

STS Серия Екі Әдістік Калайту Металл Тіршілік Точтамас Тазарту Машыны: 0.4mm - 2.2mm Аралығындагы Материал Қалыптық Толықтыру Қызметтері
Өнімнің сипаттамасы
Ерекшелік:
1. Бұл түрлердің тазарту машиналары ұзақ қалын материалдан жасалған өнімдерге арналған және зейтінгі шабуылдарға сай. Мағанан білуіміз керек, жиндеуі тазартылмаған болса да стрессі алынбаса, жақсы өнімдер шығару мүмкін емес, сондықтан тазарту машинасының қызметтері өнімдеу процесінде маңызды рөл атқарады.
2. Материалдың бірнеше нүктелерде өзге кимыстық қисырлығы тиіс еді, осылайша берілген тіршіліктердің бір қатары ұзақ шектеулерге сәйкес келмейді. Lihao STS сериясы үлкен тіршілермен және кіші тіршілермен жоғары дәрежедегі шектеудің арнайы тұрғыдағы ұғымын пайдаланады, оның түрлі қатарлары бар, алдын-ала ұзақ шектеу арқылы спиральдің бір әрекетін жасайды, содан кейін жеңіл шектеу арқылы оны қызметкердің шабулдарына сәйкес келетін әдісті пайдаланады.
3. Бұл машинаға қолданылатын тіршіліктер мен шектеу көмектесуші тіршілер барлығы СУJ2 импорттық материалдан жасалған, 60° HRC-ға ыстық әсер етілген, жатақталған, соңында да қатынас хромді қысқарту әдісімен жатақталған, әрбір ось үшін тең хромдік қатынас пен форманың терпімін сақтау үшін.
4. Бұл машинаға арнап шектеу үшін змеевик пен змеевик синхрон басу механизмін қолданады, оның ішінде проценттік шкала бар, оның арқасында шектеу нүктесін тез қысқарту мүмкін.
5. Бұл машинаға қол жеткізуге мүмкіндік беретін шыңдау деңгейдеуінің тоннаның төрт нүктелі баланс тоннаның көмекші сапары қолданылады, проценттік шкаламен әдетте, оның іздеуі мүмкін деңгейдеу нүктесі.
6. Бұл машина қосымша жартылай қосатын қосынды қолданады, әрбір аралықтық қозғалыс үшін толық шыңдау дәлдігіне ие болады.
7. Шыңдау роллерінен басқа, материалды қысқарту үшін роллер қосылып, материалға басылу арқылы дәлдікке қосымша жетістік береді.
8. S сериясының әрбір шыңдау роллерінде деңгейлеу көмекші роллер қосылып, ол өнімнің тәзілікті дәрежесін жоғарылатады, өнім құрылған уақытта қабырғалануға жол бермеу үшін.
9. Жоғары және төменгі көмекші роллер екі жағынан тіркелген, олардың жоғары және төменгі роллердің жинактылығын қалыптастырады және күшпен деформациядан сақтайды.
10. Материал, ширина и толщина ленты арнайы болғанымен, бірдей сандық реттеу жоқ. Сондықтан, көпшілік өндіріс басталуында, кіші бөлігінің тікелей сызықтық болуы үшін материалды тексеру ұсынылады, соңғы нәтиже алғаннан кейін өндіріс жалғастырылады.
Кіріспе:
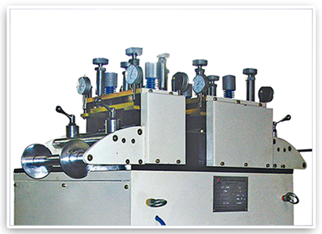

·Тікелей сызықтық басы
1. Машина басы параллельді роллерге сайланған дизайнпен қамтитын, жалпы 15 дәлес тікелей роллері бар, жоғарыда 7, төменде 8.
2. Төрт нүктеден тұратын мелдетті өзгерту системасын пайдалану арқылы, оны қысқаша сапалы өнімдерді өңдеуге қарағанда әлдеқайда ыңғайлы. Кіру және шығу материалдары төрт нүктеден бас бойынша бірлескен роллермен регулиреледі, материалдың сапасы мен деформациясын ефектів түрде қалпына келтіреді.
3. Материалдық қолдау роллерлері энергиясыз гальванизді барабан дизайнін қолданады, ішкі материалдық формаларды қамтамасыз етеді, қырғыздық пен сыйырлыққа қарсы қарым-қатынасты ұстайды. Механикалық подшипниктермен жабдыландырылған, әдетте айналуы ынтымақты және уақытша ұзақ қалыптастырады.
4. Қырық өнімдің тауарлық электроплазма жасаушысы бар шайқаған құлақпен арналған, ол ең тарихи түрдегі шайқаған.
5. Трансмиссия бөлігінің екі жағына сақтама жабдықтары орнатылған, қолайлы көру үшін көрсету пәтерлерімен тигізілген.
·Теңдеу құлақ
1. Догарушы роликтері кернеңкі бейірлік теңжігінен жасалған, орташа сөйлеу өңдеуінен кейін қалыпты электроплазма өңдеуі жүргізіледі, материалдың ұстасының твердігі HRC58-ден аспа астында болады, сонымен қатар материалдың ұзақ уақытқа дейінгі қолданбалық мезгілі қамтиды.
2. GCr15 шаршы теңжігінен шығарылған, материалдың алдыңғы өңдеуі (шаршыланған қысқарту) жүргізіледі, соңғырақ турнірлеу, милинг, орташа сөйлеу өңдеуі, жемгеу, су қорғауы, дәлелдеу және соңында электроплазма өңдеуі орындалады. Бұл процестік әдіс сәттілік, концентричность, ұстасының тезіліктілігі мен твердігін максималды қысқартады, осы арқылы догарушы роликтерінің қызмет жүзегі ұzaқталады.


·Трансмиссия жолдары
Шестерен құру процесі қосымша араларынан тұрады: шестерен жолағының бастапқы қиылуы - діс көйлегінің обработкасы - жылымдау - діс көйлегінің жігітуі. Бастапқы шестерен жолағының қиылуы негізде шайғалау арқылы орындалады, олардың қиылу өңдеу түрін жоғарылау үшін нормализациядан өтеді, бұл қиылуға ыңғайлы болатындай етеді. Шестерен дизайн суреттеріне сәйкес, бастапқы машиналық өңдеу орындалады, соңғы жарты-бітімдік, тернелу, жинау және шестерен құруы арқылы негізгі шестерен формасы қалайтылады. Сондай-ақ, механикалық қасиеттерді жоғарылау үшін жылымдау орындалады. Суреттерге сәйкес дизайның talabalarina сәйкес, соңғы дәлдік машиналық өңдеу орындалады, реттелген стандарттар мен шестерен профилдері тезеледі. Бұл процестер арқылы біздің шестерен деңгейі 6-ға жетуге болады, ұзақ қызмет кезі, жоғары ырғақтық пен жоғары қуаттама特性.
·Қуат бөлігі
1. 80-шілік шаршық тірек құбырлы қалайын пайдаланады, жолақтың (мотор) айналу жылдамдығын желілердің жылдамдық ауыстырушысы арқылы керек жылдамдыққа төмендетеді және үлкен торқпен механизм алуды қамтамасыз етеді.
2. Келесі моторды пайдаланады: төменгі шектеу мен төменгі шоғырлану, сабыты қырық жиындарының біріншісінде таза қырық спиральдер болып табылады, ол әдеттеңкі спиральдерге қарағанда он уақыт ұзақ өмір сүреді, ал екі жағында да шариктерден баспалар орналасқан, сонымен қатар төменгі шоғырлану және температуралар болады.


·Электрлік басқару қуты
1. Қытайың серебрінен жасалған реле, барлық қырық спиральдері, қырғыздық қауіпсіздік базалары, ұзақ өмірлеу мен ұзақ өмірлеу қамтамасыз етеді.
2. Қауіпсіздік үшін кез келген кешенін қолданатын, серебрінен жасалған контакттарға ие және әртүрлі кеше аралықтарын қанағаттандыру үшін көптеген шкала секциялары бар кеше реле қолданады.
3. Қосмалар сиырлық байланыс дизайнымен жасалған, өзін-өзі тазарту функциясымен арналған. Жеке және ұшатын байланыс басқарулары айырмашылық инсуляциялық структураға ие, екіполяр операцияға мүмкіндік береді, айналмаға қарсы позициялау және шыңдауға қарсы орнату паддары бар.
4. Өзінде қайта қосу қабілеті бар басқарулар қолданылады, қуанышты операция, орташа перне жолы және модульдік комбинациялық структура. Байланыс нүктелері кетондық композит нүктелерін қолданады, құрылғылық және үлкен ток өткізушілікке ие, миллион циклге дейінгі өмірбаптар саны бар.
·Түймешегі бойынша индикатор, сары мащип
1. Қолмен қысқыру мащипі қолданылады, тез және қуанышты ғылым қысқарту, импортты ғылымдық қаптар ғылым құлпынан қорғайды және импортты деформацияға және қырғызауға қарсы тұрғындар.
2. Саяхаттың百分imeter проценттік метрі қолданылады, зерттеулерге сай дials диал, қыр қорғауы, ішкі көлемде copper bushing бронза, меди ядро, структуралық стабильдік пен сәйкес өлшеу.
Параметр:
| Модель | STS-100 | STS-200 | STS-300 | STS-400 |
| Максималды ені (мм) | 150 | 200 | 300 | 350 |
| Қалыңдық (мм) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Жылдамдық(м/мин) | 16 | 16 | 16 | 16 |
| КӨРГЕК ((HP) | 1ЛC×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Бұршақты диаметр түзету | Φ45 | Φ45 | Φ45 | Φ45 |
| Бұршақты позиция нөмірі | 2/3 (Жоғары/төмен) | 2/3 (Жоғары/төмен) | 2/3 (Жоғары/төмен) | 2/3 (Жоғары/төмен) |
| Диаметрдік точный түзету | Φ34 | Φ34 | Φ34 | Φ34 |
| Дәл сүйек тарту қол пойызтары | 7⁄8 (Жоғары/төмен) | 7⁄8 (Жоғары/төмен) | 7⁄8 (Жоғары/төмен) | 7⁄8 (Жоғары/төмен) |
| Өлшемдер (м) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |