
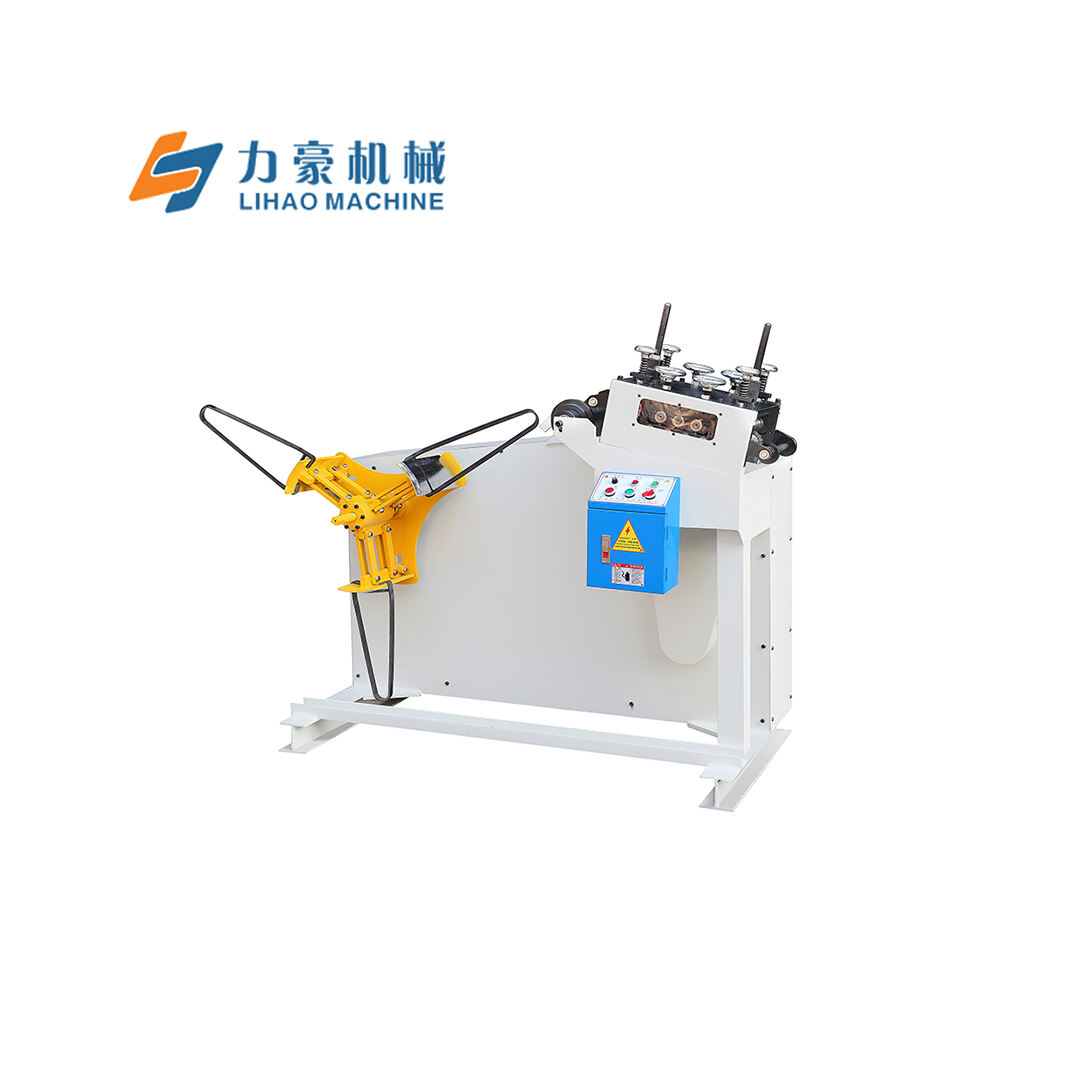

Novi GO Serija Ravnač s otpakivačem 2 u 1 Metalni otpakivač sa sustavom za ploču debljinom: 0.4mm~2.5mm
Dijeljenje
Uređaj za otpinjanje/izravnavanje
uštedite prostor
Visoka preciznost
Opis proizvoda
Raspakivač i Ravnača
Značajke:
1. Kombiniranje odmotivača i ravnača u jednu jedinicu maksimizira korištenje prostora tvornice.
2. Odmotivač ima dizajn sa izbjegnutim nosačem, a komponente okvira su precizno izrezane laserom za visoku preciznost i odličnu međusobnu zamjenu opreme.
3. Ravnač koristi paralelni dizajn valjaka s četveroznačnim mikropodizgajanjem za precizno ravnjanje, idealan za obradu proizvoda s visokom preciznošću. Četiri neovisne prilagodbe tlaka na ishrbne točke sprečavaju odstupanje materijala.
4. Za ravnačke valjke se koristi čvrsto olovno čeliko, elektroplirano za povećanu trajnost s površinskom tvrdoćom preko HRC58.
5. Sve dijelove proizvode se pomoću NC i CNC obrade, osiguravajući visoku međusobnu zamjenu.
6. Oprema se montira pomoću modularnih struktura, što olakšava montažu i zamjenu dijelova općim tehničkim radnicima, time značajno smanjujući troškove održavanja.


·Glava za ravnanje
1. Glava stroja koristi paralelni rolarski dizajn s ukupno 7 ravnanjskih rolara (3 na vrhu i 4 na dnu).
2. Koristi se četveroznačna mikropodloga, što ga čini još prilagodljivijim za obradu visokopreciznih proizvoda. Četveroznačna nezavisna pritisak regulacija se koristi za učitavanje i ispuštanje, učinkovito sprečavajući pomak materijala i deformaciju.
3. Rolovi za podršku materijalu koriste pasivne galvanizirane role, cjelovito oblikovane za trajnost. Površina je otporna na šare i oštećenja, a posjeduju mehaničke lopte za fleksibilnu i dugotrajnu rotaciju.
4. Koriste se željezne ručice, s elektroplaciranim tretmanom površine, predstavljajući najtrađi tip ručice.
5. Zaštitne pokrića su instalirana na oba strana prenosnog dijela za zaštitu, opremljena su prozorima za olakšano promatranje.
·Valčić za ispravljaju
1. Ravnačke valjci su napravljeni od čvrste osovine iz osovine, podliježu proizvoljnoj galvanizaciji nakon srednjofrekvencijskog grejanja, s površinskom tvrdoćom koja nije niža od HRC58, što osigurava trajnost materijala.
2. GCr15 kuglasta osovina je forgeana, podliježi preliminarnoj obradi (sferoidnoj anealing), zatim torno, freziranju, srednjofrekvencijskoj obradi, hrubom šljunku za hladnu stabilizaciju, preciznom šljunku i na kraju galvanizaciji. To maksimizira preciznost, koncentricnost, glatkost površine i tvrdoću, štedeći život vremena ravnačkih valjeva.
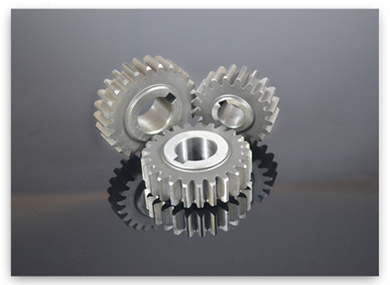

·Pogonski čembenik
Proces proizvodnje zupčanika uključuje sljedeće faze: grubo šarenje zupčanika, obrada površine zupčanika, toplinsko tretiranje i završno oblikovanje površine zupčanika. Grubo šarenje zupčanika, glavno koristeći forgeiranje, uključuje normalizacijsko tretiranje kako bi se poboljšala njegova obradivost za šarenje. Prema crtežima dizajna zupčanika, zupčanik prolazi kroz grubu obradu, a zatim i polurubne postupke poput tornođelatstva, valjenja i umetanja zuba kako bi se postigla osnovna formacija zupčanika. Nakon toga primjenjuje se toplinsko tretiranje kako bi se poboljšale mehaničke svojstva. U skladu s specifikacijama dizajna, posljednja faza uključuje preciznu obradu i savršenje standarda zupčanika i profila zuba. Putem ovih procesa, naši zupčanici postižu ocjenu 6. razreda, prikazujući visoku otpornost na iznosenje, visoku jačinu i produženi životni vijek.
·Dio okvira
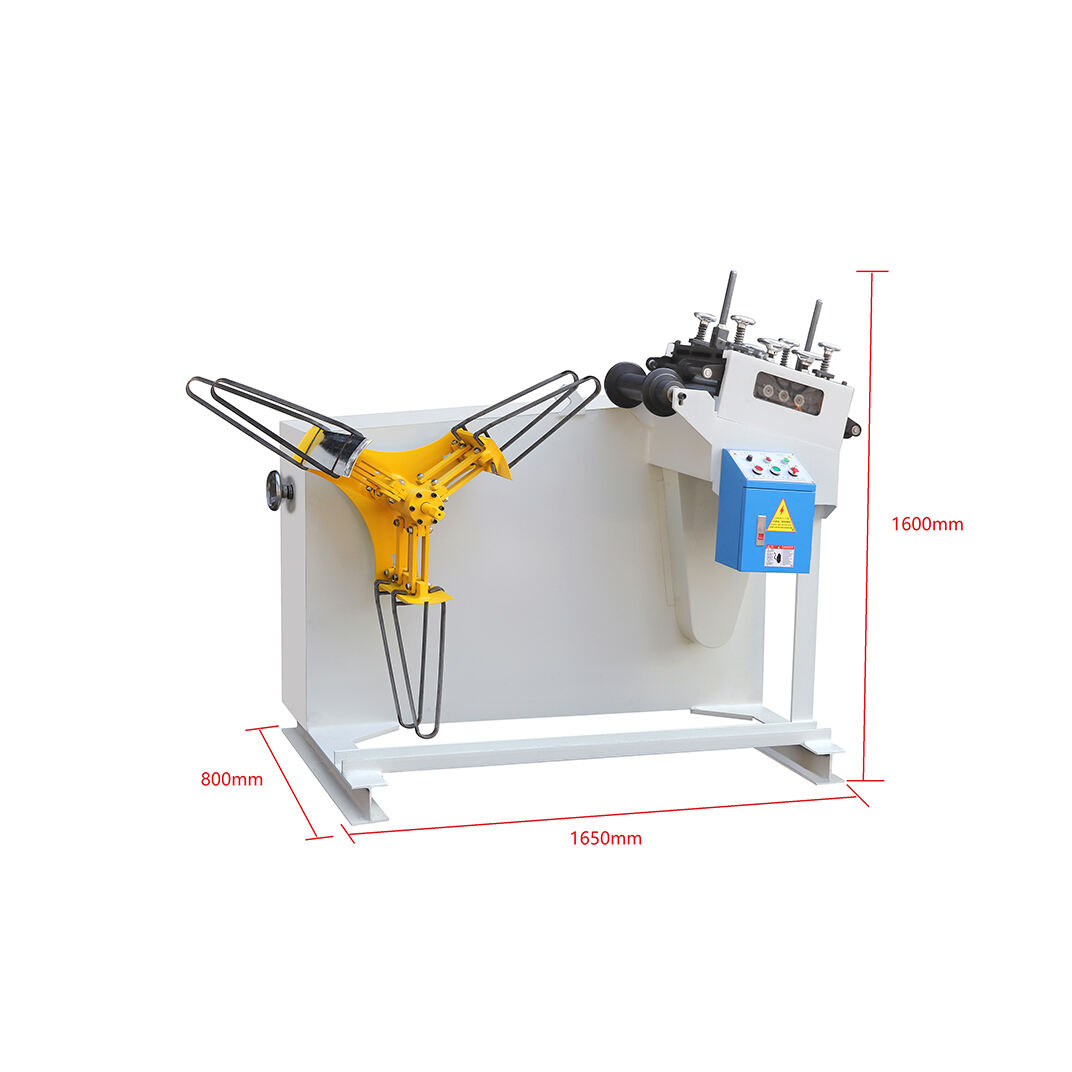
1. Oprema koristi kombinirani cjeloviti dizajn materijalnog stoga i ravnača, što povećava iskorištavanje prostora na lokaciji.
2. Stojalo za materijal je dizajnirano s vijenom nosačem, a sve okvirske ploče su izrezane pomoću laser plazmene rezanja, što osigurava visoku preciznost i odličnu međusobnu zamjenu opreme.
3. Sve komponente se obrade pomoću brojevne kontrole (NC) i računalne brojevne kontrole (CNC) procesa, što osigurava dobru međusobnu zamjenu.
4. Ukupni dizajn koristi montažnu strukturu, što omogućuje montažu i zamjenu dijelova opreme od strane općih tehničkih radnika, olakšavajući brzu i praktičnu održavanje, time značajno smanjujući troškove održavanja.


·Kutija električne uprave
1. Koristeći srebrne aluminijanske releje, cijele bakarne spirale, ognjeno-oporne sigurnosne baze, osigurava se dugotrajna trajnost.
2. Korištenje sigurnosno zaštićenih prilagođivih relaja s kružnim kašnjenjem s srebrnim kontaktima, više stupnjeva diska, zadovoljava različite raspon kašnjenja.
3. Prekidnici koriste klizne kontakte s samociscenjem, posjedujući odvojeno izolirane strukture za obično otvorene i obično zatvorene kontakte, sposobne raditi s suprotnim polovima, opremljene protuokretalnim pozicioniranjem i protupropadnim montažnim podcrteljima.
4. Koriste se samoponovljaće gumbice s laganim radom, umjereno dugim putem i modularno strukturiranim kontaktima koji koriste ketonske složene materijale, prikazujući jaku električnu provodljivost, sposobne nositi velike struje, s životnim vremenom do 1 milijuna ciklusa.
·Energetska jedinica
1. Koristi se reduktor škrinjskog tipa 80, koristeći pretvarač brzine zuba da smanji okretinu motora na željeni nivo i dobije mehanizam s većim momentom.
2. Koristi se vertikalni motor s niskim vibracijama i bučevitosti, sa statornim dijelom napravljenim od čistih bakarnih spirala, s životnim vremenom deset puta dužim od običnih spirala, opremljen krugovima na oba kraja, što rezultira niskim trenjem i temperaturom.
|
Model |
GO-200 |
GO-300 |
GO-400 |
|
Širina |
200mm |
300mm |
400mm |
|
Debljina |
0.4~2.5mm |
||
|
Unutarnji prečnik spirale |
450~530mm |
||
|
Vanjski prečnik spirale |
Smanjenje |
||
|
Opterećenje |
500kg |
800 kg |
1000KG |
|
Količina ravnačkih valjeva |
7kom(3 gore / 4 dolje) |
||
|
Tip proširenja |
Ručno proširivanje |
||
|
Brzina |
16m/min |
||
|
Prilagođavanje ravnača |
Četvorotak pomično prilagođavanje |
||
|
Tip indukcije |
Dodirni tip |
||
|
Držač |
ručni „A“ oblika stoj |
||
|
Motor |
1hp*4p |
2hp*4p |
2hp*4p |
Performanse ravnanja
|
Debljina \/ model |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |