

Machine de redressage précis en deux étapes pour plaques épaisses de la série STS : Nivellement des tôles métalliques pour une plage d'épaisseur de 0,4 mm à 2,2 mm
Description du produit
Caractéristique :
1. Cette série de machines de redressement est spécifiquement conçue pour les produits en matériaux d'épaisseur moyenne nécessitant un emboutissage haute précision. Comme on le sait, il est impossible de produire de bons produits sans aplanir la bobine et éliminer les contraintes, donc les performances de la machine de redressement jouent un rôle crucial dans la production.
2. En raison de la courbure variable du matériau à différents points, un seul agencement de rouleaux d'aplatissement ne peut pas répondre aux exigences d'aplatissement haute précision. La série STS de Lihao innove en adoptant le concept d'aplatissement grossier avec de gros rouleaux et d'aplatissement fin avec de petits rouleaux, avec divers agencements, utilisant l'aplatissement grossier pour produire une seule courbe dans la bobine puis en la corrigeant avec l'aplatissement fin pour répondre aux exigences d'estampage des clients.
3. Les rouleaux d'aplatissement et les rouleaux auxiliaires d'aplatissement de cette machine sont tous fabriqués en SUJ2 importé, traité thermiquement à HRC60°, affûté, puis affûté après un chromage dur pour garantir une couche de chrome uniforme et une tolérance de forme pour chaque axe.
4. L'aplatissement grossier de cette machine utilise un mécanisme de pression synchrone à engrenage hélicoïdal et verrouillage, équipé d'un micromètre, qui permet de trouver rapidement le point d'aplatissement.
5. L'ajustement fin de nivellement rectiligne de cette machine adopte un dispositif d'ajustement fin à équilibre flottant à quatre points, équipé d'un micromètre, ce qui permet de trouver rapidement le point de nivellement.
6. Cette machine utilise une transmission par cardan avec une transmission entièrement par engrenages, convient aux produits nécessitant une grande précision de rectification.
7. En plus des rouleaux de rectification, l'ajout de roues de guidage des matériaux améliore encore la précision en exerçant une pression sur le matériau.
8. Chaque rouleau de rectification de la machine de rectification précise de la série S est équipé de rouleaux auxiliaires de nivellement pour garantir qu'il ne subisse aucune déformation courbée pendant le processus de production, améliorant ainsi la qualité de planéité du produit.
9. Les rouleaux auxiliaires supérieurs et inférieurs sont tous deux fixés pour renforcer la rigidité des rouleaux supérieurs et inférieurs et éviter toute déformation sous contrainte.
10. En raison des différences de matériau, de largeur et d'épaisseur de la bande, il n'y a pas de référence numérique unifiée. Par conséquent, il est recommandé de prendre une petite section de matériau pour l'aplatissement avant la production en masse, puis de continuer la production après avoir obtenu l'effet souhaité.
Introduction:
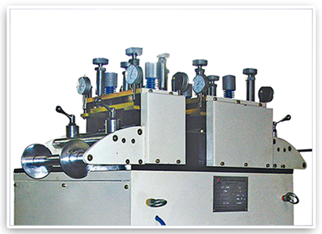

·Tête d'aplatissement
1. La tête de machine adopte un design de rouleaux parallèles, avec un total de 15 précieux rouleaux d'aplatissement, 7 en haut et 8 en bas.
2. En utilisant un système de réglage fin à quatre points, il convient davantage au traitement de produits haute précision. Les matériaux d'entrée et de sortie sont régulés par des rouleaux d'alimentation indépendants à pression ajustable à quatre points, prévenant efficacement les écarts et déformations du matériau.
3. Les rouleaux de support du matériau adoptent un design de tambour galvanisé non motorisé, avec une intégration de la mise en forme du matériau, offrant une résistance aux rayures et à l'usure. Munis de roulements mécaniques, ils assurent une rotation fluide et une durabilité prolongée.
4. Présentant une roue manuelle en fonte avec un traitement de galvanisation, elle représente le type de roue manuelle le plus traditionnel.
5. Des protections sont installées des deux côtés de la partie de transmission, équipées de fenêtres d'observation pour une surveillance facile.
·Roue de nivellement
1. Les rouleaux d'alignement sont fabriqués en acier à roulements solide, subissant un traitement d'électrodeposition épaisse après un traitement par fréquence intermédiaire, garantissant une dureté de surface d'au moins HRC58 pour assurer la durabilité du matériau.
2. Forgés à partir d'acier rond GCr15, le matériau subit un prétraitement (recuit sphéroïdique), suivi de tournage, fraisage, traitement par fréquence intermédiaire, affûtage brut, stabilisation froide, affûtage précis et enfin électrodeposition. Ce processus maximise la précision, la concentricité, la douceur de surface et la dureté, prolongeant ainsi la durée de vie des rouleaux d'alignement.


·Pignon de transmission
Le processus de fabrication des engrenages inclut les étapes suivantes : découpage brut de l'engrenage - traitement de la surface dentelée - traitement thermique - affûtage de la surface dentelée. Le découpage brut de l'engrenage est principalement réalisé à l'aide de pièces forgées, qui subissent une normalisation pour améliorer leur type de traitement par coupe, facilitant ainsi la découpe. Conformément aux dessins de conception des engrenages, un usinage brut est effectué, suivi d'un semi-achèvement, tournage, filetage et façonnage des dents pour obtenir une formation d'engrenage de base. Ensuite, un traitement thermique est effectué pour améliorer les propriétés mécaniques. Selon les exigences de conception des dessins, un usinage de précision final est réalisé, affinant les références et les profils des engrenages. Grâce à ces processus, notre classe d'engrenage peut atteindre le niveau 6, avec une grande résistance à l'usure, une haute résistance et une longue durée de vie.
·Section puissance
1. Adopte le réducteur vertical à roue crantée de type 80, utilisant la boîte de vitesses pour réduire la vitesse de rotation du moteur (moteur) à la vitesse souhaitée, et obtenir un mécanisme avec un couple plus important.
2. Utilise un moteur vertical, avec de faibles vibrations et un faible bruit, où la partie fixe du rotor est équipée de bobines en cuivre pur, avec une durée de vie dix fois plus longue que les bobines ordinaires, et des roulements à billes sont installés aux deux extrémités, ce qui réduit le frottement et la température.


·Boîte de contrôle électrique
1. Utilise des relais en alliage d'argent, des bobines entièrement en cuivre et des bases de sécurité ignifuges, garantissant une durabilité et une longévité.
2. Intègre des relais de temporisation de circuit protégés, avec des contacts en alliage d'argent et plusieurs options de sélection pour répondre à diverses plages de temporisation.
3. Les interrupteurs présentent un design de contact coulissant, équipés d'une fonction d'auto-nettoyage. Les têtes de contact normalement ouvertes et normalement fermées adoptent une structure isolée séparée, permettant une opération bipolaire, avec un positionnement anti-rotation et des patins anti-dérapants.
4. Adopte des boutons-poussoirs à réinitialisation automatique, une manipulation légère, un déplacement de touche modéré et une structure modulaire combinée. Les points de contact utilisent des points composites à base de cétone, offrant une forte conductivité et une grande capacité de charge électrique, avec une durée de vie pouvant atteindre 1 million de cycles.
·Indicateur à cadran, pompe à huile jaune
1. Adopte une pompe à graisse manuelle, offrant un dosage rapide et sans effort, avec des joints d'étanchéité importés pour éviter les fuites d'huile et des ressorts importés résistants à la déformation et au vieillissement.
2. Utilise un compteur en acier avec un cadran conçu avec précision, une vitre antipoussière, équipé d'un caoutchouc en cuivre à l'intérieur et d'un noyau en cuivre, garantissant une structure stable et des mesures précises.
Paramètre :
| modèle | STS-100 | STS-200 | STS-300 | STS-400 |
| Largeur maximale (mm) | 150 | 200 | 300 | 350 |
| Épaisseur (mm) | 0,4-2,2 | 0,4-2,2 | 0,4-2,2 | 0,4-2,2 |
| Vitesse (m/min) | 16 | 16 | 16 | 16 |
| MOTEUR (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Correction du diamètre brut | Φ45 | Φ45 | Φ45 | Φ45 |
| Nombre de poses brutes | 2/3(Haut/bas) | 2/3(Haut/bas) | 2/3(Haut/bas) | 2/3(Haut/bas) |
| Nivellement de diamètre précis | Φ34 | Φ34 | Φ34 | Φ34 |
| Roues de nivellement précis | 7/8 (Haut/Bas) | 7/8 (Haut/Bas) | 7/8 (Haut/Bas) | 7/8 (Haut/Bas) |
| Dimension (M) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |