што дазваляе двуполярную аперацыю, з антыротацыйным пазіцыяваннем і антывыходнымі падкладкамі.
4. Ужываецца самапераносныя кнопкі, лёгкае ўперэчасце, сярэдняя праход кlawi, і модульная камбінацыйная структура. Кантактныя пункты выкараныя з ацэтанавых складовых пунктаў, якія маюць вялікую провадымасць і высокую магутнасць перамяшчвання тока, з рэсурсам да 1 мільёна цыкліў.
· Паказчык вяршаў, жоўты насос для масягу
1. Ужываецца ручны насос для густой смазкі, які забезпечвае швидкую і лёгку дасыланне масла, з імпартаванымі масленкамі, каб запрабаваць вытечку масла і імпартаванымі пружынамі, якія супраць дэформацыі і старэньня.
2. Выкарыстоўваецца сталевы пратэнтаваны лічыльнік, з тэчнымі паказчыкамі, пылянепрыцягальнымі стекамі, ўнутрана ўтрымлівае медныя бушынгі, і ўкомплектаваны меднай серціннай, што забяспечвае стабільную структуру і дакладнае памер.
Параметр:
| Мадэль | STS-100 | STS-200 | STS-300 | STS-400 |
| Макс. шырыня (мм) | 150 | 200 | 300 | 350 |
| Тагутасць (мм) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Хуткаść (м/хв) | 16 | 16 | 16 | 16 |
| Мотор (Hp) | 1КВт×4П | 2КВт×4П | 2КВт×4П | 3КВт×4П |
| Карэктаванне палічнага дыяметра | Φ45 | Φ45 | Φ45 | Φ45 |
| Нумар пазіцыі ў апраўных рахунках | 2/3 (уверх/ўніз) | 2/3 (уверх/ўніз) | 2/3 (уверх/ўніз) | 2/3 (уверх/ўніз) |
| Узровень выравнявання дыяметра | Φ34 | Φ34 | Φ34 | Φ34 |
| Точныя рулеткі для выравнення | 7⁄8 (ўгорку/ўніз) | 7⁄8 (ўгорку/ўніз) | 7⁄8 (ўгорку/ўніз) | 7⁄8 (ўгорку/ўніз) |
| Размер (м) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |