



Visoko brza precizna linija za štapanje debelog talasa
- 1. Optimalni dizajn: Osiguravanje uravnoteženog rasporeda za neprekinuto djelovanje
- 2. Automatizirano odličje: Postizanje potpune automatizacije za povećanu učinkovitost i preciznost
- 3. Najnovije upravljanje: Integracija visoko performantnog Mitsubishi PLC sustava za odlično upravljanje
- 4. Pojačivači preciznosti: Opcionalni CPC i EPC sustavi za poboljšanu točnost pri rasvitivanju i ponovnom vitivanju
- 5. Intuitivna operacija: Korisnički prijateljsko sučelje koje osigurava jednostavnost korištenja i sigurnost
- 6. Prilagođena rješenja: Potpuno prilagođiva za ispunjavanje specifičnih zahtjeva
- 7. Globalna podrška: Dostupne usluge komisije iz inostranstva za neprekinuto ugradnju
Opis proizvoda
Stroj za sijecanje metalnih spirala
1. Konstrukcija strojnog tijela: Nakon cjelovite svare, primjenjuje se obrada otpuštanja napetosti termičkim načinom. Koristi tri velike baze ploče debljine 30mm kako bi se poboljšala stabilnost stroja.
2. Dizajn amortizatora udara: Tijelo stroja ima otvore za dodavanje materijala za amortizaciju udara. Motor je odvojen od glavnog okvira za rezanje trake i spojen putem univerzalne veze.
3. Dizajn režnog valjka: Donji režni valjak je fiksiran, dok se gornji režni valjak pomiče ručnim podizalom. Pomakljiva lukovita je opremljena linearnim kliznim railovima, što omogućuje ručno skidanje za jednostavnu zamjenu alata.
4. Materijal i obrada režnog valjka: Gornji i donji režni valjak su izrađeni od 42CrMn forgea, prođu kroz tvrdnjivu i temperaturu, s tvrdošću površine HRC52-57. Prečnik režnog valjka je Φ120mm (+0 ili -0.03mm), s učinkovitim duljinom od 1300mm.
5. Sustav pogona: Donji režni valjak pogonjen je AC motorom promjenjive frekvencije od 7.5kW, s prilagodljivim brzinama od 0-120 okretaja po minuti. Gornji režni valjak koristi zupčanog pogon.
6. Visina donjeg glavnog valjka: 800mm.
7. Preciznost režnog valjka:
- Koncentričnost šupljice: Mjereno pomoću trijega (lijevo, sredina, desno), s tolerancijom ±0.01mm (donja šupljiča kao glavna referenca, gornja šupljiča kao pomoćna).
- Paralelnost šupljice: Simetrično instalirajte gornje i donje šupljice na obje strane i ispravite pomoću kalibracijskih blokova. Donja šupljiča je glavna referenca za ispravku gornje šupljice, s tolerancijom ±0.01mm.
- Bočna paralelnost šupljice: Mjerite početnu poziciju šupljice pomoću merila, s tolerancijom ±0.005mm.
8. Šupljice: Preporuča se korištenje tvrdog legira s tvrdoćom HRA90-95. Optimizirajte kombinaciju šupljica i razmaknica kako biste zadovoljili specifikacije presijanja.
(Napomena: Šupljice i razmaknice nisu uključene s opremom i moraju se posebno dogovoriti prema zahtjevima kupca.)
Napredna visokobrzinska linija za precizno štapanje debljih ploča
I. Pregled proizvoda
Naša visokobrzinska linija za špicanje dizajnirana je za učinkovito obradu spirala s različitim specifikacijama, pružajući precizno raskitivanje, špicanje i ponovno kitivanje kako bi se postigla bilo koja željena širina spirale. Ona je fleksibilna, sposobna obraditi širok raspon metalnih spirala, uključujući hladno valjane oceli, toplu valjane oceli, nerđajuću ocel, galvaniziranu ocel, aluminij, silicijevu ocel, obarvane oceli i namaljene oceli. Široko se koristi u raznim industrijskim granama poput automobilskog, proizvodnje spremnika, kućanskih uređaja, ambalaže i građevinskih materijala.
II. Ključne značajke
Također se koristi savršeno izmišljeni raspored, naše linije presijanja rade u potpunosti automatski, osiguravajući izuzetnu učinkovitost, produktivnost, preciznost i kvalitetu. Radne linije su pouzdanje i jednolikije zbog čvrstog hidrauličkog sustava, visoko otpornih konstrukcija i racionalnih postotova lokacija. Ugradili smo napredan Mitsubishi PLC upravljački sustav za neprekinuti globalni nadzor. Dodatno, naše linije presijanja nude opcionalne CPC & EPC sustave za poboljšanje točnosti dekantiranja i ponovnog zakruživanja, što ih čini idealnim rješenjem za vaše operativne potrebe.
III. Tehnički specifikacije
| -Ne, ne, ne. | Model | Sirovina | THK (mm) | Širina (mm) | id (mm) | OD (mm) | Težina (T) | Točnost širine (mm) | Broj presjecanja (Broj komada) | širina štapanja (mm) | Brzina (m/min) | Kapacitet (KW) | Potopljena površina (m*m) |
| 1 | 4.0x1600 |
Kartonski čelik Nehrđajući čelik aluminij ili drugi metalni materijali |
0.5-4.0 | 800-1600 | Φ508/610 | ≤Φ1500 | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | Φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤ 10 | ≥200 | Sredstva za upravljanje | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤ 10 | ≥200 | Sredstva za upravljanje | ≈285 | 36x10 | ||||
| PS: Sve navedene specifikacije su samo za referencu, također se mogu prilagoditi prema vašoj zahtjevu. | |||||||||||||
IV. Glavni komponenti
(1) Vozilo za spirale
(2) Debljinska mašina
(3) Stiskanje uređaj, Ravnač i Šećarska mašina
(4) Zavitak
(5) Boczno vodljivanje
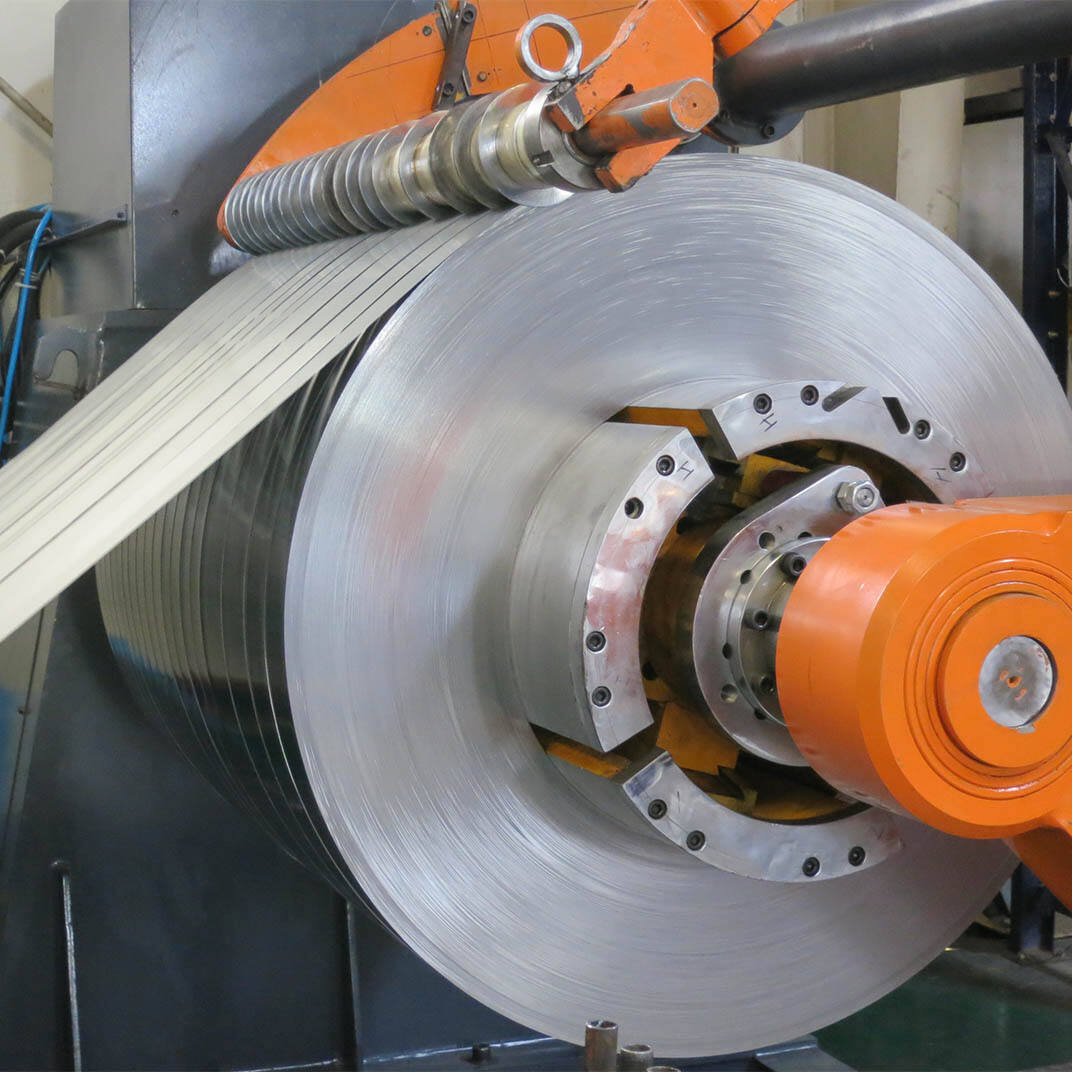
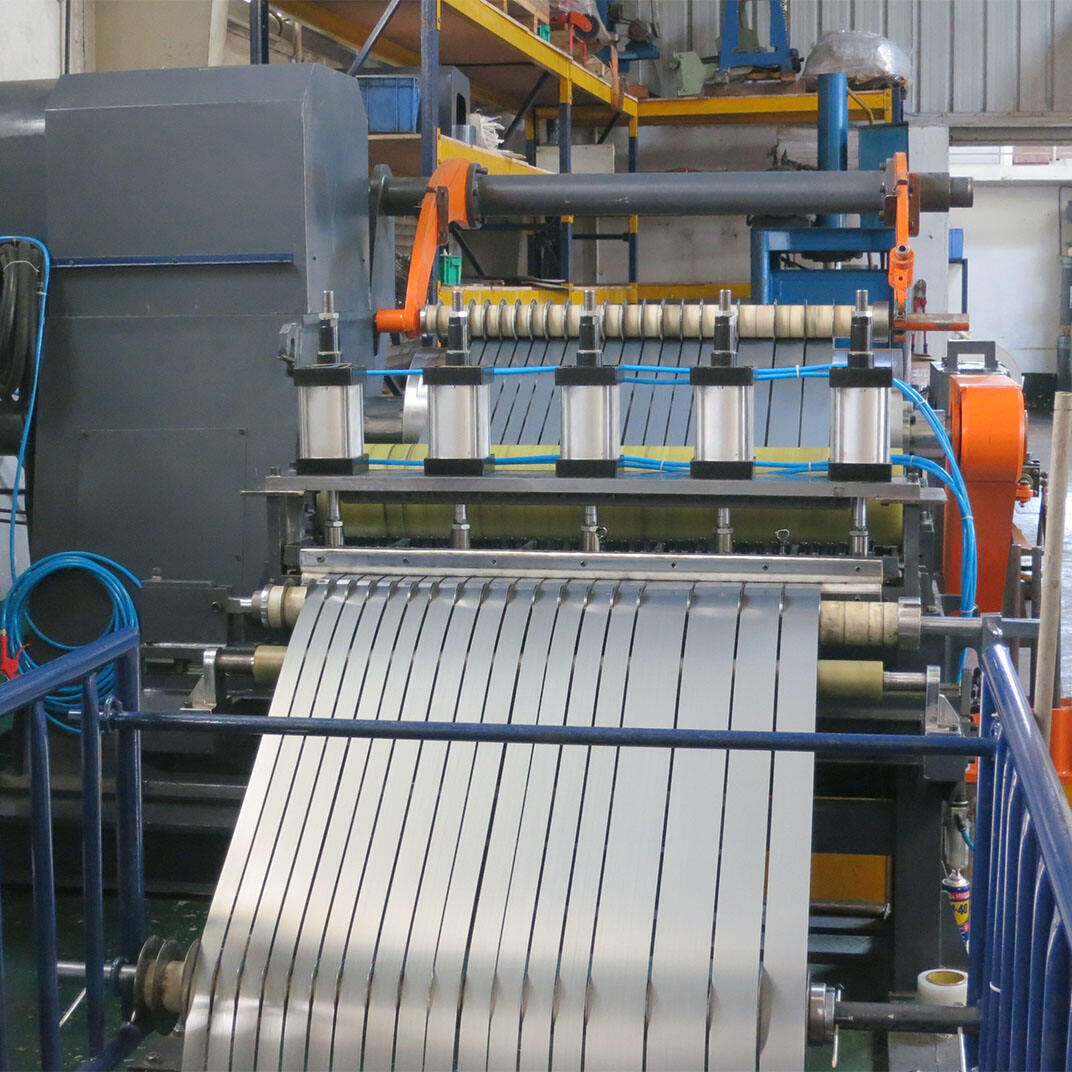
(6) Mašina za šitkovanje
(7) Uvijanje šuplje (oba strane)
(8) Pomorska rampa
(9) Odvojnik i napetostni uređaj
(10) Uvijalica
(11) Vozilo za otpremanje uvijalice
(12) Hidraulički sustav
(13) Pneumaticki sustav
(14) Električni kontrolni sustav
T. Tehnički proces
Vozilo s spirama → otpakivanje → šipanje, ravnanje i rezanje glave spirale → looper → vodjenje → rasijanje → zavijanje bridova → looper → prethodno dijeljenje materijala, napetost → recoiling → vozilo za otpakivanje