




Type CL redresseur Cum Decoiler pour épaisseur de feuille: 0.4mm ~ 2.2mm
VIVEZ UNE
Machine dérouleuse/redresseuse
Économiser de l'espace
Haute précision
Déscription
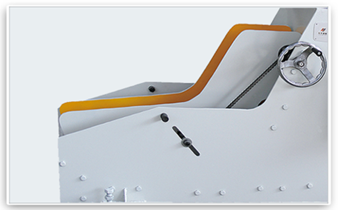
Lisseur Cum Decoiler
Dérouleur de type berceau et lisseur.
Dans le support de bobine, au lieu d'un mandrin extensible, la bobine est placée sur des rouleaux entraînés avec des plaques latérales réglables pour le centrage. Les plaques latérales sont en option équipées de rouleaux latéraux pour éviter les dommages sur les côtés des bobines délicates.
Spécification:
Fonctionnalités
1. Le dérouleur de matériaux et le lisseur fonctionnent ensemble dans une seule structure, ne prennent pas trop de place.
2, convient au déroulement et au redressage de diverses bobines métalliques.
3. Il peut adopter un dispositif à vitesse variable pour contrôler la vitesse de décharge.
4. Le support de matériau et le redresseur sont intégrés, l'entraînement par chaîne, le rouleau chromé, le dispositif spécial de changement de vitesse sans fin contrôle la vitesse de décharge, avec une forte durabilité.
5. Le déroulement adopte une attelle des deux côtés, entraînée par le rouleau d'alimentation, qui est tiré par une partie de nivellement pour contrôler la vitesse.
6. Le rouleau de nivellement adopte l'acier chromé 40CR, après conditionnement, trempe à haute fréquence, chromage dur. Dureté de surface HRC60 degrés, épaisseur du chromage unilatéral 0.05 mm, dureté élevée, forte durabilité.
7. Le réglage du nivellement adopte quatre réglages fins indépendants, contrôlés par une échelle, simples et pratiques.
8. Utilisez l'induction de cadre d'induction de cadre en fer de type L, principalement adapté au matériau qui est plus léger et plus petit, les exigences de surface ne sont pas une production d'estampage élevée, il est souvent utilisé avec un chargeur d'air, avec une ligne de production automatique de poinçonnage économique.
Structure
·La tête du lisseur

1. La tête adopte une conception de rouleau parallèle, les 3 rouleaux supérieurs/4 rouleaux inférieurs, un total de 7 structures de rouleaux raffinées
2. Adoption d'un réglage fin en quatre points, plus adapté au traitement de produits de haute précision. Une pression indépendante en quatre points est utilisée pour ajuster la pression de la roue d'alimentation pour les matériaux entrants et sortants, ce qui peut efficacement empêcher la déviation et la déformation des matériaux.
3. Le rouleau de support adopte un rouleau de galvanisation sans alimentation, formage intégré au matériau, résistance de surface au grattage, meulage, utilisation de roulements mécaniques, rotation flexible et durable.
4. Il adopte un volant en fer coûteux et sa surface est galvanisée, c'est le volant le plus traditionnel.
5. La partie transmission est protégée par un couvercle de protection des deux côtés, équipé d'une fenêtre pour une observation pratique.
·Section crémaillère
1. L'équipement adopte un dérouleur et un redresseur combinés, améliorant le taux d'utilisation du site.
2. Le support est conçu avec une poutre en porte-à-faux et toutes les plaques sont découpées au laser plasma, avec une haute précision et une bonne interchangeabilité.
3. Toutes les plaques sont découpées au laser plasma avec une haute précision.
4. La structure globale est simple, les techniciens généraux peuvent assembler et remplacer les pièces d'équipement, pratique et rapide, réduisant considérablement les coûts de maintenance.


·Rouleau redresseur
1. La roue de redressage est en acier à roulement solide, épaissi et galvanisé après fréquence intermédiaire, et la dureté de surface n'est pas faible HRC58, pour assurer la durabilité du matériau.
2. Forgeage de l'acier rond avec GCr15, après traitement de préchauffage (recuit de sphéroïdisation), puis tournage, fraisage, traitement à fréquence intermédiaire, meulage grossier et stabilisation par refroidissement, puis meulage fin, enfin galvanoplastie, maximise la garantie du degré de précision, de la concentricité, de la douceur et de la dureté. , prolongez la durée de vie du rouleau redresseur.
·Pignon d'entraînement
Le processus de traitement des engrenages comprend le processus suivant : traitement de l'ébauche d'engrenage-traitement de la surface des dents-traitement thermique-finition de la surface des dents.
Les pièces brutes sont principalement des pièces forgées. En normalisant le traitement, améliorez sa coupe pour faciliter la coupe. Selon les dessins de conception des engrenages, usinage grossier, puis traitement semi-fin, tour, laminage, mise en forme de l'engrenage, formez l'engrenage essentiellement. traitement thermique pour améliorer les propriétés mécaniques.
Selon les exigences de conception des dessins, la finition finale, la finition de référence finissant le type de dent. Après le traitement ci-dessus, notre qualité d'engrenage peut atteindre le grade 6, une résistance à l'usure élevée et une résistance élevée, une longue durée de vie.


·Section puissance
1 Adoptez le réducteur vertical à engrenage à vis sans fin modèle 80, utilisez le convertisseur de vitesse de l'engrenage, réduisez le nombre de rotation du moteur au nombre de rotation souhaité et obtenez le mécanisme avec un couple plus important.
2. Adopter un moteur vertical, faible vibration, faible bruit, la partie du rotor fixe adopte une bobine de cuivre pur, la durée de vie est 10 fois supérieure à celle d'une bobine ordinaire, les deux extrémités sont équipées d'un roulement à billes, d'un faible frottement et d'une basse température.
·Boîtier de commande électrique
1. Adoptez un relais en alliage d'argent, une bobine entièrement en cuivre, une base de sécurité ignifuge, durable et durable.
2. Adopter le retard du circuit de réglage de la protection de sécurité, le contact en alliage d'argent, divers et cadrans, satisfait différentes plages de retard.
3. L'interrupteur adopte un contact coulissant, avec fonction autonettoyante, le contact normalement ouvert et normalement fermé adopte une structure de liaison séparée, peut fonctionner avec différents pôles, équipé d'un positionnement anti-rotation et empêche le joint de montage desserré.
4. Adoptez le bouton plat auto-duplex, la force est légère, la plage de touches est modérée, la structure de combinaison de type bloc de construction. Le contact est composé de points composites à base céto avec une forte conductivité et un courant important, avec une durée de vie allant jusqu'à 1 million de fois.
Modèle |
CL-150 |
CL-200 |
CL-250 |
CL-300 |
Largeur du matériel |
150mm |
200mm |
250mm |
300mm |
épaisseur |
0.4 ~ 2.2mm |
|||
|
Bobine extérieure diamètre |
800mm |
|||
poids Coil |
350kg |
400kg |
500kg |
500kg |
vitesse |
15 m/min |
|||
moteur |
1/2ch/4p |
1cv/4p |
1cv/4p |
1cv/4p |