



SSP Serija S Tip Preciznog Metalnog Ravnanja: Ravnanje Metalnog Zavojnika Prikladno za Debljinu Materijala Od 0mm-1.6mm
Dijeljenje
Za neprekidno štampanje materijala različite debljine
Rad sa strojem za otpinjanje materijala za automatsku proizvodnju
Može se prilagoditi
Opis proizvoda
Značajka:
1. S-tip visoke brzine podavno i ravnača je neophodan uređaj za postizanje sinhronog podavanja s štamparskom strojem. Brzinu podavanja kontrolira preko frekvencijskog pretvarača. Materijal ulazi u štamparski stroj kroz buferni prstenasti kanal. Operaciju podavanja kontroliraju fotoelektrični prekidaci za zaustavljanje, pokretanje, ubrzavanje ili usporavanje, osiguravajući sinhronost s štamparskim strojem.
2. Ova serija ravnanjačkih strojeva predstavlja nadograđenu verziju S-serije ravnanjačkih strojeva naše tvrtke, posebno dizajniranu za precizno štampanje tankih čelikastih proizvoda. Poznato je da nije moguće proizvesti visokokvalitne proizvode bez ravnjanja i smanjenja napona. Stoga, performanse ravnanjačkog stroja igraju ključnu ulogu u proizvodnji.
3. Ravnačke valjke izrađeni su pomoću uvezenog materijala SUJ2, toplinsko obradivani do HRC60, otapani nakon galvanizacije tvrdom hromom kako bi se osigurala jednolika sloja tvrdog hroma i tolerancije oblika za svaki valjak.
4. Prilagodba ravnanja ovog stroja koristi uređaj za plutošavu balansu s četiri točke, što omogućuje brzu identifikaciju točaka za ravnanje.
5. Cijeli stroj koristi visoko precizne osovine kako bi se produžio njegov životni vijek.
6. Zbog varijacija u materijalu, širini i debljini, ne postoji univerzalna numerička referenca. Stoga se preporučuje da se prvo isprobaju malo dijelovi materijala prije neprekinutog proizvodnja jednom što se željeni efekt postigne.
7. Transmisija zubasti grupe ove mašine je smještena izvan tijela mašine kako bi olakšala uljezanje, osiguravajući sigurnost operatera i pružajući učinkovitu zaštitu.
Uvod:
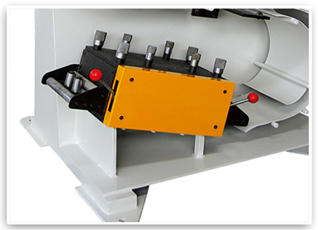

·Ravnačka glava
1. Glava mašine je dizajnirana s paralelnim valcovima, sa ukupno 15 preciznim ispravnim valcima, 7 na vrhu i 8 na dnu.
2. Korištenjem četveroznačne mikropodizge, čini je još prilagodljivijom za obradu visokopreciznih proizvoda. Ulaz i izlaz koriste četveroznačno neovisno pritisak-prikladivog kotačnog tlaka, učinkovito sprečavajući odstupanja materijala i deformaciju.
3. Nosne valjke koriste neenergetizirane oksidirane valjke, oblikovane kao jedinstvena jedinica, s površinom koja je otporna na škrab i oštrice. Korišteni su mehanički nosači za fleksibilnu i trajnu rotaciju.
4. Koriste se rukuće od litog čelika, obradjene elektroplatingom na površini, što predstavlja najtrađi tip rukuća.
5. Instalirane su zaštite s obje strane transmisije za zaštitu, opremljene prozorima za lako promatranje.
·Ravnačke točkove
1. Ispravne valjci su napravljeni od čvrstog osovinog čelika, podvrgnuti zagađenju nakon obrade srednjim frekvencijama, osiguravajući površinsku tvrdoću od najmanje HRC58 kako bi se osigurala trajnost materijala.
Koristi se otopina GCr15 u obliku valjka, koja prodje pretpljuvackom obradom (sferoidiziranjem) te zatim tornoškom obradom, frezovanjem, obradom srednjim frekvencijama, ruževanjem za hladnu stabilizaciju, preciznim ruževanjem i na kraju elektroplavošću. Tako se maksimiziraju preciznost, koncentricnost, glatkost i tvrdoca, čime se produžava životni vijek popravkih valjeva.


·Pogonski čembenik
Proces proizvodnje prevodnica uključuje nekoliko faza: ruđenje prevodnica, obradu zubarnog površina, toplinsko tretiranje i završnu obradu zubarnog površina. Ruđenje uglavnom koristi štampovanja, koja se normaliziraju kako bi se poboljšala obradivost i olakšalo rezanje. Prema specifikacijama dizajna prevodnice, izvršava se ruđa obrada, zatim polu-završna, vrteženje, valčenje i oblikovanje prevodnice kako bi se postigla osnovna oblika prevodnice. Nakon toga primjenjuje se toplinsko tretiranje kako bi se poboljšale mehaničke osobine. Prema zahtjevima dizajna, izvršava se konačna završna obrada, uključujući rafiniranje referentnih točaka i profilova zuba. Putem ovih procesa, naše prevodnice postižu razinu 6, uz visoku otpornost na oštrće, jačinu i dugovječnost.
·Energetska sekcija
1. Upotreba vertikalnog reduktora sa štapastim zubčanikom tipa 80, koji koristi pretvorbu brzine zubčanika da smanji okretinu motora (motora) na željeni nivo, time postiže se povećanje momenta u mehanizmu.
2. Koristi vertikalni motor poznat po minimalnom tresku i razini buke. Fiksna rotorska sekcija ima čisto bakrene spirale, što nudi životnu dobu deset puta dužu od standardnih spirala. Na oba kraja su montirani loptasti šišmi za smanjenje trenja i održavanje nize temperature.

·Kontrolna električna kutija
1. Koristi relajs iz srebrne legure sa sve-bakrenim spirama i bezbednosnim bazama s retardantom plamena za dugotrajnu trajanost.
2. Primjenjuje sigurnosne opoznaje u krug sa zakašnjavanjem koji imaju kontakte od srebrne legure i više stupnjeva za reguliranje za prilagodbu različitim rasponima zakašnjavanja.
3. Uvozi prekide s kliznim kontaktima, koji nude samociscuću funkciju. Obje normalno otvorene i normalno zatvorene kontakte imaju odvojenu izolacijsku strukturu, što omogućuje rad na različitim polovima. Također su opremljeni protuprotjeranim pozicioniranjem i gumbicima za sprečavanje otpuštanja.
4. Uključuje samoponovljive ravne tipke s laganim pritiskom i umjerenim putem pritiska. Točke dodira koriste ketonski bazirani složeni materijal, koji pruža visoku provedivost i može nositi velike struje s životnim vremenom od do 1 milijuna ciklusa.
Parametar:
| Model | SSP-150 | SSP-200 | SSP-300 | SSP-400 |
| Maksimalna širina (mm) | 150 | 200 | 300 | 400 |
| Zrakoplovna površina | 0-1.6 | 0-1.6 | 0-1.6 | 0-1.6 |
| Brzina(m/min) | 60 | 60 | 60 | 60 |
| Motor (Hp) | 2HP | 3HP | 3HP | 5HP |
| Način prilagođavanja brzine | Φ24 | Φ24 | Φ24 | Φ24 |
| Dimenzije (mm) | 1060*1070*1320 | 1060*1120*1320 | 1060*1370*1320 | 1060*1470*1320 |