
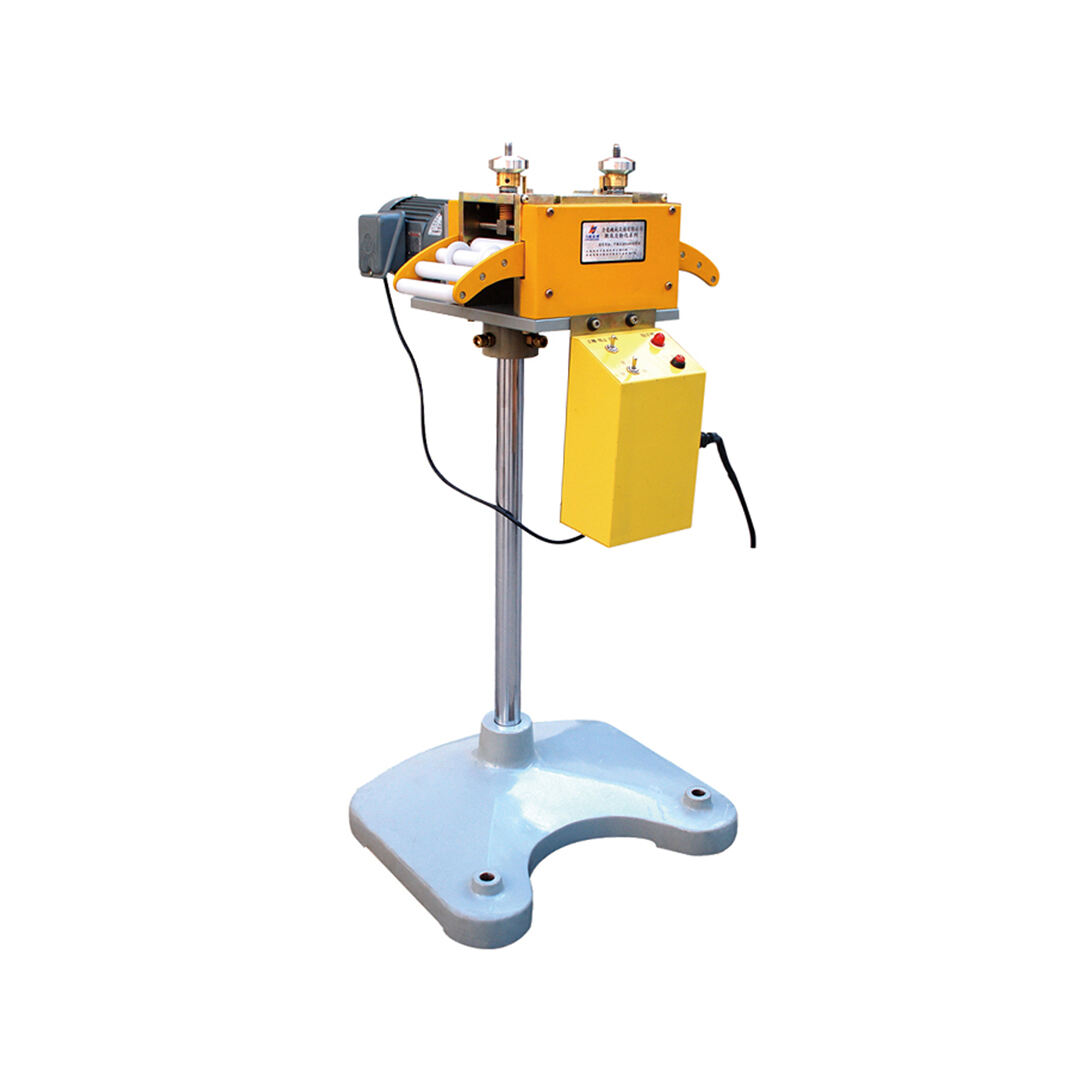
Machine d'aplatissement simple et précise de la série JHL : Machine d'aplatissement de traitement de bobines de tôles métalliques pour une épaisseur de matériau allant de 0,15 mm à 0,5 mm
Partager
Pour un perçage continu de matériaux de différentes épaisseurs
Travail conjoint avec une machine débobineuse pour une production automatique
Peut être personnalisé
Description du produit
Caractéristique :
1. Cette série de machines d'aplatissement a été spécifiquement conçue par notre entreprise pour la correction précise des produits terminaux. Il est bien connu qu'il est impossible de produire de bons produits sans aplatissement et soulagement des tensions de la bobine, donc les performances de la machine d'aplatissement jouent un rôle crucial dans la production. Cependant, le rapport qualité-prix de la plupart des machines d'aplatissement précises dépasse souvent les attentes, c'est pourquoi Fungtai a introduit ce produit supérieur et abordable.
2. Les rouleaux de nivellement et les rouleaux auxiliaires de correction de cette machine sont tous fabriqués en SUJ2 importé, traité thermiquement à HRC60 degrés, puis affûtés après un chromage dur pour garantir une couche de chrome uniforme et des tolérances de forme pour chaque axe.
3. L'ajustement de nivellement de cette machine utilise un dispositif de réglage fin à point d'équilibre unique, équipé d'une bague graduée pour trouver rapidement le point de nivellement.
4. En plus du rouleau de redressage, l'ajout de rouleaux d'alimentation améliore encore la précision en exerçant un effet de laminage sur le matériau.
5. L'ensemble de la machine utilise des roulements haute précision pour prolonger la durée de vie, et peut être équipé d'un variateur de fréquence selon les besoins des clients, ce qui la rend plus compétitive lors de l'utilisation de matériaux à surface spéciale pour le redressage.
6. En raison des différences de matériau, de largeur de bande et d'épaisseur de bande, il n'y a pas de référence numérique uniforme. Par conséquent, il est recommandé de prendre une petite section de matériau pour l'aplatissement avant la production en grande série et de continuer la production uniquement lorsque l'effet souhaité est obtenu.
Introduction:
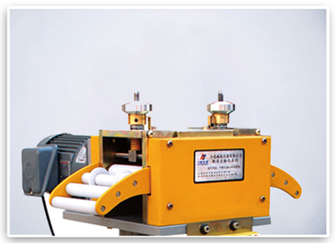

La tête d'aplatisseur
1. Cette série de têtes de machine adopte un design simplifié, spécifiquement conçu pour les produits terminaux nécessitant une planification à haute précision.
2. Elle utilise un ajustement fin à deux points, permettant d'éviter efficacement les écarts et déformations du matériau, ce qui la rend plus adaptée au traitement de produits à haute précision.
3. Les rouleaux d'alimentation sont fabriqués en polyuréthane non motorisé, moulés en un seul bloc pour une durabilité accrue. La surface est résistante aux rayures et à l'usure, et avec des roulements mécaniques, elle tourne de manière flexible et durable.
·Rouleau de redresseuse
1. La roue de correction est fabriquée en acier à roulements solide, subit un traitement d'électrodeposition épais après un traitement en fréquence moyenne, garantissant une dureté de surface d'au moins HRC58, assurant ainsi la durabilité du matériau.
2. Un acier rond forgé GCr15 est utilisé, soumis à un prétraitement (recuit sphéroïdique), suivi de tournage, fraisage, traitement en fréquence moyenne, affûtage brut pour stabilisation froide, affûtage précis et enfin électrodeposition. Cela maximise la précision, la concentricité, la douceur de surface et la dureté, prolongeant ainsi la durée de vie des rouleaux de correction.


·Engrenage de transmission
Le processus de traitement des engrenages comprend les étapes suivantes : ébauche des engrenages - usinage de la surface dentaire - traitement thermique - finition de la surface dentaire.
L'usinage brut consiste à utiliser des forgeages, soumis à une normalisation pour améliorer leur usinabilité au découpage ; en suivant le plan de conception des engrenages, un usinage brut est effectué, suivi d'un semi-finissage, taillage, roulement et façonnage des dents pour obtenir la forme de base des engrenages ; ensuite, un traitement thermique est effectué pour améliorer les propriétés mécaniques. Conformément aux spécifications du plan, un finissage final est réalisé, affinant les profils de référence et des dents. Grâce à ces processus, nos engrenages peuvent atteindre le niveau 6, garantissant une grande résistance à l'usure, une haute résistance et une longue durée de vie.
·Boîte de commande électrique
1. Utilise des relais en alliage d'argent, des bobines en cuivre entier, des bases de sécurité ignifuges, assurant une durabilité à long terme.
2. Emploie des relais de retard avec protection de circuit, des contacts en alliage d'argent, plusieurs disques de degré, répondant aux exigences de diverses plages de retard.
3. Les interrupteurs présentent un design de contact glissant avec fonction d'auto-nettoyage, adoptant une structure séparée pour les contacts normalement ouverts et normalement fermés, permettant une opération bipolaire, équipée de joints anti-rotation et de positionnement anti-dérapant.
4. Intègre des boutons-poussoirs à récupération automatique, caractérisés par une force légère, un débattement modéré, une structure modulaire combinée, utilisant des points composites à base de cétone pour les contacts, offrant une forte conductivité, capable de transporter de grands courants, avec une durée de vie pouvant atteindre 1 million de cycles.

·Section puissance
Utilisant un réducteur vertical à roue épicycloïdale de type 80, ce système utilise le convertisseur de vitesse de l'engrenage pour réduire la vitesse de rotation du moteur au niveau souhaité, aboutissant à un mécanisme avec un couple renforcé.
·Structure de la colonne
1. Ce matériel adopte un design simplifié pour améliorer l'utilisation du site, réduire les coûts et offrir un excellent rapport qualité-prix.
2. Le cadre utilise un design d'assemblage modulaire, avec toutes les pièces fixées à l'aide de vis hexagonales. La structure générale est simple, facilitant le montage et le remplacement des équipements par des travailleurs techniques qualifiés, réduisant ainsi considérablement les coûts de maintenance ultérieure.
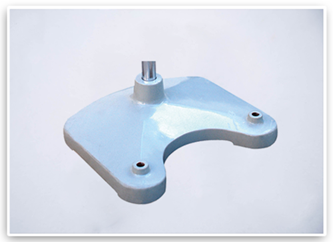
3. La base du cadre est fabriquée en un seul morceau à partir de matériau coulé, réduisant l'apparition de fissures pendant la production. La base peut être fixée à l'aide de boulons d'ancrage, augmentant la stabilité lors du fonctionnement et améliorant la précision.
Paramètre :
| modèle | JHL-100 |
| Largeur maximale (en mm) | 100 |
| Épaisseur (mm) | 0.15-0.5 |
| Vitesse d'aplatissement (m/min) | 16 |
| Moteur (CV) | 1/4HPх4P |
| Roue d'aplatissement (mm) | Φ18 |
| Nombre de rouleaux d'aplatissement (Pièces) | 5/6(haut/bas) |
| Rouleau directeur (mm) | Φ38х2 |
| Dimensions extérieures (m) | 0.5х0.45х0.95 |
| Poids (kg) | 50 |