
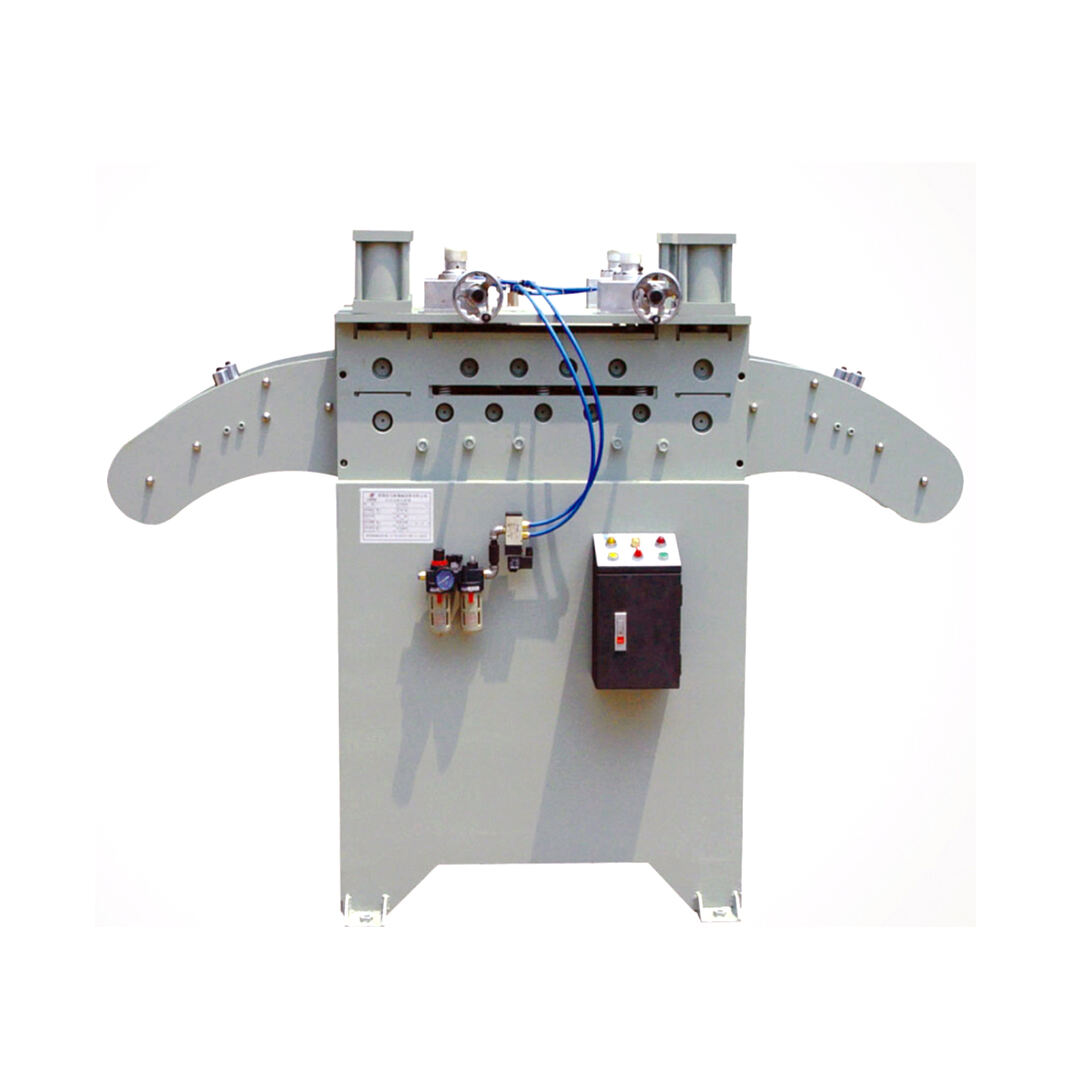

Máquina de alisado de placas gruesas de la serie HS: Nivelación de bobinas de chapa metálica para un rango de espesor de material de 1,6 mm - 6,0 mm
Compartir
Para uso continuo de perforación en materiales de diferentes espesores
Trabaja junto con la máquina desenrolladora para producción automática
Se puede personalizar
Descripción del Producto
Características:
1. La rueda de corrección está hecha de acero de rodamiento sólido, pasa por un tratamiento térmico de alta frecuencia, se desbasta y se crompla con duro, y después de la calibración por la máquina, es suave y libre de marcas de presión, sin dañar la superficie del material. 2
2. La máquina puede usarse de forma independiente y también puede usarse junto con los estantes automáticos de alimentación de tipo MT y DBMT, lo que resulta en un buen rendimiento.
3. La máquina utiliza un cilindro de gran tamaño para el prensado de materiales, y el ajuste de corrección se realiza mediante un ajuste sincronizado de gusano y rueda dentada. Con una rotación del mango, la rueda superior de corrección solo desciende 1 mm para un ajuste fino.
Introducción:
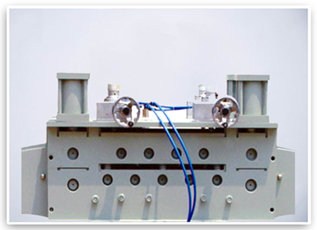

·La cabeza del enderezador
1. La cabeza de la máquina adopta un diseño de rodillos paralelos, con un total de 9 rodillos de corrección de precisión, 4 en el lado superior y 5 en el inferior.
2. Está equipada con un cilindro de gran tamaño para el prensado de materiales, lo que la hace más adecuada para el procesamiento de productos de alta precisión. El ajuste de corrección se lleva a cabo utilizando un ajuste sincronizado de gusano y rueda dentada, previniendo eficazmente la desviación y deformación del material.
3. Los rodillos de soporte del material están hechos de rodillos galvanizados no motorizados, formados integralmente, con una superficie resistente a arañazos y desgaste. Utilizan rodamientos mecánicos, lo que permite una rotación flexible y una durabilidad a largo plazo.
4. Cuenta con una manivela de hierro fundido con un tratamiento de electroplacado en la superficie, representando el tipo más tradicional de manivela.
·Rodillo enderezador
1. El rodillo de corrección está hecho de acero de cojinete macizo, se somete a un tratamiento de electroplacado grueso después del procesamiento de frecuencia media, asegurando una dureza superficial no inferior a HRC58 para garantizar la durabilidad del material.
2. Fabricado con acero redondo forjado GCr15, se somete a un tratamiento previo de calentamiento (anilamiento esférico), seguido de torno, fresado, procesamiento de frecuencia media, rectificado preliminar para estabilización fría, rectificado preciso y finalmente electroplacado. Esto maximiza la precisión, conciolidad, suavidad y dureza, extendiendo la vida útil del rodillo de corrección.

· engranaje de transmisión
El proceso de fabricación de engranajes incluye los siguientes pasos: corte preliminar del engranaje - mecanizado de la superficie dentada - tratamiento térmico - rectificado de la superficie dentada. La pieza de engranaje bruta se obtiene principalmente mediante forja, sometiéndose a un tratamiento de normalización para mejorar su usinabilidad y facilitar el corte. De acuerdo con el plano de diseño del engranaje, se realiza un mecanizado preliminar, seguido de semi-acabado, fresaje, rodado y conformado del engranaje para lograr la formación básica del engranaje. Posteriormente, se aplica un tratamiento térmico para mejorar las propiedades mecánicas. Según los requisitos de diseño del plano, se lleva a cabo el acabado final, refinando la referencia y el perfil de los dientes. A través de estos procesos, nuestros engranajes alcanzan una calificación de grado 6, destacando por su alta resistencia al desgaste, fuerza y vida útil prolongada.
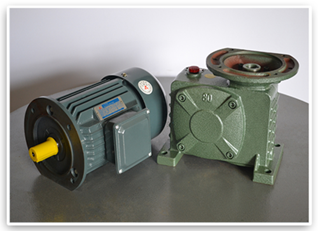
·Sección de potencia
1. Utilizando un reducidor vertical de gusano tipo 80, el convertidor de velocidad del engranaje se emplea para reducir la velocidad de rotación del motor a la tasa deseada, generando un mecanismo de mayor par.
2. Empleando un motor vertical conocido por sus bajos niveles de vibración y ruido, con el componente estacionario del rotor que cuenta con bobinas de cobre puro que duran diez veces más que las bobinas estándar. Equipado con rodamientos de bolas en ambos extremos, lo que resulta en una fricción reducida y temperaturas más bajas.

·Caja de control eléctrico
1. Utilizando relés de aleación de plata con bobinas de cobre completo, las bases de seguridad ignífugas garantizan durabilidad y longevidad.
2. Empleando relés de circuito con protección de seguridad y contactos de aleación de plata con discos de múltiples grados para acomodar varios rangos de retraso.
3. Los interruptores tienen contactos deslizantes con función de auto-limpieza. Tanto los puntos de contacto normalmente abiertos como cerrados utilizan una estructura de aislamiento separada, lo que permite la operación bipolar, con posicionamiento anti-giro y arandelas de montaje anti-suelto.
4. Empleando botones planos de auto-reinicio con activación ligera y recorrido moderado de teclas. Utilizando una estructura combinada modular, los puntos de contacto cuentan con material compuesto a base de cetona para una conductividad sólida, capaz de transportar corrientes grandes con una vida útil de hasta 1 millón de ciclos.
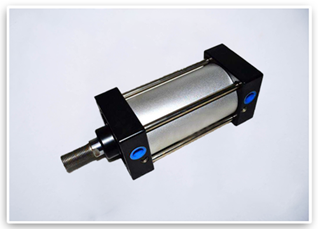
·Cilindro alimentador
1. Utilizando cilindros Yadeke originales con cuerpos de aleación, oxidación dura y remaches herméticos.
2. Maquinado CNC de precisión de aluminio macizo, con paredes internas pulidas suavemente, asegurando que no se atasquen y una alta eficiencia operativa.
3. Capaz de operar con alta intensidad, duradero y adecuado para diversas condiciones de trabajo.
Especificación:
| Tipo | HS-150 | HS-200: el número de las unidades | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Ancho del material | mm | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Espesor del material | mm | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Velocidad de ajuste | m/min | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Motor | hp | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Máquina L*W*H | m | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |