




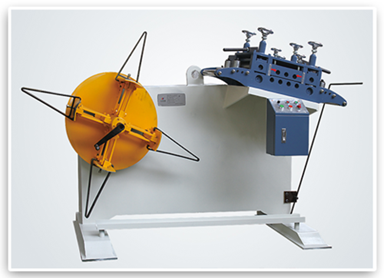
GO Standardna serija Ravnač s otpakivačem 2 u 1 Metalni otpakivač sa sustavom za ploču debljinom: 0.4mm~2.5mm
Dijeljenje
Uređaj za otpinjanje/izravnavanje
uštedite prostor
Visoka preciznost
Opis proizvoda
Dešiljač & Ravnač
Značajka
1. Podloga za materijal i ravnač su integrirane, uziminjući minimalnu područnu površinu. Jednostavna operacija omogućena je pomoću uređaja za podršku materijala promjenjive dijametra, što olakšava optuživanje i otpuštanje.
2. Prikladan za različite metalne koilske materijale s debljinama od 0.4mm do 2.5mm.
3. Izgrađen s jednokratnim čeljustim okvirom, osiguravajući čvrstu strukturu, glatku radnju i minimalnu zauzetu površinu.
4. Valovi su napravljeni od čvrstog nosačkog čelika, toplinsko obradjeni i utopljeni do tvrdoće HRC60, a zatim hromirani i izgladnjeni za poboljšanu trajnost.
5. Uređaj za travu je prilagodljiv u čvrstoći, osiguravajući jednolijevije rotacije spole i povećavajući njezin nosivu kapacitet.
6. Električni kontrolni sustav ima uvezena elektromagnetska relé i elektroničke komponente, što rezultira manje naprava i dužim životnim vijekom.
7. Hidraulička ekspanzija je opcionalna, preporučena za teže materijale.
Struktura:

·Glava za ravnanje
1. Glava stroja ima dizajn s paralelnim valcima ukupno od 7 ravnanjnih valjeva (3 na vrhu i 4 na dnu).
2. Koristeći četverotočkovu mikroprikladu, bolje je prilagođeno obradi proizvoda s visokom preciznosću. Četverotočkovna neovisna pritisak priklade primjenjuje se u procesima šutarenja i otpuštanja, učinkovito sprečavajući odstupanje i deformaciju materijala.
3. Valci za podršku materijala su napravljeni od pasivnih galvaniziranih valjeva, cjelovito oblikovanih, s površinom koja je otporna na crtene i nošenje. Koriste mehaničke osovine, osiguravajući fleksibilnu i trajnu rotaciju.
4. Koriste se željezne ručne točkave, s površinom elektroplaciranim za tradicionalnu estetiku.
5. Zaštitne pokrića su instalirana na oba strana prenosnog dijela za zaštitu, opremljena su prozorima za olakšano promatranje.
.
pravilni valjci
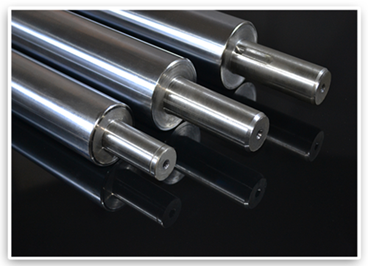
1. Ravnački valcovи su napravljeni od čvrste osovine iz ocele, prodaju mid-frekvencijsku obradu te zatim pojačano elektroplaciranje, osiguravajući površinsku tvrdost od najmanje HRC58 kako bi se osigurala trajnost materijala.
2. Koristi se GCr15 utopljen krugli ocel, koji prodje prethodnom toplom obradom (sferoidnim anealingom), nakon čega slijedi torno, freziranje, mid-frekvencijska obrada, prva šlifacija, hladno stabiliziranje, precizna šlifacija i konačno elektroplaciranje. Taj proces maksimizira preciznost, koncentricnost, glatkost i tvrdost, time produžavajući vrijeme službe ravnačkih valjeva.
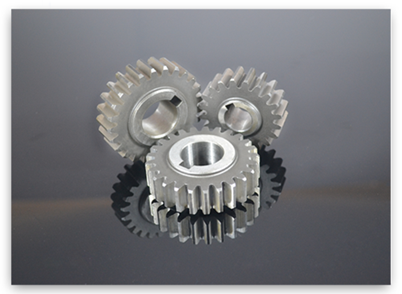
·Pogonski čembenik
Proces proizvodnje prevodova sastoji se od sljedećih faza: grubo štampanje prevoda - obrada površine zuba - toplinska obrada - brusenje površine zuba. Grubo štampanje uključuje forgeanje kako bi se stvorio praznina prevoda, nakon čega slijedi normalizacija kako bi se poboljšala obradivost za režanje. Na temelju crteža dizajna prevoda izvršiće se grubo štampanje, a zatim poluprecizna obrada koja uključuje vrtežu, friziranje i hobovanje kako bi se postigla osnovna formacija prevoda. Nakon toga, izvršava se toplinska obrada kako bi se poboljšale mehaničke osobine. Konačno, prema zahtjevima dizajna izvršuje se precizna obrada, rafinirajući referentnu površinu i profil prevoda. Putem ovih procesa, naši prevodi dostižu razinu 6, prikazujući visoku otpornost na oštrénje, visoku jačinu i dugi radni život.
·Dio okvira
1. Ovo opremno ima integrirani dizajn materijalne ploče i jedinice za ravnanje, što poboljšava iskorištavanje prostora.
2. Stojalo za materijal je dizajnirano s vijcem na kozicama, a svi okviri su izrezani lazerom ili plazmom, što osigurava visoku preciznost i dobru međusmjenjivost opreme.
3. Sve komponente se obrade pomoću brojevne kontrole (NC) i računalne brojevne kontrole (CNC), što osigurava dobru međusmjenjivost.
4. Ukupna struktura je jednostavna, a montaža i zamjena dijelova opreme mogu se obaviti od strane općih tehničkih radnika, čime se postiže praktičnost, brzina i znatno smanjenje troškova održavanja.


·Kutija električne uprave
1. Korištenje srebrnih alija relativih spregova s cijevima od čista bakra i ognjeno-opornim sigurnosnim bazama, što osigurava trajnu čvrstoću.
2. Upotreba sigurnosnih zaštita prilagođenih krugova sa zakasnim relajima s kontaktima od srebrnih alija i više prilagođivih kazaljki, prilagođenih različitim rasponima zakasnite.
3. Prekidači imaju dizajn kliznog kontakta s funkcijom samociscenja. Standardno otvoreni i standardno zatvoreni kontakti koriste odvojenu izoliranu strukturu, što omogućuje dvopolaran rad i opremljeni su čembenim položajnim i protupropustnim montažnim podcrteljem.
4. Koriste se samoponovljeni pritiskni gumice s laganim snagom i umjereno putem. Kontakti koriste modularnu kombinacijsku strukturu s ketonskim složenim točkovima, pružajući jaku provodljivost, sposobni nose velike strujne optoke i posjeduju životnu dobu od do 1 milijuna cikusa.
·Energetska jedinica
1. Ovaj uređaj koristi reduktor vertikalnog škraba tipa 80, koristeći pretvarač brzine zube da smanji brzinu rotacije motora (motora) na željeni nivo, dok postiže višu izlaznu moment.
2. Koristi se vertikalni motor poznat po svojim niskim vibracijama i razini šuma. Stacionarni segment rotorja uključuje čistokovne spirale, koje nude životnu dobu deset puta dužu od standardnih spirala. Opremljen je loptastošarom na oba kraja, što osigurava minimalno trenje i niske temperature.
·Specifikacija
|
Model |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
Širina materijala |
150mm |
200mm |
300mm |
400mm |
500mm |
|
Debljina materijala |
0.4~2.5mm |
||||
|
Unutarnji prečnik spirale |
450~530mm |
||||
|
Vanjski prečnik spirale |
Smanjenje |
||||
|
Težina spirale |
500kg |
800 kg |
1000KG |
1500 kg |
2000kg |
|
Tip proširenja |
Ručno proširivanje |
||||
|
Motor |
1/2HP |
1HP |
2HP |
2HP |
3HP |
Moć pravca
|
Debljina modela |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
1.5 |
150 |
200 |
300 |
400 |
500 |
|
2.0 |
150 |
200 |
300 |
400 |
400 |
|
2.5 |
120 |
160 |
240 |
320 |
250 |