




Prostownica typu CL Odwijak Cum dla grubości blachy: 0.4 mm ~ 2.2 mm Polska
Udział
Odwijarka/prostownica
Zaoszczędź miejsce
Wysoka precyzja
opis produktu
Prostownica Cum Decoiler
Prostownica typu Cradle z rozwijającą się końcówką.
W kołysce cewki, zamiast rozsuwanego trzpienia, cewka jest umieszczona na napędzanych rolkach z regulowanymi płytami bocznymi do centrowania. Płyty boczne są opcjonalnie wyposażone w rolki boczne zapobiegające uszkodzeniom boków delikatnych kręgów.
Specyfikacja:
Zakładka Charakterystyka
1. Rozwijacz materiału i prostownica działają razem w jednej strukturze, nie zajmują zbyt dużo miejsca.
2, Nadaje się do rozwijania i prostowania różnych cewek metalowych.
3、Może przyjąć urządzenie o zmiennej prędkości, aby kontrolować prędkość rozładowania.
4. Zintegrowany stojak na materiał i prostownica, napęd łańcuchowy, chromowany wałek, specjalne urządzenie do nieograniczonej zmiany prędkości kontroluje prędkość rozładunku, zapewniając dużą trwałość.
5. Podczas rozwijania zastosowano szynę po obu stronach, napędzaną rolką podającą, która jest ciągnięta przez część poziomującą w celu kontrolowania prędkości.
6, wałek poziomujący wykorzystuje stal chromową 40CR, po kondycjonowaniu, hartowaniu w wysokiej częstotliwości, twardym chromowaniu. Twardość powierzchniowa Stopień HRC60, grubość chromowania jednostronnego 0.05 mm, wysoka twardość, duża trwałość.
7. Regulacja poziomowania obejmuje cztery niezależne regulacje, kontrolowane za pomocą skali, proste i praktyczne.
8. Użyj indukcyjnej ramy żelaznej typu L. Nadaje się głównie do materiału, który jest lżejszy i mniejszy, wymagania dotyczące powierzchni nie są wysokie przy produkcji tłoczenia. Często jest używany z podajnikiem powietrza, z ekonomiczną automatyczną linią produkcyjną do wykrawania.
Structure
·Główka prostownicy

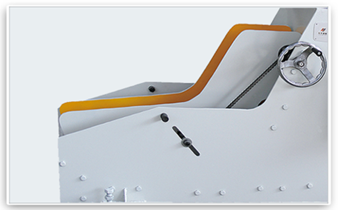
1, głowica przyjmuje konstrukcję równoległych rolek, górne 3 rolki/dolne 4 rolki, całkowicie 7 wyrafinowanej konstrukcji rolek
2、Zastosowanie czteropunktowej precyzyjnej regulacji, która jest bardziej odpowiednia do przetwarzania produktów o wysokiej precyzji. Do regulacji nacisku koła podającego dla materiałów przychodzących i wychodzących stosuje się czteropunktowe niezależne ciśnienie, co może skutecznie zapobiegać odchyleniom i deformacjom materiałów.
3, Wałek podporowy wykorzystuje wałek cynkowy bez zasilania, formowanie zintegrowane z materiałem, odporność powierzchni na szlifowanie przez skrobanie, przy użyciu łożysk mechanicznych, obracanie się elastycznym i trwałym.
4, przyjmuje kosztowe żelazne koło ręczne, a jego powierzchnia jest galwanizowana, jest to najbardziej tradycyjne koło ręczne..
5. Część transmisyjna jest zabezpieczona obustronnie osłoną ochronną, wyposażoną w okienko umożliwiające wygodną obserwację.
·Sekcja regałowa
1、W sprzęcie zastosowano rozwijarkę i prostownicę, co poprawia stopień wykorzystania obiektu.
2. Regał został zaprojektowany z belką wspornikową, a wszystkie płyty są wycinane plazmą laserową, z dużą precyzją i dobrą wymiennością.
3、Wszystkie płyty są wycinane plazmą laserową z dużą precyzją.
4, Ogólna konstrukcja jest prosta, ogólnie rzecz biorąc, pracownicy techniczni mogą montować i wymieniać części sprzętu, wygodnie i szybko, znacznie zmniejszając koszty konserwacji.


·Wałek prostujący
1. Koło prostownicy wykonane jest z solidnej stali łożyskowej, pogrubionej i galwanizowanej po średniej częstotliwości, a twardość powierzchni nie jest niska HRC58, aby zapewnić trwałość materiału.
2, Kucie stali okrągłej za pomocą GCr15, po obróbce wstępnego podgrzewania (wyżarzanie sferoidyzujące), następnie toczeniu, frezowaniu, obróbce częstotliwości pośredniej, szlifowaniu zgrubnym i stabilizacji chłodzenia, następnie szlifowaniu dokładnym, na koniec galwanizacji, maksymalizując gwarancję stopnia precyzji, koncentryczności, gładkości i twardości , przedłużyć żywotność rolki prostownicy.
·Bieg
Proces obróbki przekładni obejmuje następujący proces: obróbka półwyrobów przekładni, obróbka powierzchni zębów, obróbka cieplna, wykańczanie powierzchni zębów.
Surowe części to głównie części kute, poprzez normalizację obróbki, poprawę jej cięcia, w celu ułatwienia cięcia, zgodnie z rysunkami projektowymi przekładni, obróbkę zgrubną, a następnie obróbkę półdokładną, tokarkę, walcowanie, kształtowanie przekładni, sprawiają, że przekładnia jest w zasadzie uformowana, a następnie przez obróbka cieplna w celu poprawy właściwości mechanicznych.
Zgodnie z wymaganiami projektowymi rysunków, ostateczne wykończenie, punkt odniesienia dla wykończenia typu zęba. Po powyższej obróbce nasz gatunek przekładni może osiągnąć klasę 6, wysoką odporność na zużycie i wysoką wytrzymałość, długą żywotność.


· Sekcja zasilania
1 Zastosuj pionowy reduktor przekładni ślimakowej model 80, użyj przetwornicy prędkości przekładni, zmniejsz liczbę obrotów silnika do żądanej liczby obrotów i uzyskaj mechanizm o większym momencie obrotowym.
2. Zastosuj silnik pionowy, niski poziom wibracji, niski poziom hałasu, stała część wirnika wykorzystuje cewkę z czystej miedzi, żywotność jest 10 razy większa niż w przypadku zwykłej cewki, oba końce są wyposażone w łożysko kulkowe, niskie tarcie i niską temperaturę.
· Elektryczna skrzynka sterownicza
1. Zastosuj przekaźnik ze stopu srebra, cewkę w całości z miedzi, ognioodporną podstawę bezpieczeństwa, długotrwałą i trwałą.
2. Zastosuj opóźnienie czasowe obwodu regulacji zabezpieczenia bezpieczeństwa, styk ze stopu srebra, różne i pokrętło, spełniające różne zakresy opóźnień.
3. Przełącznik wykorzystuje styk ślizgowy z funkcją samooczyszczania, styk normalnie otwarty i normalnie zamknięty ma oddzielną strukturę łączącą, może pracować z różnymi biegunami, jest wyposażony w zabezpieczenie przed obrotem i blokuje luźną uszczelkę montażową.
4. Zastosuj płaski przycisk z funkcją dupleksu, siła jest niewielka, zakres klawiszy jest umiarkowany, struktura kombinacji typu blokowego. Styk składa się z punktów kompozytowych na bazie ketonu o dużej przewodności i dużym prądzie, o żywotności do 1 miliona razy.
Model |
CL-150 |
CL-200 |
CL-250 |
CL-300 |
Szerokość materiału |
150mm |
200mm |
250mm |
300mm |
grubość |
0.4 ~ 2.2mm |
|||
|
Cewka zewnętrzna średnica |
800mm |
|||
waga Coil |
350 kg |
400 kg |
500 kg |
500 kg |
prędkość |
15 m/min |
|||
silnik |
1/2 KM/4 szt |
1 KM/4 szt |
1 KM/4 szt |
1 KM/4 szt |