

Seria STS Dwuetapowa Precyzyjna Maszyna Prostująca Grube Płyty: Wyrównywanie Arkuszy Metali Dla Grubości Materiału Od 0,4mm - 2,2mm
Opis produktu
Funkcja:
1. Ta seria maszyn wyprostowywania została specjalnie zaprojektowana dla produktów o średniej grubości wymagających wysokiej precyzji w cięciu. Jak wiadomo, niemożliwe jest uzyskanie dobrych produktów bez wypłaszczenia wałka i eliminacji naprężeń, dlatego wydajność maszyny wyprostowywania odgrywa kluczową rolę w produkcji.
Ze względu na różną krzywiznę materiału w różnych punktach, jedno ułożenie wałków wyprostowujących nie może spełniać wymagań dotyczących wysokiej precyzji wyprostowania. Seria STS firmy lihao innowacyjnie wprowadza koncept wstępnego wyprostowania dużymi wałkami i dokładnego wyprostowania małymi wałkami, z różnymi układami, stosując wstępne wyprostowanie do wytworzenia pojedynczego łuku w pęku, a następnie poprawiając je za pomocą dokładnego wyprostowania, aby spełnić wymagania klienta dotyczące tłoczenia.
Wałki wyrównujące i pomocnicze wałki wyprostowujące tej maszyny są wykonane ze sprowadzanego SUJ2, poddawanego obróbce cieplnej do twardości HRC60°, szlifowanego, a następnie ponownie szlifowanego po galwanizacji chromowej, aby zapewnić jednolity warstwę chromu i dopuszczalność geometryczną każdej osi.
Wstępne wyprostowanie tej maszyny używa mechanizmu synchronicznego naciskowego z dźwigiem ślimakowym, wyposażonego w pomiarówkę procentową, która umożliwia szybkie znalezienie punktu wyrównania.
5. Dostrojenie poziomu w tej maszynie odbywa się za pomocą urządzenia zmiennoprzecinkowego czteropunktowego balansującego, wyposażonego w manometr, który umożliwia szybkie znalezienie punktu poziomu.
6. Ta maszyna używa napędu wałkowego z pełnym napędem biegunkowym, odpowiednim dla produktów wymagających wysokiej dokładności wyprostowania.
7. Oprócz wałków wyprostowujących, dodatkowe koła przewodnicze materiału dalszymi poprawami zwiększają dokładność poprzez nacisk na materiał.
8. Każdy wałek wyprostowujący w maszynie precyzyjnego wyprostowywania serii S jest wyposażony w pomocnicze wałki poziomujące, które zapewniają, że podczas procesu produkcyjnego nie dochodzi do deformacji gięciowej, co poprawia jakość płaskości produktu.
9. Oba zewnętrzne wałki pomocnicze są zamocowane, aby zwiększyć sztywność górnego i dolnego wałka oraz uniemożliwić ich deformację pod wpływem siły.
10. Ze względu na różnice w materiale, szerokości i grubości paska, nie ma jednolitego odniesienia numerycznego. Dlatego zaleca się, aby przed masową produkcją przeprowadzić próbkowanie małej części materiału do wyprostowania, a następnie kontynuować produkcję po osiągnięciu pożądanego efektu.
Wprowadzenie:
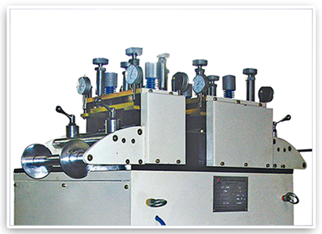

·Głowa wyrównująca
1. Głowa maszyny posiada konstrukcję z rolkami równoległymi, łącznie 15 precyzyjnych rolków wyprostowujących, 7 u góry i 8 na dole.
2. Korzystając z systemu细微调节 w czterech punktach, jest on bardziej odpowiedni do przetwarzania produktów o wysokiej precyzji. Materiały wejściowe i wyjściowe są regulowane przez czteropunktowe, niezależnie dostosowywane rolki podajnikowe, co skutecznie zapobiega odchyleniu i deformacji materiału.
3. Rolki nośne dla materiałów mają konstrukcję z bezzasilnym galwanizowanym bębenkiem, zintegrowaną formę materiału, odporną na zadrapania i zużycie. Wyposażone w podźwiɡi mechaniczne, oferują one elastyczne obroty i długotrwałą trwałość.
4. Posiada koło ręczne zrobione z żelaza litnego z elektrodaleszeniem powierzchniowym, reprezentując najbardziej tradycyjny typ koła ręcznego.
5. Na obu stronach części przekazującej zainstalowane są osłony ochronne, wyposażone w okna obserwacyjne umożliwiające wygodne obserwowanie.
·Koło poziomujące
1. Walec wyprostowywaczowy jest wykonany z stalowego wału pod rolling, przechodzi grube elektrodaleszenie po przetworzeniu częstotliwości średniej, co zapewnia twardość powierzchniową nie mniejszą niż HRC58, gwarantującą trwałość materiału.
2. Wykonany z nierdzewnej stali GCr15, materiał przechodzi podgrzewanie (sferoidyzację), a następnie obróbkę skrawaniem, frezowanie, obróbkę częstotliwości średnią, ściernie, stabilizację zimną, ściernie precyzyjne i wreszcie elektrodaleszenie. Ten proces maksymalizuje precyzję, stężenie, gładkość powierzchni i twardość, co przedłuża żywotność wałków wyprostowywaczy.


·Ząb przekazywania
Proces produkcji przekładni obejmuje następujące kroki: wstępne formowanie surowej przekładni - obróbka powierzchni zębów - obróbka cieplna - wypolerowanie powierzchni zębów. Wstępne formowanie przekładni wykonuje się głównie za pomocą wykucia, które przechodzi normalizację w celu ulepszenia rodzaju obróbki cięcia, co ułatwia cięcie. Na podstawie rysunków projektowych przekładni wykonywane jest wstępne obrabianie, po którym następuje półkońcowa obróbka, obrót, wałkowanie i formowanie zębów, aby osiągnąć podstawowe kształty przekładni. Następnie przeprowadza się obróbkę cieplną w celu poprawy właściwości mechanicznych. Zgodnie z wymaganiami projektowymi rysunków wykonywana jest końcowa precyzyjna obróbka, dopracowując standardy odniesienia i profile przekładni. Dzięki tym procesom nasza przekładnia może osiągnąć klasę 6, charakteryzując się wysoką odpornością na zużycie, dużą wytrzymałością oraz długim okresem użytkowania.
·Sekcja mocy
1. Wykorzystuje 80-rodzajowy pionowy reduktor ślimakowy, korzystając z przekładni biegów, aby zmniejszyć prędkość obrotową silnika (motor) do pożądanego tempa oraz uzyskać mechanizm o większym momentu obrotowego.
2. Używa pionowego silnika, o niskim wibracji i niskim hałasie, gdzie stała część rotora jest wyposażona w miedziane cewki, co daje czas życia dziesięć razy dłuższy niż w przypadku zwykłych cewek, a obydwie końce są wyposażone w piaskowe podkładki, co prowadzi do niskiego tarcia i temperatury.


·Pudło elektryczne kontrolujące
1. Używa relé z legity alianckiej, całkowicie miedzanych cewek, ogniotrwałych bezpiecznych podstaw, zapewniając trwałość i długowieczność.
2. Stosuje relé opóźnienia zabezpieczonego, z kontaktami z legity alianckiej i wieloma opcjami wyboru, aby spełnić różne zakresy opóźnienia.
3. Przełączniki mają konstrukcję z kontaktami suwającymi, wyposażone w funkcję samoczyszczącą. Główki kontaktów normalnie otwartych i normalnie zamkniętych przyjmują oddzielną izolowaną strukturę, umożliwiającą dwubiegunowe działanie, z elementami antyobrotowymi i amortyzującymi przesuwające się podkładki.
4. Wykorzystuje automatyczne przyciski resetujące, lekkie w obsłudze, z umiarkowanym przejazdem klawisza oraz modułową konstrukcją kombinacji. Punkty kontaktowe używają punktów na bazie ketonowej, zapewniając wysoką przewodność i dużą zdolność przenoszenia prądu, z żywotnością do 1 miliona cykli.
·Wskazówka licznika, żółta pompa oleju
1. Wykorzystuje ręczną pompę tłuszczową, zapewniającą szybkie i łatwe wylewanie oleju, z importowanymi klamrami tłoczywowymi, aby zapobiec przeciekaniu oleju oraz importowanymi sprężynami odpornymi na deformację i starzenie.
2. Używa licznika procentowego ze stalowego wykonania, z precyzyjnie wykonanym tarczą, kurtem chroniącym przed pyłem oraz wewnętrznie wyposażonym w brązowy wałek, z miedzianym rdzeniem, co gwarantuje stabilną konstrukcję i dokładne pomiary.
Parametr:
| Model | STS-100 | STS-200 | STS-300 | STS-400 |
| Maksymalna szerokość (mm) | 150 | 200 | 300 | 350 |
| Gęstość ((mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Prędkość(m/min) | 16 | 16 | 16 | 16 |
| SILNIK (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Korekta grubości wstępna | Φ45 | Φ45 | Φ45 | Φ45 |
| Liczba wstępnych pozycji | 2/3(Góra/Dół) | 2/3(Góra/Dół) | 2/3(Góra/Dół) | 2/3(Góra/Dół) |
| Dokładna regułka średnicy | Φ34 | Φ34 | Φ34 | Φ34 |
| Dokładne koła poziomujące | 7/8 (Góra/Dół) | 7/8 (Góra/Dół) | 7/8 (Góra/Dół) | 7/8 (Góra/Dół) |
| Wymiar (M) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |