
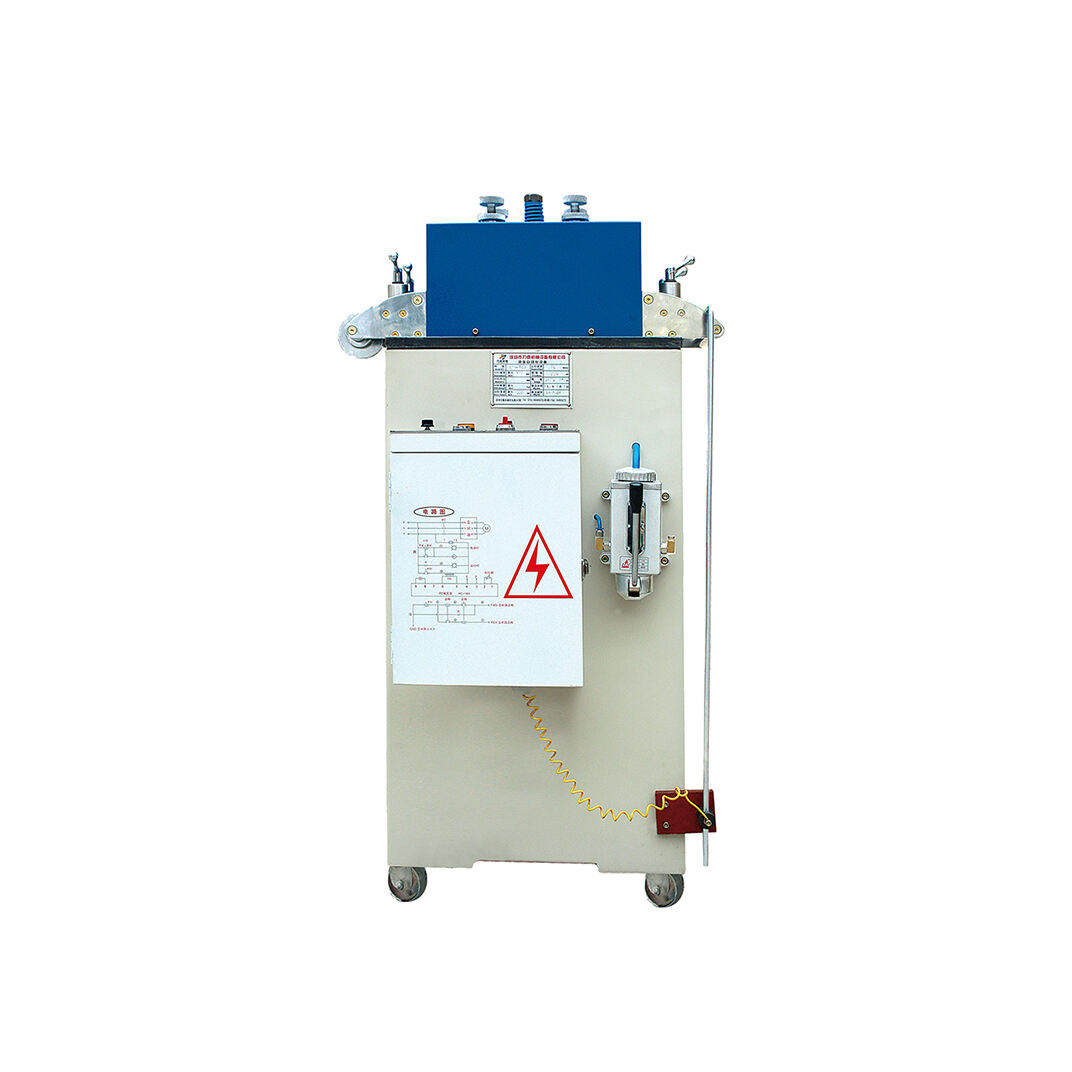



SNL Serie Präzisions-Geradelegmaschine Eignet Sich Für Metallblech-Material, Materialstärke von 0,1-0,6mm
Teilen
Für kontinuierliches Lochpunchen in Materialien unterschiedlicher Dicke verwenden
Zusammen mit der Entwicklmaschine für automatische Produktion arbeiten
Kann angepasst werden
Produktbeschreibung
Funktion:
1. Diese Serie von Glättungsmaschinen wurde speziell von unserem Unternehmen für die Produktion dünner Materialien entwickelt, die eine hochpräzise Lochpresse benötigen. Es ist allgemein bekannt, dass ohne Glättung und Spannungsabbau keine guten Produkte hergestellt werden können, daher spielt die Leistung der Glättungsmaschine eine Schlüsselrolle in der Produktion.
2. Die Glättungsräder und die Korrekturhilfsräder dieser Maschine bestehen aus importiertem SUJ2, thermisch behandelt auf HRC60°, nach dem Chromplattieren geschliffen, wodurch eine gleichmäßige Hartchromschicht und die Formtoleranz jeder Achse gewährleistet wird.
3. Die Nivellierungseinstellung dieser Maschine verwendet ein schwebendes Gleichgewichtsfeinjustiergerät mit vier Punkten, ausgestattet mit einem Drehmessgerät, mit dem der Nivellierungspunkt schnell gefunden werden kann.
4. Jeder Korrekturrad der S-Reihe Präzisionskorrekturmaschine ist mit einem Nivellierungshilfsrad ausgestattet, um zu gewährleisten, dass es während des Produktionsprozesses nicht verbogen oder deformiert wird, wodurch die Flachheitsqualität des Produkts verbessert wird.
5. Der untere Hilfsroller ist fest montiert, was die Steifigkeit des unteren Rades erhöht und Verformungen unter Belastung verhindert.
6. Der obere Hilfsroller ist vom schwebenden Typ, um je nach Bedarf unterschiedliche Drücke zu erhalten, was die Nivellierungsfestigkeit und -haltbarkeit der Nivellierungsrolle verstärkt und die Flachheitsanforderungen der Plattenoberfläche verbessert.
7. Die Übertragungsschaltungen verwenden erzwungene Zirkulationsöl-Lubrifikation, um Zahnausrieb zu reduzieren und unter hohen Temperaturen langfristig betrieben werden zu können.
8. Das Übertragungsmechanismus-System verwendet eine unabhängige gleichzeitige Übertragung für jede Ausrichtungsrolle, wodurch das durch Zahnradschaltung verursachte Kumultoleranz-Gespinst verringert und die Flachheitsanforderungen der Platte verbessert werden.
9. Die Hinzufügung des Schmiersystems verlängert die Lebensdauer der Maschine und ermöglicht es der Maschine, über einen langen Zeitraum in einem stabilen Zustand zu arbeiten.
10. Aufgrund von Unterschieden in Material, Breite und Dicke gibt es keine einheitliche numerische Referenz. Daher wird empfohlen, vor der Massenfertigung einen kleinen Abschnitt des Materials für eine Testkorrektur zu verwenden und erst nach Erreichen des gewünschten Effekts fortzufahren.
11. Wellenkupplungs-Energieübertragung, hochleistungs-fähige Produkte von Aluminium- und Edelstahl-Ausrichtungsgeräten.
Einleitung:
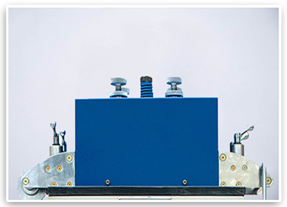

·Ausrichtungskopf
1. Der Kopf der Maschine hat ein paralleles Rollen-Design mit insgesamt 21 präzise korrigierenden Rollen, davon 10 oben und 11 unten.
2. Durch die Verwendung einer vierpunktigen Feinabstimmung ist es besser für die Verarbeitung hochpräziser Produkte geeignet. Der Einspeise- und Ausspeiseteil verwenden einen vierpunktigen, unabhängigen, druckverstellbaren Fütterungsraddruck, der effektiv Materialverschiebungen und -verformungen verhindert.
3. Die Materialauflagerollen verwenden nicht angetriebene galvanisierte Rollen, die als Einheit geformt sind und eine schaden- und verschleißfeste Oberfläche aufweisen. Mechanische Lager ermöglichen eine flexible und haltbare Rotation.
4. Gusseisen-Materialhandräder werden eingesetzt, die mit Oberflächenverchromung versehen sind und den traditionellsten Handraddtyp darstellen.
5. Schutzhauben sind an beiden Seiten des Übertragungsabschnitts zur Sicherheit montiert und mit Beobachtungsfenstern ausgestattet, um eine einfache Beobachtung zu ermöglichen.
·Richtrolle
1. Die Korrekturrollen bestehen aus massivem Lagereisen, mit einer mittleren Frequenz verstärkten Elektroplattierung, die eine Oberflächenhärte von mindestens HRC58 sicherstellt, um die Materialhaltbarkeit zu gewährleisten.
Es wird ein GCr15 geschmiedetes Rundstahl verwendet, der einer Vorbehandlung (kugeligen Rückstand) unterzogen wird, gefolgt von Drehen, Fräsen, Mittelfrequenzbehandlung, rauem Schleifen zur Kaltspannung, feinem Schleifen und schließlich Elektroplattieren. Dadurch wird die Genauigkeit, Konzentrisität, Glätte und Härte maximiert, was die Lebensdauer der Korrekturrollen verlängert.

·Übertragungsgewebe
Der Zahnradbearbeitungsprozess umfasst die folgenden Schritte: Zahnradrohling-Bearbeitung - Zahnflächenbearbeitung - Wärmebehandlung - Zahnflächen schleifen. Der Rohling wird hauptsächlich durch Schmieden hergestellt und unterzieht sich einem Rückglühvorgang, um seine Bearbeitbarkeit für das Schneiden zu verbessern. Gemäß den Zahnradaufbauzeichnungen erfolgt eine Vorbearbeitung, gefolgt von Halbfertigbearbeitung, Drehen, Walzen und Zahnradfräsen zur Erreichung der grundlegenden Zahnradform. Anschließend wird eine Wärmebehandlung durchgeführt, um die mechanischen Eigenschaften zu verbessern. Gemäß den Anforderungen der Zeichnungen wird eine endgültige Präzisionsbearbeitung durchgeführt, wodurch die Standards und Zahnradprofile verfeinert werden. Durch diese Prozesse erreicht unser Zahnrad eine Klasse 6 und weist eine hohe Verschleißfestigkeit, hohe Stärke und eine lange Lebensdauer auf.
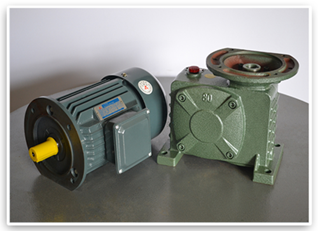
·Antriebsbereich
1. Wir verwenden den senkrechten Wurmgravo-Reduktor des Modells 80, der mittels seines Zahnradspeedwandler das Drehzahl des Motors auf das gewünschte Niveau reduziert, um so ein System mit höherem Drehmoment zu erreichen.
2. Unsere Wahl ist ein vertikaler Motor, der durch seine geringe Schwingung und Geräuschemission bekannt ist. Sein fest installierter Rotor verfügt über reine Kupferwicklungen, was eine Lebensdauer zehn Mal länger als bei herkömmlichen Wicklungen bietet. Zudem sind an beiden Enden Kugellager eingebaut, um Reibung und Temperaturen minimal zu halten.


·Elektrische Steuerungsbox
1. Verwendung von Silberlegierungsrüsten mit vollständig kupfernen Wicklungen und feuerfesten Sicherheitsbasen für langanhaltende Haltbarkeit.
2. Einsatz von sicherheitsgeschützten, justierbaren Schaltaufschubrelais mit Silberlegierungskontakten und mehreren Einstellrädern, um verschiedene Aufschubanforderungen zu erfüllen.
3. Schalter verfügen über Gleitkontakte mit Selbstreinigungsfunktion. Normal-offen- und Normal-geschlossene Kontakte verwenden eine getrennte Isolierstruktur für Bipolarbetrieb und sind mit Antidrehpositionierung sowie Antiabschraub-Montagepolstern ausgestattet.
4. Die Mit selbstsetzenden flachen Tasten mit leichter und wendiger Kraft, moderaten Tastenanschlägen und einer modularen Kombinationsstruktur. Die Kontaktpunkte sind ketonbasierte Kompositpunkte mit hoher Leitfähigkeit, die große Ströme tragen und eine Lebensdauer von bis zu 1 Million Zyklen aufweisen.
·Drehmessgerät, Öl pump
1. Die Wir haben eine manuelle Ölpumpe für schnelle Öllieferung integriert, die Arbeit erleichtert. Die importierten Öldichtungen sorgen für ein minimales Leckrisiko, während die importierten Federn Deformation und Alterung effektiv widerstehen.
2. Die Unsere Einrichtung umfasst ein Stahlzifferblatt mit sorgfältiger Handwerkskunst, eine staubdichte Glashülle und ein Kupfer-Innenstück. Das Kupferwerk sorgt für Strukturstabilität und präzise Messung.
Parameter:
| Modell | SNL-100 | SNL-200 | SNL-300 |
| Max. Breite (mm) | 100 | 200 | 300 |
| Dicke mm | 0,1-0,6 | 0,1-0,6 | 0,1-0,6 |
| Geschwindigkeit (m/min) | 15 | 15 | 15 |
| Motor (PS) | 0.5PS×4P | 1PS×4P | 1PS×4P |
| Durchmesser der Glättungsrolle (mm) | Φ18 | Φ18 | Φ18 |
| Anzahl der Glättungsrollen (Stück) | 10/11 (Oben/Unten) | 10/11 (Oben/Unten) | 10/11 (Oben/Unten) |
| Abmessungen (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |