



Ligne de découpe précise à haute vitesse pour plaques épaisses
- 1. Conception optimale : garantir un agencement équilibré pour une opération fluide
- 2. Excellence automatisée : atteindre une automatisation complète pour une efficacité et une précision accrues
- 3. Contrôle de pointe : intégration d'un système PLC Mitsubishi haute performance pour une gestion supérieure
- 4. Améliorateurs de précision : systèmes CPC et EPC optionnels pour une meilleure précision lors du débobinage et du rebobinage
- 5. Opération intuitive : interface conviviale assurant une facilité d'utilisation et une sécurité
- 6. Solutions sur mesure : entièrement personnalisable pour répondre aux exigences spécifiques
- 7. Soutien mondial : services de mise en service à l'étranger disponibles pour une intégration sans heurt
Description du produit
machine de découpe de bobines métalliques
1. Structure du corps de la machine : Après soudage intégral, un traitement de recuit pour soulager le stress est appliqué. Elle utilise trois grandes plaques de base de 30 mm d'épaisseur pour améliorer la stabilité de la machine.
2. Conception d'absorption des chocs : Le corps de la machine est doté d'ouvertures pour l'ajout de matériaux absorbants de chocs. Le moteur est séparé du châssis principal de découpe et connecté via un arbre cardan universel.
3. Conception de l'arbre de coupe : L'arbre inférieur de coupe est fixe, tandis que l'arbre supérieur de coupe est entraîné par un mécanisme de levage manuel. L'arche mobile est équipée de rails de glissement linéaire, permettant un retrait manuel facile pour un changement d'outil simplifié.
4. Matériau et traitement de l'arbre de coupe : Les arbres supérieurs et inférieurs de coupe sont fabriqués à partir de pièces forgées en 42CrMn, subissant un traitement de trempe et revenu, avec une dureté de durcissement de surface de HRC52-57. Le diamètre de l'arbre de coupe est Φ120mm (+0 ou -0,03mm), avec une longueur effective de 1300mm.
5. Système de transmission : L'arbre inférieur de coupe est entraîné par un moteur à fréquence variable AC de 7,5kW, avec une plage de vitesse ajustable de 0 à 120 tr/min. L'arbre supérieur de coupe utilise une transmission par engrenage.
6. Hauteur de l'arbre principal inférieur : 800mm.
7. Précision de l'arbre de coupe :
- Concentricité de l'arbre de coupe : Mesurée à l'aide de trois jaugeurs (gauche, centre, droite), avec une tolérance de ±0,01 mm (l'arbre de coupe inférieur comme référence principale, l'arbre de coupe supérieur comme référence secondaire).
- Parallélisme de l'arbre de coupe : Installation symétrique des lames supérieure et inférieure de chaque côté et correction à l'aide de blocs-étalons. L'arbre de coupe inférieur sert de référence principale pour corriger l'arbre de coupe supérieur, avec une tolérance de ±0,01 mm.
- Parallélisme latéral de l'arbre de coupe : Mesurer la position de départ de l'arbre de coupe à l'aide d'une jauge, avec une tolérance de ±0,005 mm.
8. Lames de coupe : Il est recommandé d'utiliser un matériau en alliage dur avec une dureté de HRA90-95. Optimisez la combinaison des lames de coupe et des espacements pour répondre aux spécifications de coupe.
(Note : Les lames de coupe et les espacements ne sont pas inclus avec l'équipement et doivent être négociés séparément selon les exigences du client.)
Ligne de décolletage haute vitesse avancée pour une précision sur plaque épaisse
I. Aperçu du produit
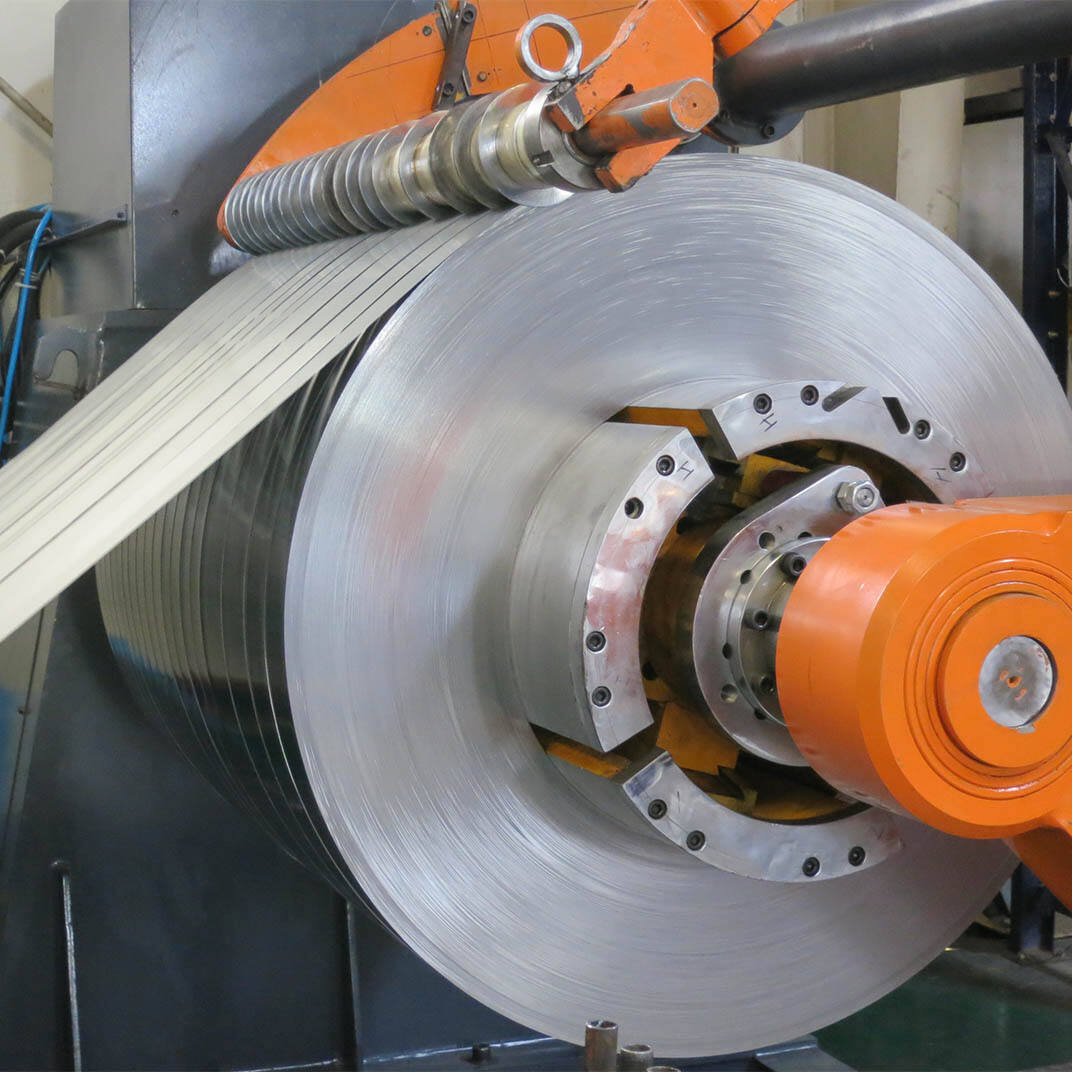
Notre ligne de déroulement à haute vitesse est conçue pour traiter efficacement des bobines avec des spécifications variées, en offrant un déroulement, une découpe et un re-bobinage précis afin d'obtenir une bobine de largeur souhaitée. Elle est versatile, capable de gérer une large gamme de bobines métalliques, y compris l'acier laminé à froid, l'acier laminé à chaud, l'acier inoxydable, l'acier galvanisé, l'aluminium, l'acier silicium, l'acier coloré et l'acier peint. Utilisée dans divers secteurs tels que l'automobile, la fabrication de conteneurs, les appareils ménagers, l'emballage et les matériaux de construction.
II. Caractéristiques principales
Bénéficiant d'un agencement soigneusement conçu, notre ligne de déroulage fonctionne entièrement de manière automatique, garantissant une efficacité, une productivité, une précision et une qualité exceptionnelles. Elle fonctionne de manière fluide et fiable grâce à un système hydraulique robuste, une structure haute résistance et des configurations rationnelles du site. Nous avons intégré un système de contrôle PLC Mitsubishi avancé pour une gestion globale sans heurt. De plus, notre ligne de déroulage propose des systèmes CPC et EPC optionnels pour améliorer la précision du débobinage et du rebobinage, en faisant une solution idéale pour vos besoins opérationnels.
III. Spécification technique
| Non. | modèle | Matière première | Épaisseur (mm) | Largeur (mm) | ID (mm) | OD (mm) | Poids (T) | Précision de la largeur (mm) | Nombre de bandes découpées (Pcs) | largeur de découpe (mm) | Vitesse (m/min) | Capacité (KW) | Espace inondable (m*m) |
| 1 | 4.0x1600 |
Carton d'acier Acier inoxydable matériau en aluminium ou autre acier |
0,5-4,0 | 800-1600 | Φ508\/610 | ≤Φ1500 | ≤ 25 | ≤±0,1 | ≤24 | ≥30 | ≤120 | ≈220 | 25x7,5 |
| 2 | 6,0x800 | 1,0-6,0 | 200-800 | Φ508\/610\/ 760 | ≤15 | ≤24 | ≥30 | ≤ 60 | ≈220 | 15x5,5 | |||
| 3 | 6,0x1600 | 1,0-6,0 | 800-1600 | ≤ 25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10,5 | ||||
| 4 | 9,0x1600 | 2,0-9,0 | 800-1600 | ≤Φ2000 | ≤ 25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3,0-12,0 | 1000-2000 | ≤35 | ≤±0,5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4,0-16,0 | 1000-2200 | ≤35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS : Toutes les spécifications ci-dessus ne sont données qu'à titre indicatif, et peuvent également être personnalisées selon vos demandes. | |||||||||||||
IV. Principaux composants
(1) Voiture à bobine
(2) Débobineur
(3) Appareil de serrage, redresseur et machine à découper
(4) Boucleur
(5) Guidage latéral
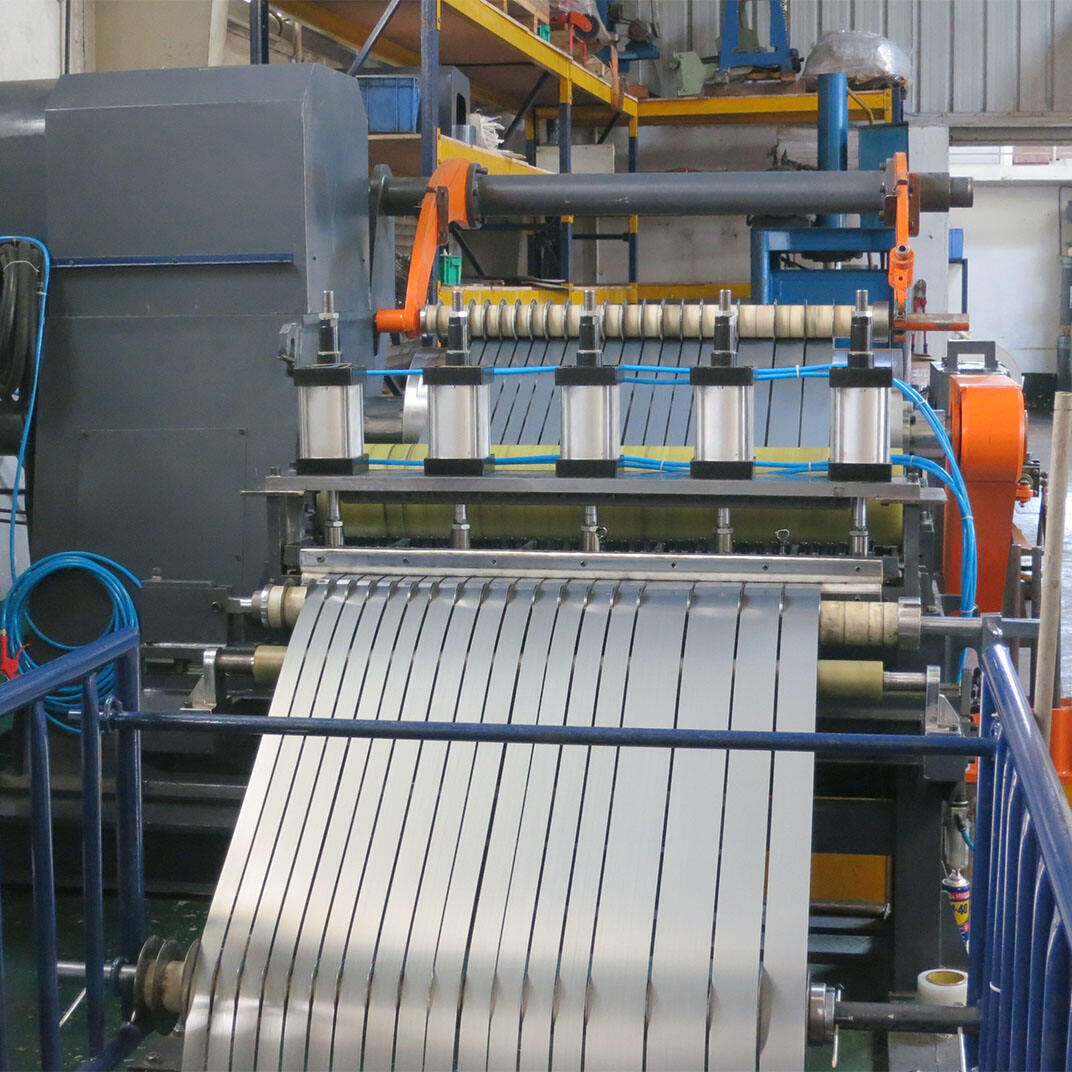
(6) Machine à dérouler
(7) Rebobineur de chutes (des deux côtés)
(8) Boucleur
(9) Système de séparation et de tension
(10) Rebobineur
(11) Chariot de déchargement pour le rebobineur
(12) Système hydraulique
(13) Système pneumatique
(14) Système de commande électrique
V. Procédé technique
Chariot de bobines → déroulage → pincement, aplatissement et découpe de la tête de bobine → boucleur → guidage → découpe longitudinale → enroulement des chutes latérales → boucleur → pré-découpe du matériau, tension → rebobinage → chariot de déchargement