
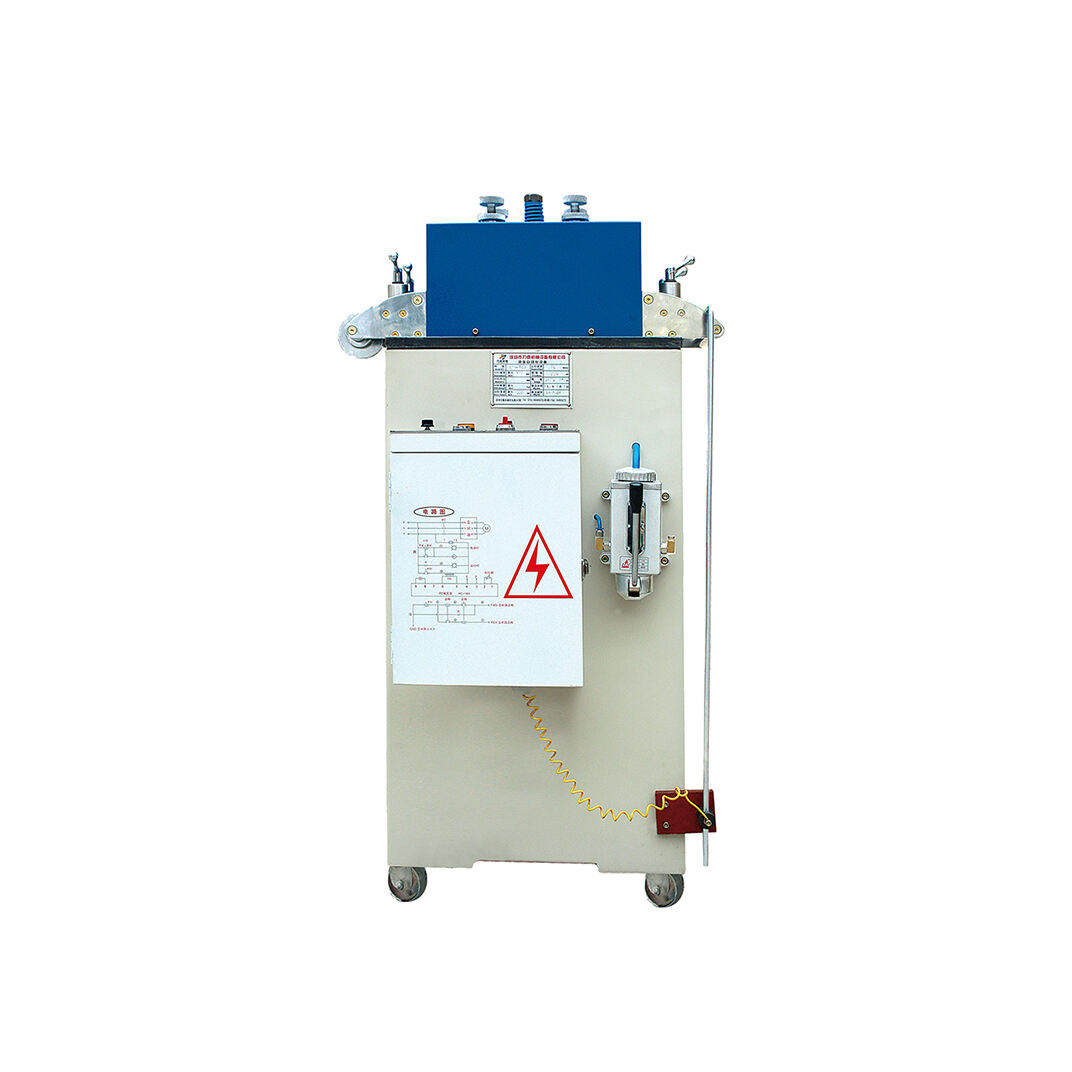



La machine d'aplatissement précise de la série SNL est adaptée aux matériaux en tôle métallique, avec une épaisseur de matériau allant de 0,1 mm à 0,6 mm
Partager
Pour un perçage continu de matériaux de différentes épaisseurs
Travail conjoint avec une machine débobineuse pour une production automatique
Peut être personnalisé
Description du produit
Caractéristique :
1. Cette série de machines de redressement a été spécialement conçue par notre entreprise pour la production de matériaux fins nécessitant un perçage de haute précision. Il est bien connu qu'il est impossible de produire de bons produits sans aplatissement et élimination des contraintes, donc les performances de la machine d'aplatissement jouent un rôle clé dans la production.
2. La roue d'aplatissement et la roue auxiliaire de correction de cette machine sont fabriquées en SUJ2 importé, traité thermiquement à HRC60°, puis affutées après avoir été plaquées de chrome dur, garantissant une couche de chrome dur uniforme et une tolérance de forme pour chaque axe.
3. L'ajustement de nivellement de cette machine adopte un dispositif d'ajustement fin à équilibre flottant à quatre points, équipé d'un micromètre, qui permet de trouver rapidement le point de nivellement.
4. Chaque roue de correction de la machine de correction précise de la série S est équipée d'une roue auxiliaire de nivellement pour garantir qu'il n'y ait aucune déformation ou courbure pendant le processus de production, améliorant ainsi la qualité de planéité du produit.
5. La rouleau auxiliaire inférieur est fixe, renforçant la rigidité de la roue inférieure et empêchant la déformation sous contrainte.
6. Le rouleau auxiliaire supérieur est de type flottant, permettant d'obtenir différentes pressions selon les besoins, renforçant la résistance et la durée de vie des roues de nivellement et améliorant les exigences de planéité de la surface du panneau.
7. Les engrenages de transmission utilisent une lubrification à l'huile par circulation forcée pour réduire l'usure des engrenages et peuvent fonctionner longtemps dans des conditions de haute température.
Le mécanisme de transmission adopte une transmission synchrone indépendante pour chaque rouleau d'aplatissement, réduisant l'accumulation des tolérances de jeu causées par la transmission par engrenage et améliorant les exigences de planéité de la plaque.
L'ajout du système de lubrification prolonge la durée de vie de la machine et permet à celle-ci de fonctionner dans un état stable sur le long terme.
En raison des différences de matériaux, de largeur et d'épaisseur, il n'existe pas de référence numérique unifiée. Il est donc recommandé de prendre une petite section de matériel pour un essai de correction avant la production en masse, puis de poursuivre la production continue après avoir obtenu l'effet souhaité.
Transmission d'énergie par cardan, produits haute performance pour machines d'aluminium et d'acier inoxydable.
Introduction:
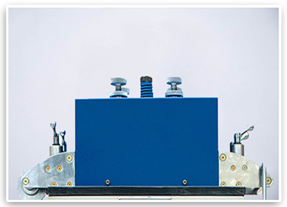

·Tête de redresseuse
1. La tête de machine adopte un design de rouleaux parallèles, avec un total de 21 rouleaux de correction précis, 10 en haut et 11 en bas.
2. En utilisant un ajustement fin à quatre points, il convient davantage au traitement de produits haute précision. L'alimentation et la sortie utilisent une pression réglable indépendante à quatre points pour les roues d'alimentation, prévenant efficacement les écarts et déformations du matériau.
3. Les rouleaux de support des matériaux utilisent des rouleaux en acier galvanisé non motorisés, formant une unité unique avec une surface résistante aux rayures et à l'abrasion. Des roulements mécaniques sont utilisés pour une rotation flexible et durable.
4. Des manivelles en fonte d'acier sont employées, traitées par électrodeposition en surface, représentant le type de manivelle le plus traditionnel.
5. Des caches de protection sont installés des deux côtés de la section de transmission pour la protection, équipés de fenêtres d'observation pour une surveillance facile.
·Rouleau de redresseuse
1. Les rouleaux de correction sont fabriqués en acier à billes, avec un traitement d'électrodeposition épaissie à fréquence intermédiaire assurant une dureté de surface d'au moins HRC58, garantissant la durabilité du matériau.
L'acier rond forgé GCr15 est utilisé, ce qui subit un traitement de préchauffage (recuit sphéroïdique), suivi de tournage, d'usinage, d'un traitement en fréquence moyenne, d'un usinage brut avec stabilisation à froid, d'un usinage précis et enfin d'un électropliage. Cela maximise la précision, la concentricité, la douceur et la dureté, prolongeant ainsi la durée de vie des rouleaux de correction.

·Pignon de transmission
Le processus de fraisage des engrenages inclut les étapes suivantes : usinage du blank d'engrenage - usinage de la surface dentée - traitement thermique - affûtage de la surface dentée. Le blank est principalement fabriqué par forgeage, soumis à un recuit pour améliorer sa facilité d'usinage pour la découpe. Conformément aux dessins de conception des engrenages, un usinage brut est effectué, suivi d'un semi-finissage, tournage, filetage et fraiseuse d'engrenage pour obtenir une forme d'engrenage de base. Ensuite, un traitement thermique est effectué pour améliorer les propriétés mécaniques. Selon les exigences des dessins de conception, un usinage de précision final est réalisé, affinant les normes et les profils d'engrenage. Grâce à ces processus, notre engrenage atteint le niveau 6, présentant une grande résistance à l'usure, une haute résistance et une longue durée de vie.
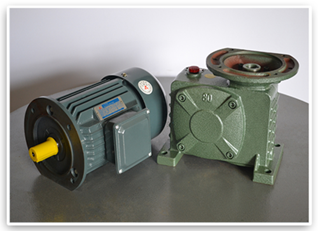
·Section puissance
1. Nous utilisons le réducteur à vis sans fin vertical modèle 80, en utilisant son convertisseur de vitesse d'engrenage pour réduire la vitesse de rotation du moteur au niveau souhaité, permettant ainsi d'obtenir un mécanisme avec un couple plus élevé.
2. Notre choix est un moteur vertical connu pour ses faibles niveaux de vibration et de bruit. Sa section de rotor fixe présente des bobines en cuivre pur, offrant une durée de vie dix fois plus longue que celle des bobines ordinaires. De plus, des roulements à billes sont installés aux deux extrémités, garantissant une friction minimale et des températures plus basses.


·Boîte de commande électrique
1. Utilisation de relais en alliage d'argent avec des bobines en cuivre entièrement et des bases de sécurité ignifuges pour une durabilité à long terme.
2. Utilisation de relais de temporisation ajustables protégés avec des contacts en alliage d'argent et plusieurs sélecteurs de plage pour répondre à divers besoins de temporisation.
3. Les interrupteurs sont dotés de contacts glissants avec fonctionnalité autonettoyante. Les contacts normalement ouverts et fermés utilisent une structure d'isolation séparée pour une opération bipolaire, équipée d'un positionnement anti-rotation et de pads anti-dérapants.
4. Utilisation de boutons-poussoirs plats à réinitialisation automatique avec une force légère et agile, des frappes modérées et une structure combinée modulaire. Les points de contact utilisent des points composites à base de cétones avec une forte conductivité, capables de transporter de grands courants et offrant une durée de vie allant jusqu'à 1 million de cycles.
·Indicateur à aiguille, pompe à huile
1. Nous avons intégré une pompe à huile manuelle pour un approvisionnement rapide en huile, réduisant ainsi l'effort physique. Ses joints d'étanchéité importés garantissent un risque minimal de fuite, tandis que les ressorts importés résistent efficacement à la déformation et au vieillissement.
2. Notre configuration inclut un cadran en acier fabriqué avec un grand soin, associé à un couvercle en verre étanche à la poussière et à un ensemble interne en cuivre. Le mouvement en cuivre assure une stabilité structurelle et des mesures précises.
Paramètre :
| modèle | SNL-100 | SNL-200 | SNL-300 |
| Largeur maximale (mm) | 100 | 200 | 300 |
| Épaisseur mm | 0,1-0,6 | 0,1-0,6 | 0,1-0,6 |
| Vitesse (m/min) | 15 | 15 | 15 |
| Moteur (CV) | 0,5 CV×4P | 1HP×4P | 1HP×4P |
| Diamètre du rouleau d'aplatissement (mm) | Φ18 | Φ18 | Φ18 |
| Quantité de rouleaux d'aplatissement (Pièces) | 10\/11 (Haut\/Bas) | 10/11(Haut/Bas) | 10\/11 (Haut\/Bas) |
| Dimensions (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |