



Linia rozcinania z wysoką prędkością dla grubych blach
- 1. Optymalny projekt: Zapewnienie zrównoważonego układu dla płynnego działania
- 2. Automatyzacja wybitna: Osiągnięcie pełnej automatyzacji w celu zwiększenia efektywności i precyzji
- 3. Nowoczesne sterowanie: Integracja wysokowydajnego systemu PLC Mitsubishi do lepszego zarządzania
- 4. Wzmocnienie precyzji: Opcjonalne systemy CPC i EPC dla zwiększonej dokładności podczas rozwinęcia i zwinęcia
- 5. Intuitywna obsługa: Przyjazny interfejs użytkownika zapewniający łatwe użycie i bezpieczeństwo
- 6. Dostosowane rozwiązania: Pełnie dostosowywalne do spełnienia określonych wymagań
- 7. Globalne wsparcie: Dostępne usługi komisjonowania za granicą dla płynnej integracji
Opis produktu
Maszyna do rozcinania wałków metalowych
1. Konstrukcja korpusu maszyny: Po całkowitym spawaniu stosuje się obróbkę termiczną w celu ulgi od naprężeń. Wykorzystuje trzy duże płyty podstawowe o grubości 30 mm, aby zwiększyć stabilność maszyny.
2. Projekt amortyzacji: Korpus maszyny ma otwory do dodania materiałów amortyzujących. Silnik jest oddzielony od ramy głównej do cięcia pasków i połączony za pomocą wałka uniwersalnego.
3. Projekt wału cięcia: Dolny wał cięcia jest stały, podczas gdy górny wał cięcia napędzany jest przez mechanizm ręcznego podnoszenia. Zainstalowano ruchomy łuk z liniowymi szynami przesuwającymi, co umożliwia ręczne usuwanie w celu łatwej wymiany narzędzi.
4. Materiał i obróbka wału cięcia: Górny i dolny wał cięcia są wykonane z wyrobów 42CrMn, przechodzą procesy utwardzania i temperowania, z twardością powierzchniową HRC52-57. Średnica wału cięcia wynosi Φ120mm (+0 lub -0,03mm), z długością skuteczną 1300mm.
5. Układ napędowy: Dolny wał cięcia jest napędzany przez silnik AC 7,5kW o zmiennej częstotliwości regulacji prędkości, z zakresem regulacji prędkości 0-120 obrotów na minutę. Górny wał cięcia używa napędu za pomocą bębna.
6. Wysokość dolnej osi głównej: 800mm.
7. Dokładność wału cięcia:
- Koncentryczność wału cięcia: Pomiar wykonywany za pomocą trzech miar (lewa, środek, prawo), z tolerancją ±0,01mm (dolny wał cięcia jako główna referencja, górny wał cięcia jako pomocnicza).
- Równoległość wału cięcia: Symetryczna instalacja górnego i dolnego noża cięcia po obu stronach oraz korekta za pomocą bloków miarowych. Dolny wał cięcia jest główną referencją do korekty górnego wału cięcia, z tolerancją ±0,01mm.
- Boczna równoległość wału cięcia: Pomiar pozycji początkowej wału cięcia za pomocą miarki, z tolerancją ±0,005mm.
8. Noże cięcia: Zalecane jest użycie materiału z twardej stopy z twardością HRA90-95. Optymalizuj kombinację noży cięcia i przegubów, aby spełnić wymagania cięcia.
(Uwaga: Noże cięcia i przeguby nie są dostarczane razem z urządzeniem i muszą być negocjowane osobno zgodnie z wymaganiami klienta.)
Zaawansowana linia cięcia wysokiej prędkości dla precyzyjnych płyt grubych
I. Przegląd Produktu
Nasza linia rozcinania wysokiej prędkości została zaprojektowana do wydajnego przetwarzania wałków o różnych specyfikacjach, zapewniając precyzyjne rozwijanie, rozcinanie i ponowne zakręcanie w celu uzyskania wałka o dowolnej szerokości. Jest ona uniwersalna i może obsługiwać szeroki zakres wałków metalowych, w tym stal zimnopringowaną, stal gorącokatowaną, nierdzewną stal, stal galwanizowaną, aluminium, stal silikonową, stal kolorową i stal malowaną. Szeroko stosowana w różnych branżach, takich jak motoryzacja, produkcja naczyń, elektronika konsumencka, opakowania i materiały budowlane.
II. Kluczowe funkcje
Dzięki przemyślanemu układowi, nasza linia rozcinania działa w pełni automatycznie, co zapewnia wyjątkową wydajność, produktywność, precyzję i jakość. Działa gładko i niezawodnie dzięki solidnemu systemowi hydraulicznemu, wysokoprężnej konstrukcji oraz racjonalnym konfiguracjom terenu. Zintegrowaliśmy zaawansowany system kontrolny Mitsubishi PLC dla bezsewnejszego globalnego sterowania. Ponadto, nasza linia rozcinania oferuje opcjonalne systemy CPC & EPC, które zwiększają dokładność podczas rozwinęcia i zwinęcia, czyniąc ją idealnym rozwiązaniem dla Twoich potrzeb operacyjnych.
III. Specyfikacja techniczna
| - Nie, nie. | Model | Surowiec | GRUBOŚĆ (mm) | Szerokość (mm) | Id (mm) | Od (mm) | Waga (T) | Dokładność szerokości (mm) | Liczba rozcinania (pc) | Szerokość rozcinania (mm) | Prędkość (m/min) | Pojemność (słowo kluczowe) | Przestrzeń zalana (m*m) |
| 1 | 4.0x1600 |
stal kartonowa niezardzewiala stal aluminium lub inne materiały stalowe |
0.5-4.0 | 800-1600 | φ508/610 | ≤Φ1500 | ≤ 25 | ≤±0.1 | ≤24 | ≥ 30 | ≤ 120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | φ508/610/ 760 | ≤15 | ≤24 | ≥ 30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤ 25 | ≤24 | ≥ 40 | ≤ 50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤ 25 | ≤ 12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤ 10 | ≥200 | ≤ 20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤ 10 | ≥200 | ≤ 20 | ≈285 | 36x10 | ||||
| PS: Wszystkie powyższe specyfikacje tylko do wglądu, można również dostosować zgodnie z Twoim żądaniem. | |||||||||||||
IV. Główna część
(1) Wózek z wałkiem
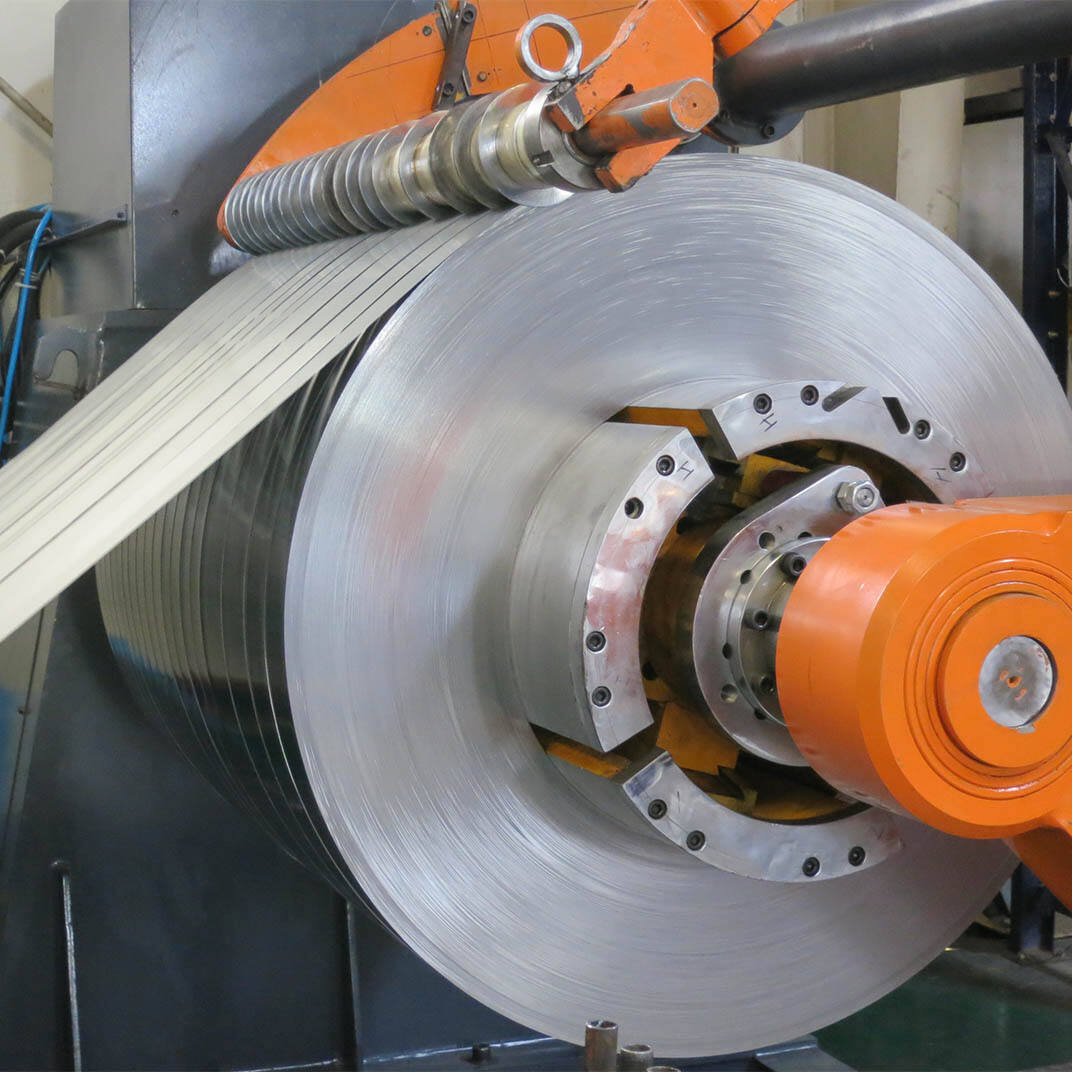
(2) Rozwijacz
(3) Urządzenie ściskające, wyprostowywacz i maszyna do cięcia
(4) Pętla
(5) Boczne kierownice
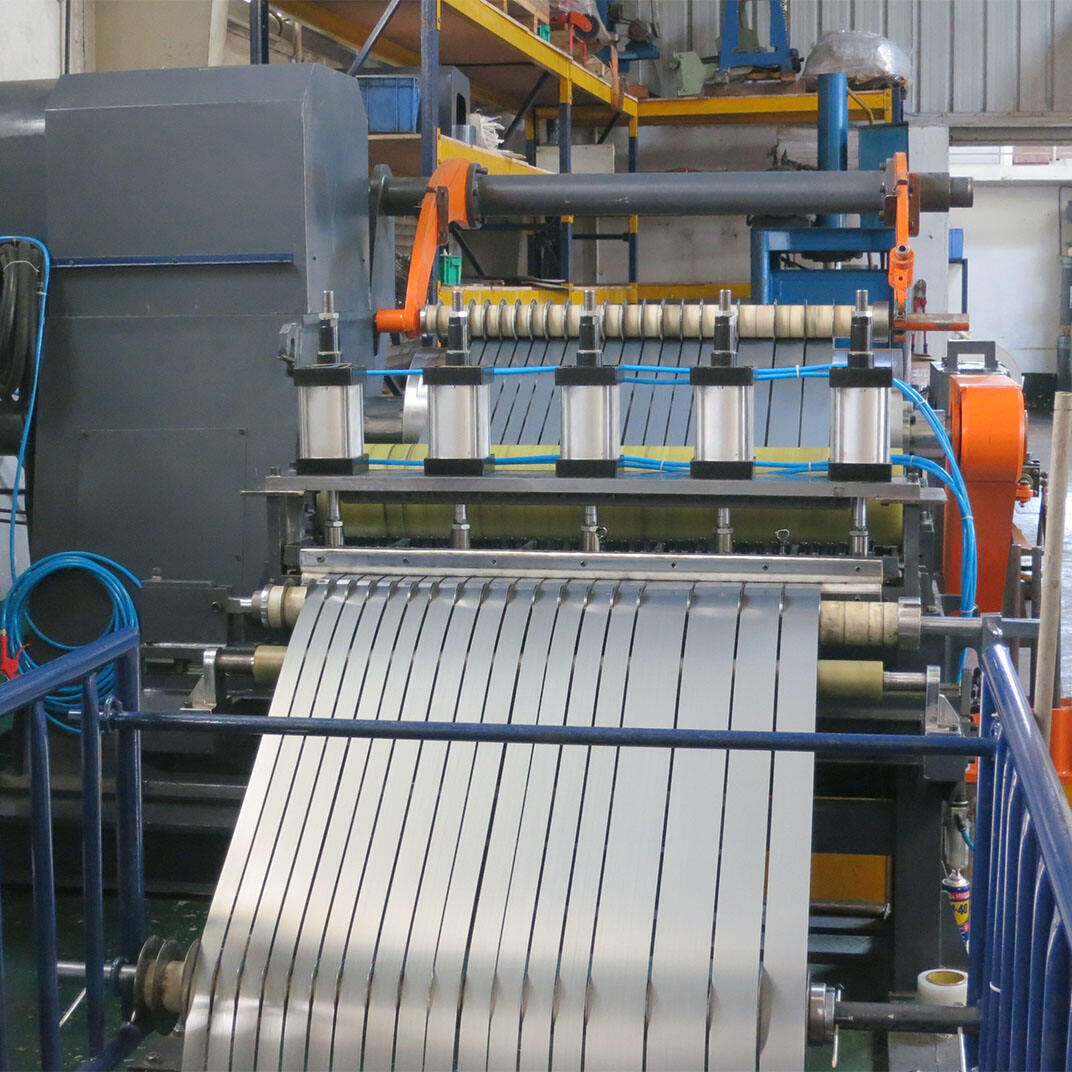
(6) Maszyna do rozcinania
(7) Zwojnica odpadów (obie strony)
(8) Pętla magazynowa
(9) Separator i urządzenie napinające
(10) Zwojnica
(11) Wózek wyładunkowy dla zwojnic
(12) Układ hydrauliczny
(13) Układ pneumatyczny
(14) System sterowania elektrycznego
V. Proces technologiczny
Wiązka → rozwinęcie → zaciśnięcie, wyrównywanie i cięcie głowy wiązki → looper → kierowanie → rozcinanie → zwijanie śmieci bocznych → looper → wstępnego dzielenia materiału, napięcie → ponowne zwinięcie → wózek do wyładunku