

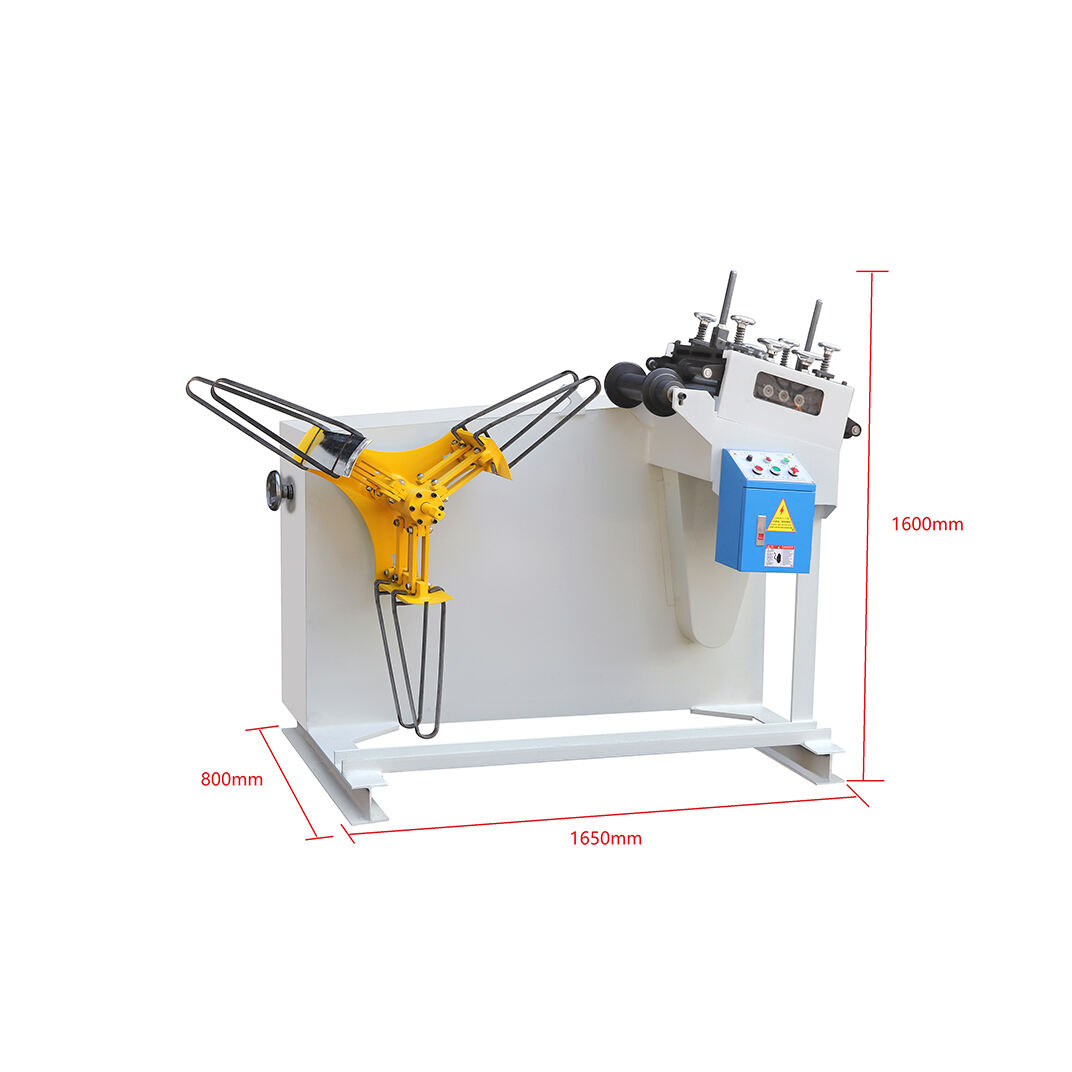
Nueva Serie GO Enderezadora Combinada con Desenrolladora Sistema de Alimentación de Bobinas Metálicas para Espesor de Hoja: 0.4mm~2.5mm
Compartir
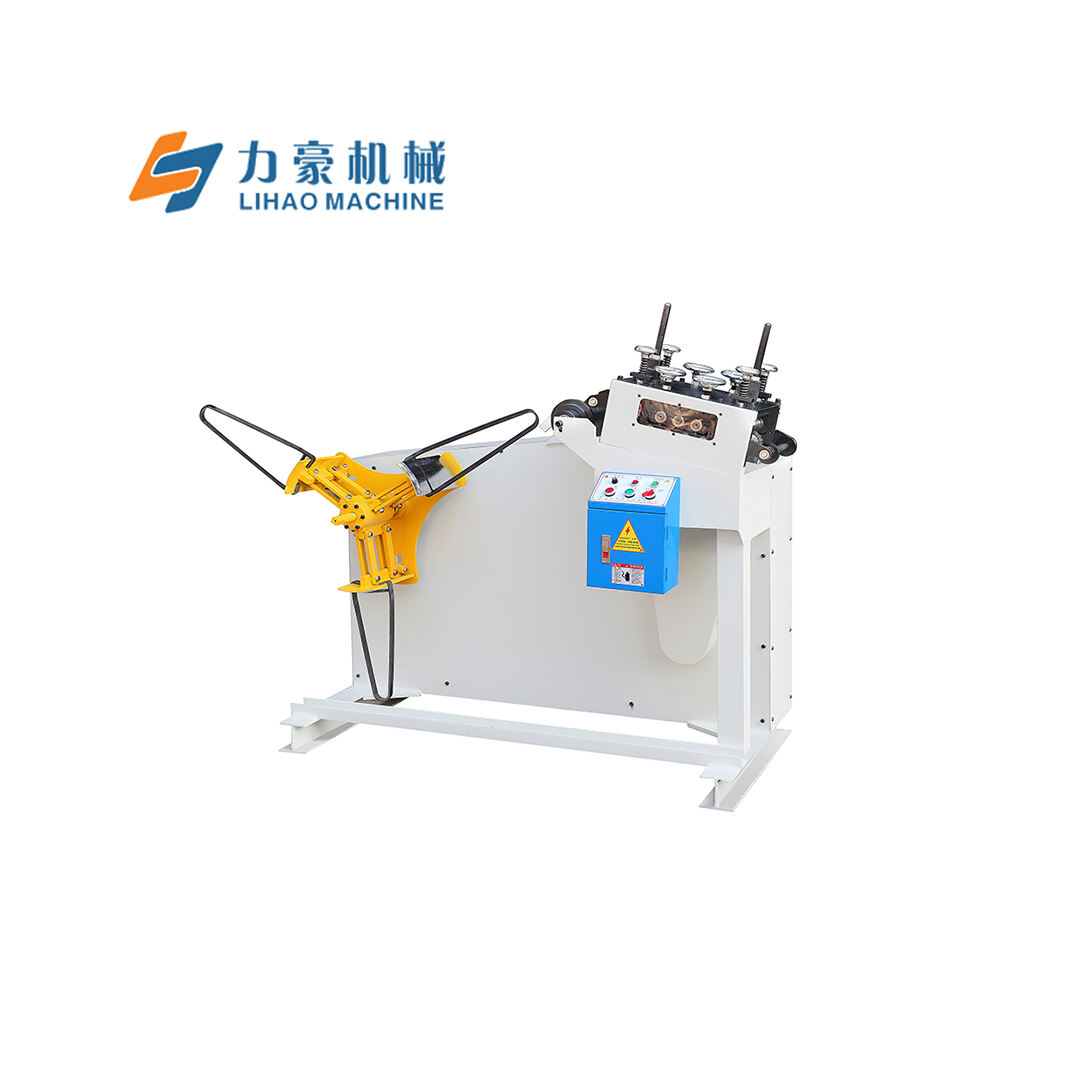
Máquina desenrolladora/enderezadora
Ahorrar espacio
Alta Precisión
Descripción del Producto
Desbobinadora con Rectificadora
Características:
1. Combinar el desenrollador y el aplanador en una sola unidad maximiza el uso del espacio en la fábrica.
2. El desenrollador cuenta con un diseño de viga voladiza, con componentes de marco cortados por plasma láser para alta precisión y excelente intercambiabilidad del equipo.
3. El aplanador utiliza un diseño de rodillos paralelos con ajuste fino en cuatro puntos para un nivelado preciso, ideal para procesar productos de alta precisión. Cuatro ajustes de presión independientes en las ruedas de alimentación evitan la desviación del material.
4. Se utilizan rodamientos de acero sólido para las ruedas de aplanado, electrodepositados para mayor durabilidad con una dureza superficial superior a HRC58.
5. Todas las piezas se fabrican utilizando mecanizado NC y CNC, asegurando una alta intercambiabilidad.
6. El equipo se ensambla utilizando estructuras modulares, facilitando la ensamblaje y el reemplazo de piezas por trabajadores técnicos generales, lo que reduce significativamente los costos de mantenimiento.


·Cabeza Enderezadora
1. La cabeza de la máquina adopta un diseño de rodillos paralelos con un total de 7 rodillos de enderezado (3 arriba y 4 abajo).
2. Se emplea un ajuste micro de cuatro puntos, lo que lo hace más adecuado para procesar productos de alta precisión. Se utiliza un ajuste de presión independiente en cuatro puntos para cargar y descargar, evitando eficazmente la desviación y deformación del material.
3. Los rodillos de soporte del material utilizan rodillos galvanizados pasivos, formados integralmente para mayor durabilidad. La superficie es resistente a rayones y desgaste, y cuentan con rodamientos mecánicos para una rotación flexible y duradera.
4. Se utilizan manivelas de fundición de hierro, tratadas con electroplacado en la superficie, representando el tipo más tradicional de manivela.
5. Se instalan cubiertas protectoras en ambos lados de la parte de transmisión para protección, equipadas con ventanas de observación para una observación conveniente.
·Rodillo de enderezamiento
1. Los rodillos de enderezamiento están hechos de acero de cojinete sólido, se someten a un tratamiento de electroplacado grueso después de calentamiento por frecuencia intermedia, con una dureza superficial no inferior a HRC58, asegurando la durabilidad del material.
2. El acero redondo GCr15 es forjado, se somete a un tratamiento previo ( revenido esférico), seguido de torno, fresado, tratamiento de frecuencia intermedia, rectificado grueso para estabilización fría, rectificado preciso y finalmente electroplacado. Esto maximiza la precisión, la concéntrica, la suavidad de la superficie y la dureza, extendiendo la vida útil de los rodillos de enderezamiento.
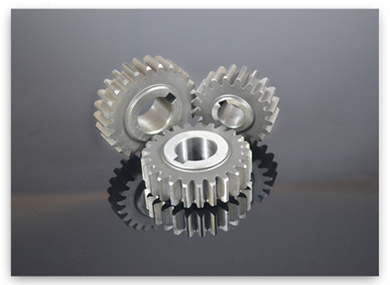

· engranaje de transmisión
El proceso de fabricación de engranajes implica las siguientes etapas: corte preliminar de engranajes, mecanizado de la superficie del engranaje, tratamiento térmico y acabado de la superficie del engranaje. El corte preliminar de los engranajes utiliza principalmente forja, con un tratamiento de normalización para mejorar su mecanizabilidad con fines de corte. De acuerdo con los dibujos de diseño de los engranajes, el engranaje pasa por un mecanizado preliminar, seguido de procesos de semi-acabado como torno, rodillo y inserción de dientes, para lograr la formación básica del engranaje. Posteriormente, se aplica un tratamiento térmico para mejorar las propiedades mecánicas. Según las especificaciones de diseño, la última etapa incluye el mecanizado de precisión y el refinamiento de los estándares de los engranajes y los perfiles dentales. A través de estos procesos, nuestros engranajes alcanzan una calificación de grado 6, mostrando alta resistencia al desgaste, alta resistencia y vida útil extendida.
·Parte del bastidor
1. Este equipo adopta un diseño integral combinado de la estantería de material y el enderezador, mejorando la utilización del espacio en el lugar.
2. El estante de materiales está diseñado con una viga a voladizo, y todas las placas del marco se cortan utilizando corte láser por plasma, asegurando una alta precisión y una excelente intercambiabilidad del equipo.
3. Todos los componentes se mecanizan utilizando procesos de control numérico (CN) y control numérico computarizado (CNC), asegurando una buena intercambiabilidad.
4. El diseño general emplea una estructura de ensamblaje, permitiendo que trabajadores técnicos generales ensamblen y reemplacen partes del equipo, facilitando un mantenimiento rápido y conveniente, lo que reduce significativamente los costos de mantenimiento.


·Caja de control eléctrico
1. Utilizando relés de aleación de plata, bobinas de cobre completo, bases de seguridad ignífugas, asegurando una durabilidad a largo plazo.
2. Utilizando relés de retardo de circuito ajustables con protección de seguridad y contactos de aleación de plata, múltiples discos de grado, cumpliendo con varios rangos de retardo.
3. Los interruptores emplean contactos deslizantes con función autolimpiante, presentando estructuras aisladas por separado para contactos normalmente abiertos y normalmente cerrados, capaces de trabajar con polos opuestos, equipados con pads de posicionamiento anti-giro y montaje antideslizante.
4. Utilizando botones de empuje autoreiniciantes con operación ligera, recorrido moderado y puntos de contacto modulares fabricados con materiales compuestos basados en cetona, mostrando una fuerte conductividad eléctrica, capaces de transportar grandes corrientes, con una vida útil de hasta 1 millón de ciclos.
·Parte de potencia
1. Utilizando un reductor de gusano de tipo 80, empleando el convertidor de velocidad de engranajes para reducir la velocidad de rotación del motor al nivel deseado y obtener un mecanismo con mayor par.
2. Empleando un motor vertical con baja vibración y ruido, con una parte estatora fabricada con bobinas de cobre puro, con una vida útil diez veces mayor que las bobinas comunes, equipado con rodamientos de bolas en ambos extremos, lo que resulta en baja fricción y temperatura.
|
Modelo |
GO-200 |
GO-300 |
GO-400 |
|
Ancho |
200mm |
300mm |
400mm |
|
Grosor |
0.4~2.5mm |
||
|
Diámetro interior de la bobina |
450~530mm |
||
|
Diámetro exterior de la bobina |
1200mm |
||
|
Peso de carga |
500kg |
800kg |
1000KG |
|
Cantidad de rodillos de enderezamiento |
7pcs (3 arriba / 4 abajo) |
||
|
Tipo de expansión |
Expansión manual |
||
|
Velocidad |
16m/min |
||
|
Ajuste del alisador |
Ajuste flotante de cuatro puntos |
||
|
Tipo de inducción |
Tipo de contacto |
||
|
El retenedor |
perchero de forma “A” manual |
||
|
Motor |
1hp*4p |
2hp*4p |
2hp*4p |
Rendimiento de alisado
|
Espesor / modelo |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |