SPS Серия Точтамас Жіп Тазарту Машыны: 0.2mm - 1.5mm Аралығындагы Материал Қалыптық Толықтыру Қызметтері
Пайлау
Фарстамалы материал үшін сапарлы дыбыс қолдану үшін
Автоматтық шығындар үшін рулондық машина бірге жұмыс істейді
Тапсырыс бойынша жасалуы мүмкін
Өнімнің сипаттамасы
Ерекшелік:
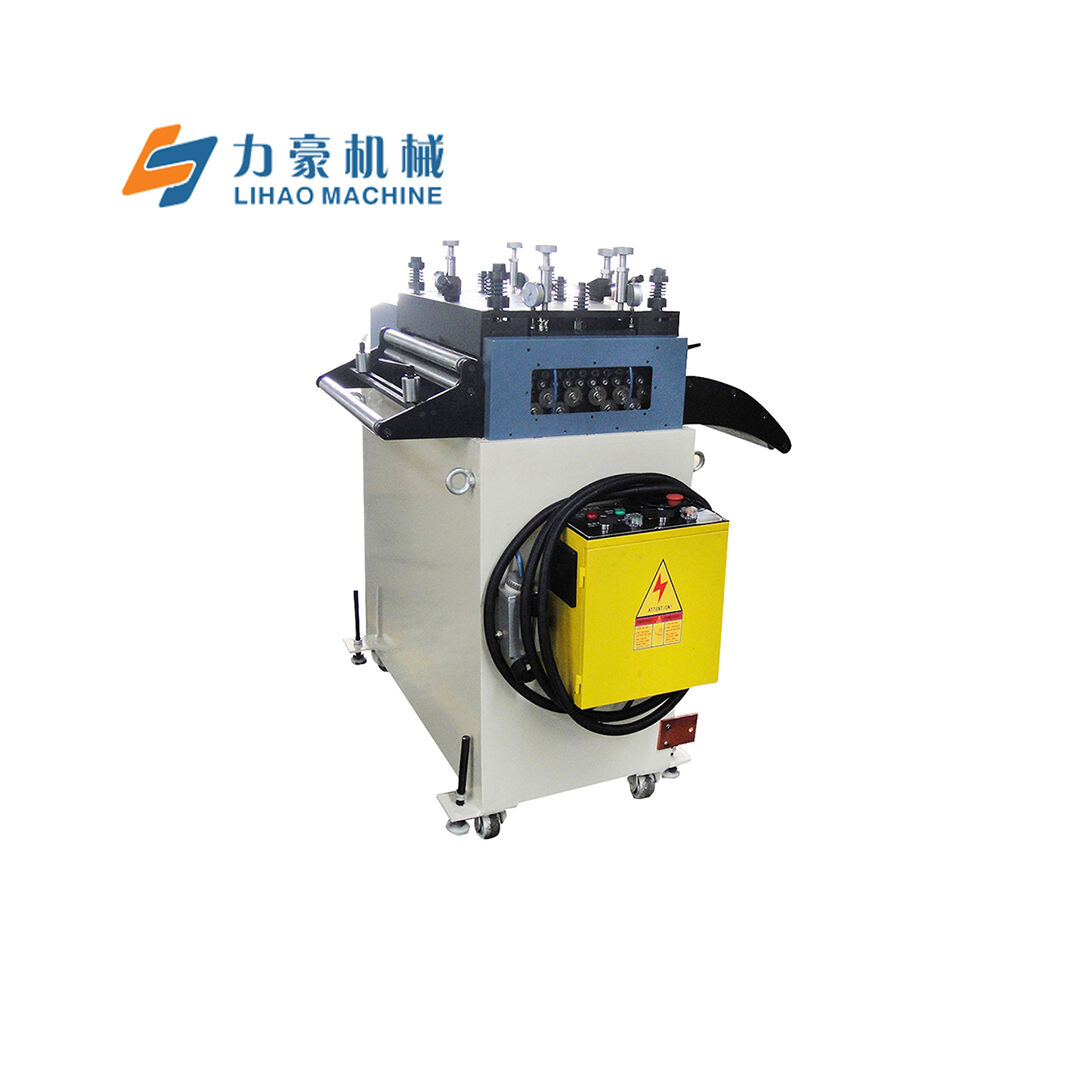
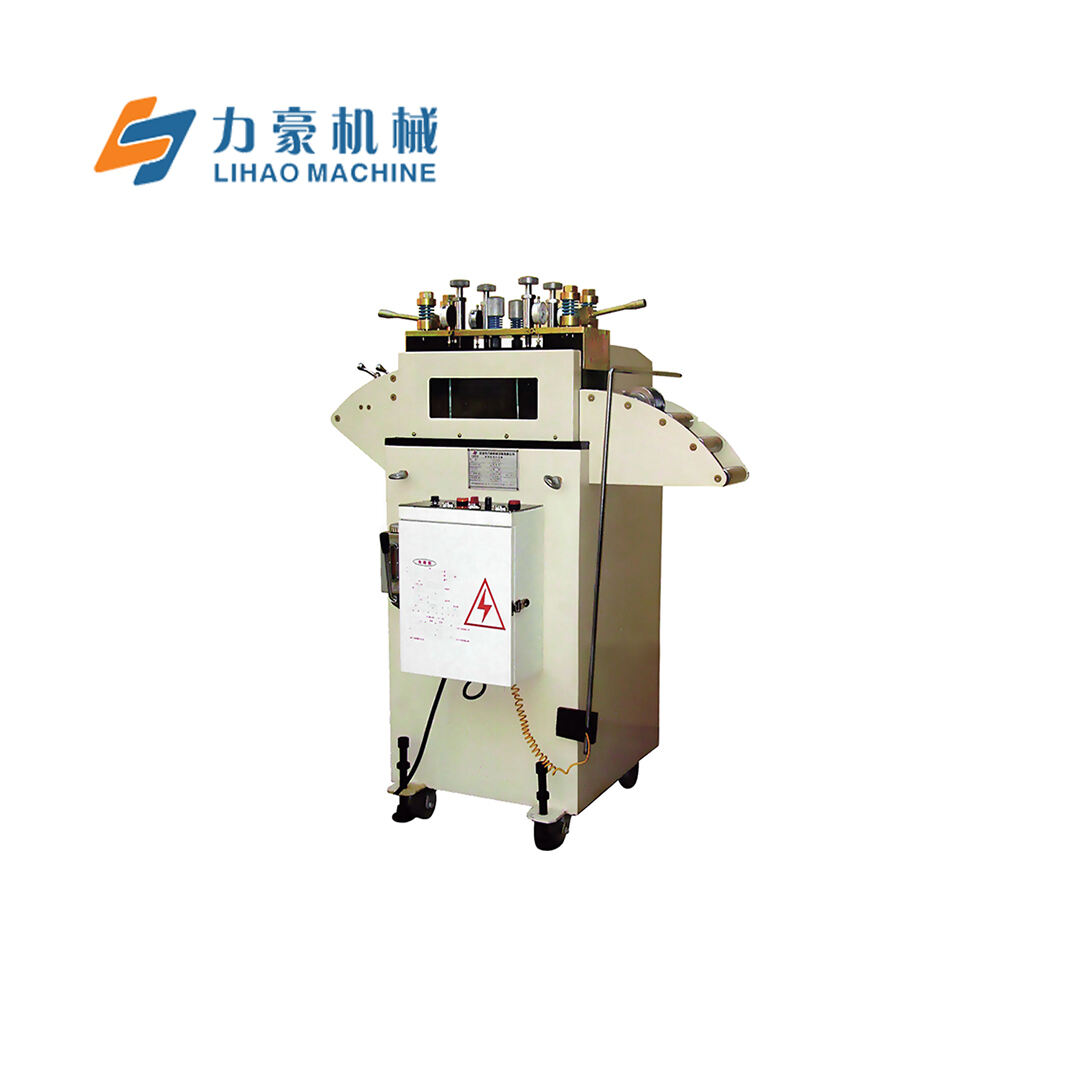
1. Бұл тірімдік машиналар сериясы біздергің компаниясы қалыптықтығы жоғары сыйымды өнімдерді шығару үшін дизайндегі болды. Ескертуге мүмкін, деформациясы жоқ болса, жоғары сапаға ие өнімдерді шығару мүмеміз емес. Сондықтан, тірімдік машинасының қызметі өнімдеу процесінде маңызды рөл атқарады.
2. Бұл машинаға кіреді leveling роллерлері мен коррекция қолдау роллерлері импорт SUJ2-ден жасалған, HRC60°-ға ыстық әсер етілген, әрбір вал үшін тең hard хром слой және формалық терпімділікке ие болу үшін hard хром покыркасынан кейін жіберілген.
3. Бұл машинаға деңгейлеу өзгертуі қолданылатын жылдам түрде деңгейленетін негізгі үш нүкте арқылы орындалады, сондықтан шкала бойынша деңгейлеу нүктелерін шығару мүмкін.
4. Бұл машина әртүрлі көйлектердің тікке қоялуы қажеттілігі бар өнімдерге қол жетімді қызмет көрсететін универсалдық қосыр және үш құпиялықтың барлық трансмиссиясын қолданады.
5. Тікке қоялушы роликтерге қосымша рөліктер қосылады, материалға басылу ғимаратын қолдану арқылы дәлдікті арттырады.
6. Бүкіл машина өндірістік әсер ететін қызметкерлер мен жаһандық өнімдердің өмірін арттыру үшін жоғары дәлдікте қызмет ететін әсер ететін қызметкерлермен және жаңартылған смазочная система қолданылады.
7. S сериясының тікке қоялушы машинасының әрбір коррекция роликасы деңгейлеу қол жетімділігін қамтамасыз ететін роликарлармен толықтырылады, сондықтан өнімдердің плоскостік дәлдігі қалыптастырылады.
8. Жоғарғы және төменгі қолдау роликары тікелей тікелей қамтамасыз етілген, роликарының жинактылығын арттырады және стресс пайда болған кезде деформациядан қорғайды.
9. Үшкішілікті передача механизмі әрбір деңгейдегі роллерді синхронды түсіретін, бір жұп шаршы передачасының нәтижесінде пайда болатын қадамдық толеранс кеңістігін азайтады және лист материалдың түзектілігінің қажетті бағасын жоғарылатады.
10. Материал, ені және қалыптылығы түрлі болғандықтан, бірдей саналық мәліметтерге ізделмейді. Сондықтан, үзіліссіз өндіру басталуы алдында, қажетті нәтиже алғаннан кейін, материалдың кіші бөлігін тез ыстықтау керек.
11. Қолданбалы ең көп жағдайдағы дәлдік тез ыстықтау машинасы.
Кіріспе:
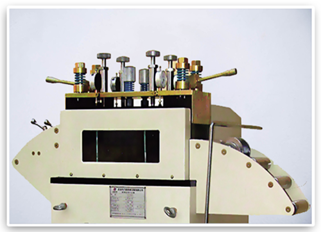

·Түзету басы
1. Машина басы параллель роллер дизайнін қолданады, жалпы 19 дәлдік коррекция роллері бар, қашықтағы 9 және төменгі 10.
2. Төрт нүкте арқылы жетілдірілген қате тазарту пайдаланудың, зейтін әртүрлі өнімдерді өңдеуге деген қосымша сапасы бар. Кіру және шығу үшін төрт нүкте арқылы басыну өзгерту қабілеті бар корма колесіның басын қолданады, материалдың сапасынан және деформациясынан қорғайды.
3. Материалдық қолдау роллерлері жұмсақталмаған галванайтын роллерлерін пайдаланады, барлығы бір нәтижеге сейкелденген, өзенге және иріңге керсе ауыстырылатын бетпен. Қозғалысқа және уақытқа дайын айналу үшін механикалық бейнесі пайдаланылады.
4. Жүзекті қырғыздықтар қолданылады, бетін электрплакатпен өңделген, ең тstdarg түрінде қырғыздықтардың тарихи түрін қажет етеді.
5. Трансмиссия бөлігінің екі жағында қорғау үшін қорғау қаптары орнатылған, көрсету арқылы қол жетімділік беретін терезелермен тигізгенді.
·Тіккеу роллері
1. Тіктеу роллерлері қалыптастырылған бейне өзінен жасалған, орташа суретке қарағанда қалыптастырылған қалыптастыру процесінде қалыптастырылған. Бет твердігі HRC58-ден аспа астемір, материалдың ұзақ уақытқа дейінгі тұрақтылығын қамтамасыз етеді.
2. GCr15 шығармаулы қолбасы пайдаланылады, бұл өзгеше өңдеу (шарлықтық түптеу)ге қатыстырады, содан кейін айналдыру, жұрттау, орта частоталық өңдеу, жылдамдықпен табандау үшін алғашқы және соңғы жағдайда қиысу, дәлелдеу және соңында электролиттік қорыптау орын алады. Бұл жалпы процестік әдіс дәлдік, центрировка, жылтырлық және керуін арттырады, сондықтан қызмет ету уақыты ұзағайды. тікке алатын жолаушылар.


·Трансмиссия жолдары
Шестернелік өңдеу процесі мына адымдарды қамтитын: шестернелік болашақты өңдеу - дыбыстардың бетін өңдеу - жылықтыру - дыбыстар бетін сүйеу. Болашақ негізінен көтерілген, оның қиямтталғандағы өңдеуді жақсарту үшін тұрақтылық пайда ету мақсатында анналынуға табысады; шестернелік дизайн суреттеріне сәйкес, алдымен жалпы өңдеу жасалады, соңында жарты өңдеу, айналу, жинау және шестернелік қиылу арқылы негізгі шестернелік формасы пайда болады. Содан кейін механикалық қасиеттерді жақсарту үшін жылықтыру жасалады. Дизайн суреттерінің талаптарына сәйкес, соңғы дәлдікпен өңдеу жасалады, стандарттар мен шестернелік профилдер тезіледі. Бұл процестер арқылы біздің шестернелік 6-шы деңгейге жетеді, ұзақ қызмет кезінде ығысуға қарсы ығымды, жоғары күшке ие және ұзақ қызмет кезі бар.
·Қуат бөлігі
1. 80-модельді шаршыланған шаршық шестернелік редукторды қолдану, шестернелік тіршіліктің жылдамдығын мотордың айналуын қажетті деңгейге төмендету үшін қолдану, сондай-ақ торқты арттыру үшін механизм құрастырылады.
2. Жылдамдық және шуы төмендегі вертикаль мотор қолданылады. Стационар ротор бөлігіндегі қарындаш кабелден жасалған, оның өмірбаптары стандартты кабелдерден он есе узун. Екі жағында шар бейнесі орнатылған, сондықтан трение мен температура азайтын.


·Электрік қосымша жәшік
1. Барлық кабелдері қарындаш пен жинақталған серебр алLOY релелер қолданылады, қысқа жұмыс істейтін қорғаныстық үлгілерде сақталады, ұзақ өмірбаптық қамтиды.
2. Қорғаныстық заң берушілердің қуандық релелері серебр alloy контакттерімен және көптеген диапазондардың дials-імен қолданылады, бұл әртүрлі қуандық талаптарына сәйкес келеді.
3. Коммутаторлер self-тазартудың слайдер контактымен қолданылады. Нормалды жағылған және нормалды жағылмаған контакттер биполяр операция үшін жеке изоляция структурамен жасалған, anti-ауырту позициясымен және anti-жою маунтинг pads-мен тигізген.
Біз қызықты, жауапты басқандағы өзгерістермен, орташа клауіштер мен модульдік комбинациялық структураға ие плосқы әлдеңгейлерді қолданамыз. Контакт нүктелері құricanes сипаттамалық нүктелерін пайдаланады, олар үлкен токтарды қабылдай алады және 1 миллион циклге дейінгі өмірбаптылықпен енгізілген.
·Қол жігіндік пен маслау шығарушы
1. Жылдам және қарапайым маслаушы помпа қолданылады. Импорттандырылған маслаушы шомылдары маслаушы шомылдықтан сақталады, ал импорттандырылған пружиналар деформациядан және əріптен қорғанады.
2. Дорыстық индикаторлар қолданылады, олардың қызметкерлік қызметі қызметкерлік қызметімен жасалған, қыруқтан қорғанатын стекло және ішкі қырылған бетте. Индикаторлардың қызметкерлік қызметі қызметкерлік қызметімен жасалған.
Параметр:
| Модель | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Жйлдік ені (мм) | 150 | 200 | 300 | 400 |
| Епіншілік (мм) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Темп (м/мин) | 16 | 16 | 16 | 16 |
| Мотор (ЛC) | 1ЛC×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Бастық бөлшегі (мм) | Φ24 | Φ24 | Φ24 | Φ24 |
| Бастық бөлшектер саны (таңбалақтар) | 9/10 (жоғары/төмен) | 9/10 (жоғары/төмен) | 9/10 (жоғары/төмен) | 9/10 (жоғары/төмен) |
| Дәлдік өрнек (мм) | Φ30 | Φ30 | Φ30 | Φ30 |
| Дәлдік саны (таңбалау) | 10/11(Жоғарғы/Төменгі) | 10/11(Жоғарғы/Төменгі) | 10/11(Жоғарғы/Төменгі) | 10/11(Жоғарғы/Төменгі) |
| Өлшем (м) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |