



SNL Serija Precizne Ravnanje Mašine Prikladna za Metalne Liste, Opseg Debljine Materijala Od 0.1-0.6mm
Dijeljenje
Za neprekidno štampanje materijala različite debljine
Rad sa strojem za otpinjanje materijala za automatsku proizvodnju
Može se prilagoditi
Opis proizvoda
Značajka:
1. Ova serija ravnačkih strojeva je posebno dizajnirana od naše tvrtke za proizvodnju tankih materijala koji zahtijevaju visoku preciznost pri štampu. Poznato je da bez ravnjanja i uklanjanja napona nemoguće je proizvesti dobre proizvode, stoga performanse ravnačkog stroja igraju ključnu ulogu u proizvodnji.
2. Ravnački kotač i popravni pomoćni kotač ovog stroja su izrađeni od uvezenog SUJ2, toplinsko obradivan po HRC60°, otapan poslije galvanizacije tvrdim hromom, što osigurava jednoliko slojevi tvrdog hroma i toleranciju oblika svake ose.
3. Ova mašina koristi prilagodljivu ravnotežnu regulaciju s pomičnim četveroznačnim balansnim uređajem, opremljenim s manometrom, što omogućuje brzu lokaciju točke ravnoteže.
4. Svaki ispravni otok serije S je opremljen pomoćnim kotačem za ravnotežu kako bi se osiguralo da se tijekom proizvodnje neće savijati ili deformirati, što poboljšava ravnost kvalitete proizvoda.
5. Donji pomoćni valječak je fiksiran, što pojačava čvrstoću donjeg kotača i sprečava deformaciju pod tlakom.
6. Gornji pomoćni valječak je pomičnog tipa, što omogućuje dobivanje različitih tlaka prema potrebi, pojačavajući jačinu ravnoteže i životnost ravnotežnog kotača te poboljšava ravnost zahtjeva površine ploče.
7. Transmisija zupčanika koristi prisilnu cirkulaciju ulja za smračivanje, što smanjuje oštricanje zupčanika i omogućuje dugo vrijeme rada u visokotemperaturnim uvjetima.
8. Mehanizam prijenosa koristi neovisno sinhrono slanje za svaki ravnački valjka, smanjujući nakupljeni toleranci odstupa uzrokovane prijenosom zubaca i poboljšavajući zahtjeve po ravnosti ploče.
9. Dodavanje sustava smазivanja produžuje životnost stroja i omogućuje da stroj radi u stabilnom stanju dugo vrijeme.
10. Zbog različitih materijala, širine i debljine, nema jednolikog numeričkog referentnog podatka. Stoga se preporučuje uzeti malu sekciju materijala za probnu ispravku prije masovne proizvodnje, a nastaviti neprekinuto proizvodnju nakon postizanja željenog efekta.
11. Prijenos energije univerzalnim spojem, visokokvalitetni proizvodi aluminijevih i nerđajućih čelika ravnačkih strojeva.
Uvod:

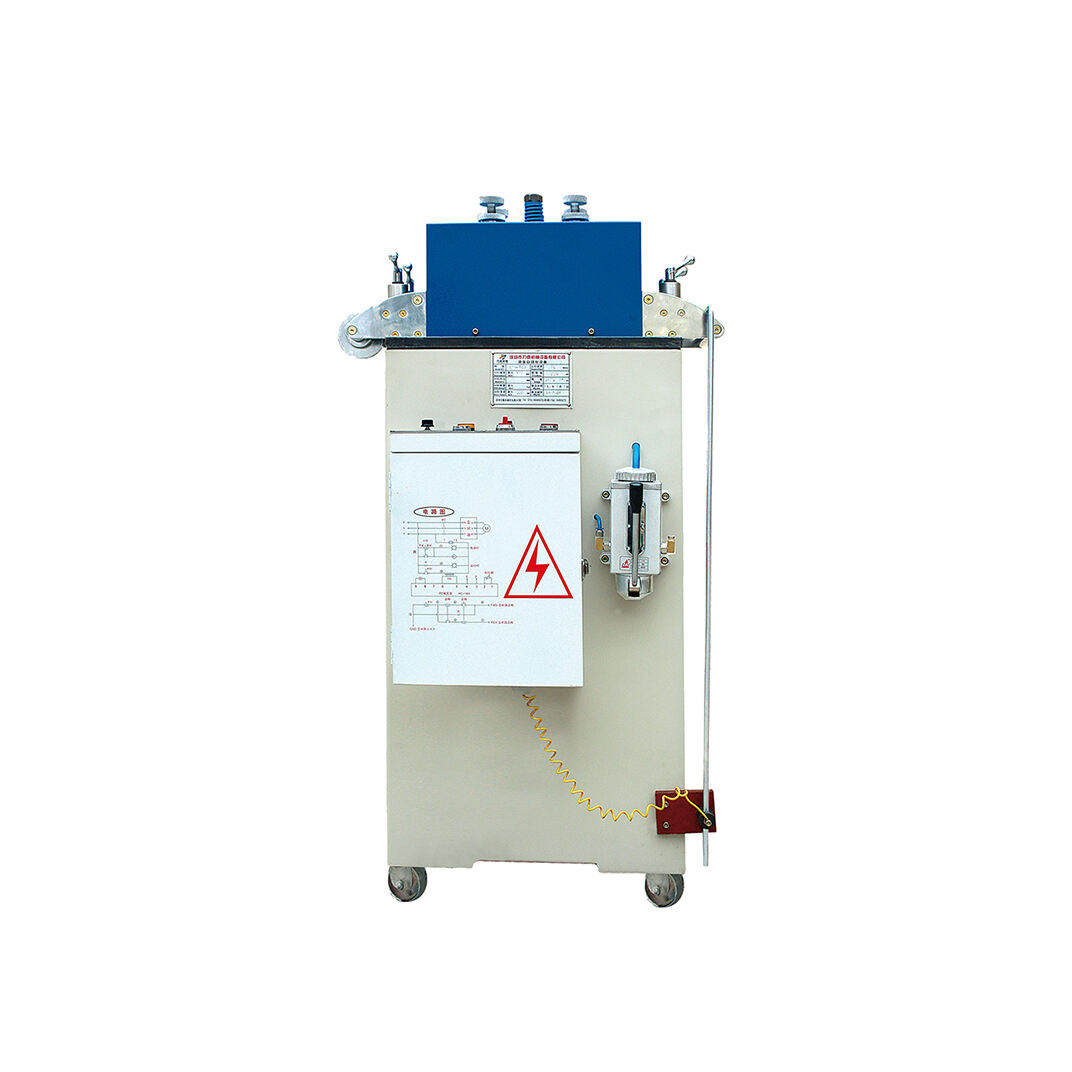
·Glava za ravnanje
1. Glava stroja ima dizajn paralelnih valjeva, ukupno 21 preciznih ispravnih valjaka, 10 na vrhu i 11 na dnu.
2. Koristeći četverotočku明细 prilagodbu, bolje je prilagođeno obradi visoko preciznih proizvoda. Ulaz i izlaz koriste četverotočku neovisno prilagodljiv pritisak hranačkog kotača, učinkovito sprečavajući odstupanje i deformaciju materijala.
3. Poduporno valjeće koriste neopremljene galvanizirane valjeće, oblikovane kao cjelina, s površinom koja je otporna na škrab i oštećenja. Korišteni su mehanički nosači za fleksibilnu i trajnu rotaciju.
4. Koriste se rukovati od litog željeza, tretirani elektroplaciranjem na površini, što predstavlja najtradicionalniji tip rukovati.
5. Instalirane su zaštite s obje strane transmisije za zaštitu, opremljene prozorima za lako promatranje.
·Valac ispravljivača
1. Ispravna valjeća su napravljena od čvrstog nosačkastog čelika, s frekvencijskim povećanim elektroplaciranjem koje osigurava površinsku tvrdoću od najmanje HRC58, osiguravajući trajnost materijala.
Koristi se otopina GCr15 u obliku valjka, koja prodje pretoplom (sferoidnim otpaljem), zatim tornošenjem, frezovanjem, obradom srednjim frekvencijama, ružno šlijedanjem hladnog stabiliziranja, preciznim šlijedanjem i na kraju elektroplavošću. To maksimizira preciznost, koncentricnost, glatkost i tvrdoću, što produžava radni život popravkih valjeva.

·Transmisija zupčanika
Proces obrade zupčanika uključuje sljedeće korake: obrada praznog zupčanika - obrada zubovito površine - toplinska obrada - šlijakanje zubovite površine. Praznina se uglavnom forge, podložena je izotermičnoj otpuštanju kako bi se poboljšala njena obradivost za režanje. Na osnovu crteža dizajna zupčanika vrši se ruđa obrada, zatim poluravanje, točenje, valjenje i zupčana štampa za postizanje osnovne formacije zupčanika. Nakon toga se provodi toplinska obrada kako bi se poboljšale mehaničke karakteristike. Na temelju zahtjeva crteža dizajna vrši se konačna precizna obrada, savršavajući standardizaciju i profile zupčanika. Putem ovih procesa naš zupčanik postiže razinu 6, prikazujući visoku otpornost na oštritianje, visoku jačinu i dug trajeće radno vrijeme.
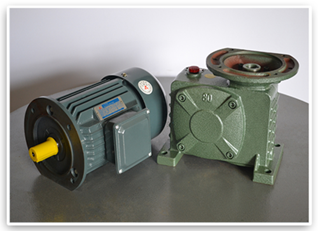
·Energetska sekcija
1. Koristimo vertikalni reduktor čvrstom štapiću modela 80, koristeći njegov zupčani promjeni brzine da smanji okretanja motorja na željenu razinu, time postižeći mehanizam s većim torkom.
2. Naš izbor je uspravni motor poznat po niskim razinama vibracije i buke. Njegova fiksna rotorska sekcija ima čistokovne spirale, što pruža životnu dobu deset puta dužu od običnih spirala. Nadalje, na oba kraja su montirane loptaste šipkave osovine, osiguravajući minimalno trenje i niže temperature.


·Kutija električne uprave
1. Upotreba srebrnog saveza relaja s čistokovnim spiralama i baze sigurnosti s vatroodupnim svojstvima za dugotrajnu trajnost.
2. Korištenje sigurnosno zaštićenih prilagođivih otpornih kašnjenjskih relaja s kontaktima od srebrnog saveza i više rasponskih kazaljki kako bi se ispunilo različite zahtjeve za kašnjenjem.
3. Prekidači imaju klizne kontakte s funkcijom samociscenja. Otvoreni i zatvoreni kontakti koriste odvojenu izolacijsku strukturu za dvopolaran rad, opremljeni su antirotacijskim pozicioniranjem i protupropustnim montažnim podcrteljima.
4. Korištenje samopovratnih ravnih gumbića s lakoćom i štedljivim pritiskom, umjerenim udarcima na tipku i modularnom kombinacijskom sustavom. Točke dodira koriste ketonske složene točke s jakom provedbom, sposobne nositi velike struje i ponosne životnim vremenom od do 1 milijuna ciklusa.
·Pokazivač sata, uljač
1. Ugradili smo ručni uljač za brzu dostavu ulja, olakšavajući rad. Njegove uvezeni pečati za ulje osiguravaju minimalnu riziku promaka, dok uvezeni pruzine efektivno otpiraju deformaciji i starenju.
2. Naš sustav uključuje ocelani pokazivač s preciznim obradom, spojen s prašinskim staklenim poklopcem i unutarnjim bakernim skupinama. Bakarna pomicanja osiguravaju stabilnost u strukturi i precizno mjerenje.
Parametar:
| Model | SNL-100 | SNL-200 | SNL-300 |
| Maks. širina (mm) | 100 | 200 | 300 |
| Debljina mm | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Brzina (m/min) | 15 | 15 | 15 |
| Motor (KS) | 0.5HP×4P | 1HP×4P | 1HP×4P |
| Promjer valjka ravnanja (mm) | Φ18 | Φ18 | Φ18 |
| Količina valjaka za ravnanje (Broj) | 10/11 (Gornji/Donji) | 10/11(Gore/Dolje) | 10/11 (Gornji/Donji) |
| Dimenzije (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |