

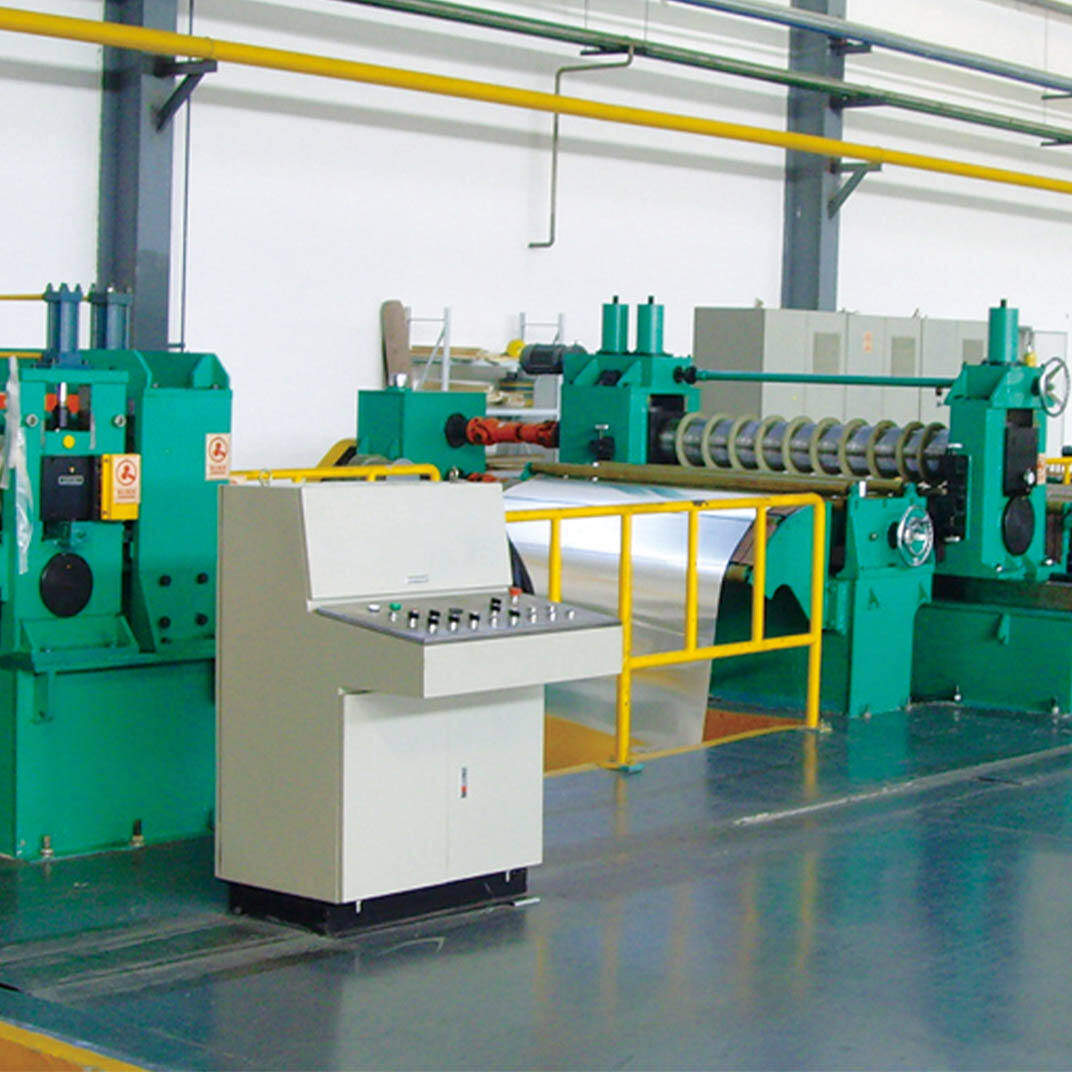

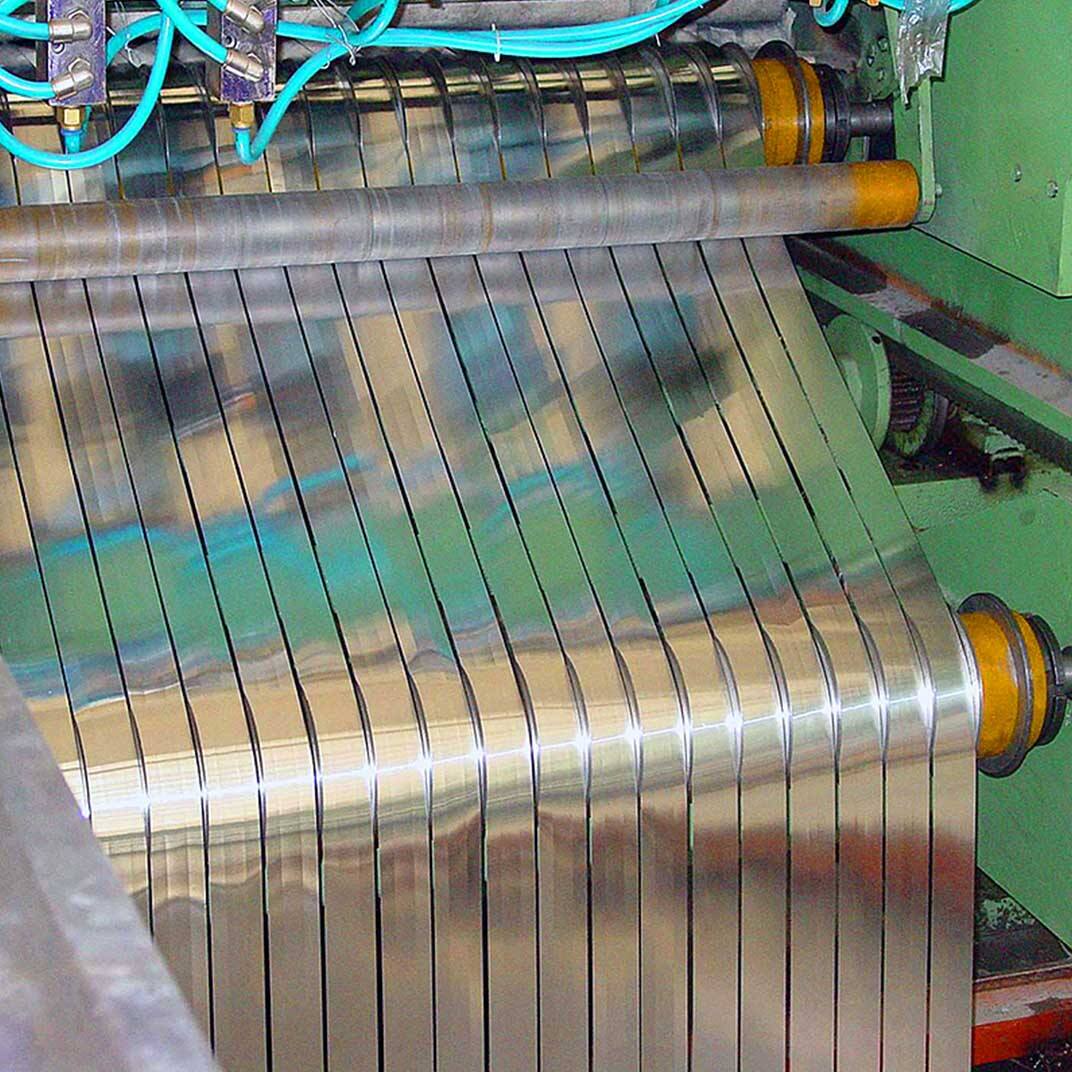



Автоматтандырылған жібектеу машинасы, жібектеу нождарын пайдаланып өрістерді дәлдікпен кеседі
- 1. Біздің slitting линиясы әртүрлі спецификацияларға ие coilдерді тиімді түрде өңдееді, uncoiling-дан slittingке және recoilingге өту арқылы, қажетті ені бойыншаcoilдерді өндіреді.
- 2. Ол cold rolled steel, hot rolled steel, stainless steel, galvanized steel, aluminum, silicon steel, colored steel немесе painted steel сияқты әртүрлі metal coilдерді өңдеу үшін көптеген.
- 3. Металл табаны өңдеу санатында кеңірек қолданылатын, біздің жарық сызығымыз автокөбейтуде, контейнер өнімдерін өнімдеуде, үй құжаттарын құруда, пакеттеу, салмақ материалдарында және басқаларда қолданылады.
Өнімнің сипаттамасы
Құрал туралы мәлімет
(Жарық машинасының параметрлері қолданушының талаптарына сәйкес жасала алады)
ЖІБЕКKE БӨЛУ МАШИНАСЫ
1. Машина денесі құрылымы: Бірлікте зейтінгілікке шеккен және стресс алып тастады. Үш 30мм қалың үлкен төменгі плита бар, стабильдікке қосымша.
2. Сығындық тіркелу дизайні: Сығындық материалдарды қосу үшін ашу порттары бар машина корпусы дизайны; мотор мен жібектеу негізгі фреймдері бөлінген, универсал салмақтар арқылы байланыстырылған.
3. Вал дизайны: Табан валы қауіпсіз; элдеме шейігер механизмі вальдің жоғары бөлігін іске асыратады. Қозғалыстағы аркасы линейка слайдерлеріне орнатылған, құралды ауыстыру үшін әрекет ету үшін.
4. Вал материалдары және behandlings: Төменгі және жоғары валдар 42CrMn көтеріншілерінен жасалған, күшірме behandlings қолданылады, поверхность күшірме HRC52-57. Вал диаметрі Φ120mm (+0 немесе -0.03mm), 1300mm әрекеттік ұзындығы.
5. Күйірлеу системасы: AC 7.5Kw тезін өзгертетін frequency motor төменгі валды күйірлейді, 0-120 об/мин тезін өзгерту мүмкін. Жоғары вал шарнирлі күйірлеу арқылы күйірленеді.
6. Төменгі вал биіктігі: 800mm.
7. Вал дәлдігі:
- Вал концентричность: (сол, орта, оң) үш индикатормен өлшенеді, ±0.01mm толықтық (төменгі вал негізгі, жоғары вал әртүрлі).
- Вал параллельдігі: Сол және оң тақырыптар симметриялы үстінде жоғары және төменгі бıрттың қуаттық шкалалары арқылы қосылды. Негізгі фокустық нұсқау - жоғары валды 0,01 мм-ге дейінгі қате арқылы қосу.
- Вал жақтарының параллельдігі: Индикаторлар арқылы өлшеу арқылы валдың бастапқы позициясы қанағаттандырылады, ±0,005 мм-ге дейінгі қате.
8. Бıрттар: Қасиетті қалаймыз материалды пайдалануды ұсынады, күштілігі HRA90-95-ке жетеді. Бıрттар мен ара бос мекендердің оптималды комбинациясы резгі жобалау спецификацияларына сәйкес келеді. (Бıрттар және ара бос мекендер құралдарда енгізілмейді; мүшелердің талаптарына сәйкес топтастыруға қатысты.)
Шыңдарды қайта жинайтын аппарат
1. Қозғалтқыш системасы: Торку моторы Шунда брендінен (тәсір моторы) қолданылады, бұл стабилті жинайту процесін қамтамасыз етеді.
2. Жіберу құралы: Мотор және частота конвертері арқылы жіберу құралы қойымдар материалының тезілген үлестірілуін қамтамасыз етеді, шың материалдарының әмиянды жинайтуын қамтамасыз етеді.
3. Клетка барабаны: Қызықты және тез уақытта шығару процесін қолдау үшін клетка барабаны дизайнланған.
4. Кіру және шығу мосты: Мотор бойынша көздеу және шығу мосттары.
5. Мосттың қатынасы: Носкелікке дейінгілікті арттырып, жоюын салыстырмай, 8 мм қалынлықтың тұрақты стаған жасылдықтармен қамтитылған.
6. Роллердің валдың дизайны: Носкелікке дейінгілікті және қызмет кезін арттыру мақсатында үлкен твердікпен роллердің валдары қолданылады, олар тікелей негізделген гальванайтылған.
Мазмұны
1. Жақсы реттелген құрылғы, толық автоматика және бесік емес қызметкерлік, производительность, дәлдік және сапа, біздің жібектестіру сызығымыз қалыптастырушы қабілеттер мен пайдалы басқару арқылы қалыптастырушы іс-әрекеттерге болады.
2. Қалыптастырушы сызығымыздың Мицубиси PLC басқару жүйесі арқылы дәлдікпен басқаруға мүмкіндік береді.
3. Дескілдену және қайта сәулелендіру дәлдігін арттыру үшін несие CPC & EPC жүйелері пайдалануға болады, бұл әртүрлі талаптарға сайлауға мүмкіндік береді.
4. Иштей қысқарту жолымыздың гидравликалық системамен, күшті құрылғысымен және рационалды орналасуымен, оның істей алуы және пайдалануы ынтымақты болады, операцияларда қалыптылық пен стабильдік тағамдайды.
Ⅱ .Басты бөліктер
1. Спиралдық арбас
2. Дерлік шығарушы
3. Суретке шетелту құрылғысы, Өзгерткіш және Жоба машинасы
4. Циклдік буфер
5. Қабырғалық қосымша
6. Иштей қысқарту машинасы
7. Екі жағындағы отбасы спиралдары
8. Циклдік буфер
9. Ажырату құрылғысы және басықтыру апаратурасы
10. Жинақтаушы
11. Жинақтаушы үшін шыңдау машинасы
12. Гидравликалық жүйе
13. Пневматикалық жүйе
14. Электрлық басқару жүйесі
Ⅲ .Техникалық процестер
Жинішке арналған қозғалыс → жиністі ашу → сыйлау, тізету және жиністің басын кесу → луппер → көбейту → бөлу → қабырғалық отбивка → луппер → материалды алдын ала бөлу, шоғырлану → жиніске алатын қозғалыс → жиністі алушы қозғалысы
Ⅴ.Параметр
| Модель |
Ені (мм) |
Қалыңдығы (мм) |
Катушка салмағы (тонна) |
Жалу жолдары |
Кесу жылдамдығы (м/мин) |
Қоңырау ауданы (м) |
| LH-SL-1050 | 1000 | 0.2-3мм | 1-8 | 2-20 | 0-120 | 5×16 |
| LH-SL-1300 | 1250 | 0.2-3мм | 1-10 | 2-20 | 0-120 | 6×18 |
| LH-SL-1500 | 1450 | 0.2-3мм | 1-15 | 2-20 | 0-120 | 6×19 |
| LH-SL-1650 | 1600 | 0.2-3мм | 1-15 | 2-20 | 0-120 | 8×20 |
ЕСКЕ СИЛСЕ: Аппарат құрылғысы клиенттің аралас талаптарына сәйкес дизайн болуы мүмкін, жоғарыдағы деректер тек саналы үшін берілген.