

Serie GO-B Ajustor Cum Dezvoltor 2 în 1 Sistem de Alimentare a Bobine Metalice pentru Grosimea Foi: 0,1mm~0,8mm
Distribuie
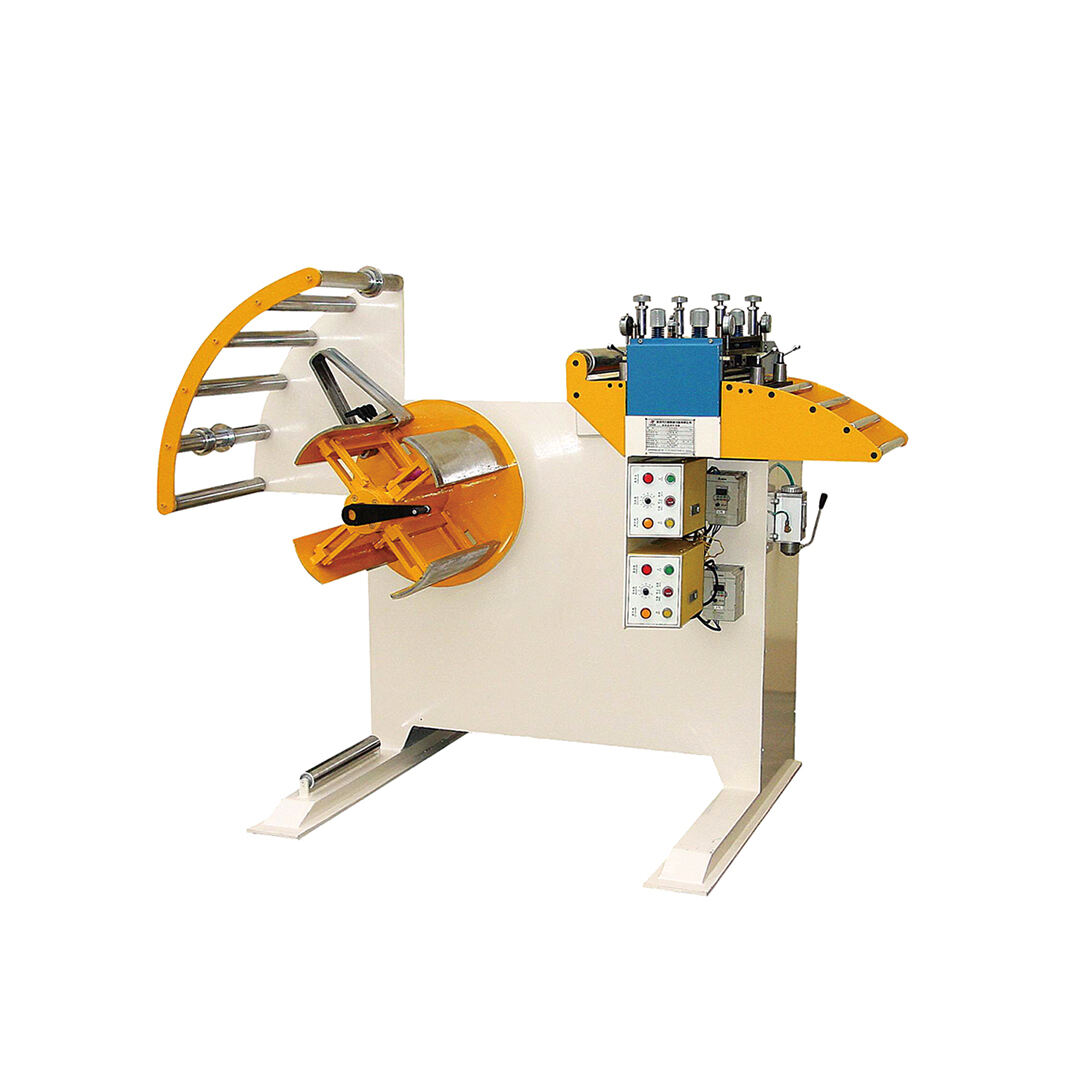
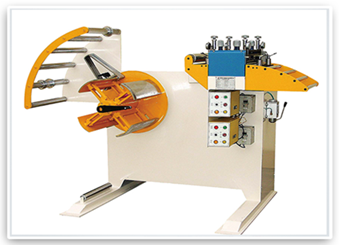
Macheta decoiler/straightener
economisește spațiu
Precizie Înaltă
Descriere produs
Straightener Cum Decoiler
Caracteristici
1. Integrarea cadrului și a mașinii liniștitoare reduce spațiul de instalare, minimizând etapele de tranziție în timpul liniștirii materialelor precise și maximizând performanța mașinii.
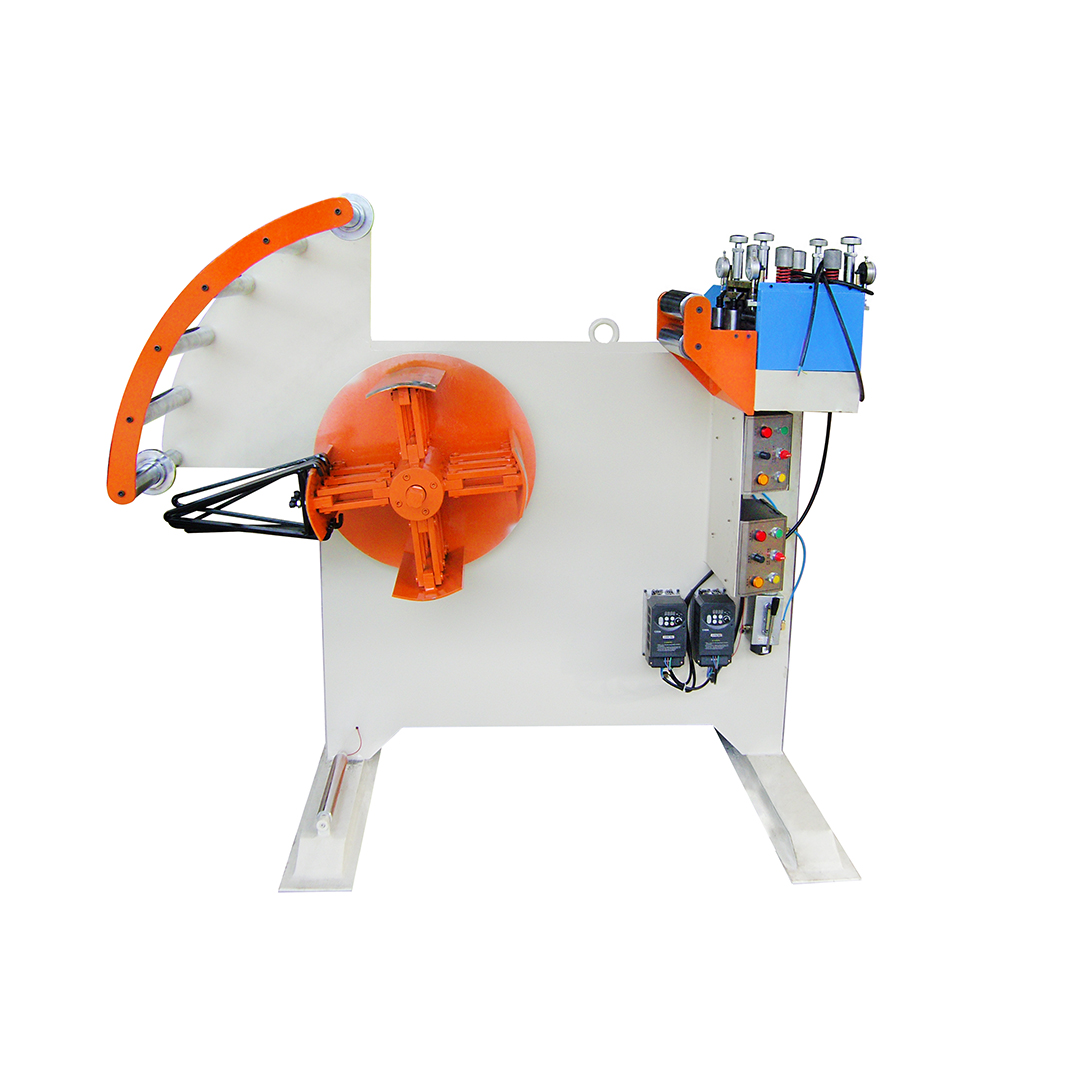
2. Cadrul și mașina liniștitoare sunt controlați separat cu cabineturi de control independente, fiecare fiind echipat cu un convertor de frecvență, asigurând operațiuni suave și oferind o protecție mai eficientă pentru mașini, prevenind deformările sau distorsiunile cauzate de forțe externe în timpul funcționării.
3. Ambele mașini utilizează transmisie cu articulație universală și transmisie cu înghițe întreagă, prevenind eficient rotația pasivă a rulmentelor superioare și posibilele daune materialelor.
4. Echipate cu indicatori cu cenoură pe roți, facilitând localizarea rapidă a punctelor de nivelare.
5. Adăugarea rotilor de presiune inversă îmbunătățește rigiditatea rolurilor de dreptat, rezultând efecte superioare de dreptat.
6. Adăugarea componentelor sistemului crește durata de viață a mașinii.
7. Puterea pentru dreptarea suportului de material este separată și controlată independent cu convertitori de frecvență, prevenind eficient deformarea secundară a materialelor și îmbunătățind calitatea produselor estampilate.

·Cap de nivelare
1. Capota mașinii adoptă un design cu rolimenți paraleli, având un total de 7 rolimenți de dreptat (3 în partea de sus și 4 în partea de jos).
2. Folosind ajustarea micro cu patru puncte, este mai potrivită pentru prelucrarea de produse cu precizie ridicată. Procesele de alimentare și descărcare utilizează ajustarea presiunii independentă cu patru puncte pe roata de alimentare, previniind eficient devierea și deformarea materialelor.
3. Rolurile de sprijin ale materialelor sunt fabricate din roluri galvanizate pasive, formate integral, cu o suprafață rezistentă la zgârieturile și uzura. Ele utilizează poduri mecanice, oferind o rotație flexibilă și durabilă.
4. Se utilizează rotoare de fier forgat, cu o suprafață electroplumbuită pentru a estetica tradițională.
5. Capacele protective sunt montate pe ambele părți ale partiilor de transmisie pentru protecție, fiind echipate cu ferestre de vizionare pentru o observație convenabilă.
·Rulment de dreptare
1. Rulmentele de dreptare sunt fabricate din oțel cu portbbie solid, trec prin un tratament de frecvență medie urmat de electroplumbuire împățită, asigurând o duritate de suprafață de nu mai puțin de HRC58 pentru a garanta durabilitatea materialelor.
2. Este folosit oțel rotunjit forjat GCr15, care trece printr-un tratament termic preliminar (analiere sferoidizant), urmat de tăiere, fresaj, tratament de frecvență medie, pandare brută, stabilizare rece, pandare precisă și în cele din urmă electroplumbuire. Acest proces maximizează precizia, concentricitatea, netedea și duritatea, prelungind astfel viața utilă a rulmentelor de dreptare.

·Inginerie de transmisie
Procesul de machetare a ingheteurilor include următoarele etape: machetare brută a ingheteurilor - machetare a suprafeței dentate - tratament termic - strâmpuire a suprafeței dentate. Machetarea brută implică în principal forjarea, urmată de recristalizare pentru a îmbunătăți machetabilitatea, facilitând tăierea. Conform schiitelor de proiectare ale ingheteurilor, se efectuează machetarea brută, urmată de machetare semi-precisă care implică tornat, fresaj și frazare pentru a obține formarea basică a ingheteurilor. Apoi, se efectuează tratamentul termic pentru a îmbunătăți proprietățile mecanice. În conformitate cu cerințele de proiect din schițe, se efectuează machetarea finală de precizie, refinând suprafața de referință și profilul inghetelui. Prin aceste procese, ingheteurile noastre pot atinge clasa 6, având o rezistență la uzurare ridicată, o putere mare și o durată de viață lungă.
·Parte cadre
1. Acest echipament adoptă un design integrat al suportului de material și unității de dreptare, sporind utilizarea spațiului.
2. Suportul pentru materiale este conceput cu o balamă cantilever, iar toate plăcile cadrelor sunt tăiate cu laser sau prin tăiere cu plasma, asigurând o precizie ridicată și o bună interoperabilitate a echipamentelor.
3. Toate piesele sunt procesate folosind control numeric (NC) și control numeric computerizat (CNC), asigurând o bună interoperabilitate.
4. Structura generală este simplă, iar montarea și înlocuirea părților de echipament pot fi efectuate de muncitori tehnici obișnuiți, fiind ușor, rapid și redus semnificativ costurile de întreținere.


·CUTIE DE CONTROL ELECTRIC
1. Utilizarea releurilor cu alianță argintie, bobine cu cupru integral și baze de siguranță rezistente la foc, asigurând o durabilitate pe termen lung.
2. Folosirea relaielor cu circuit de întârziere ajustabil pentru protecția de siguranță, cu contacte din aliaj argintiu, mai multe rotoare de ajustare, care răspund diferitelor intervale de întârziere.
3. Comutatoarele au un design de contact deslidit cu funcție auto-netoare. Contactele obișnuite și cele inverse sunt separate printr-o structură izolată, permițând operațiune bipolară și fiind echipate cu sisteme de poziționare anti-rotație și cu suporturi anti-dezlegare.
4. Utilizarea butoanelor de presiune cu resetare automată cu forță mică și cursă moderată. Contactele adoptă o structură modulară combinată cu puncte compuse bazate pe cetone, oferind o conductivitate puternică, capabilă să transporte curente mari, și având o viață utilă de până la 1 milion de cicluri.
·Partea de putere
1. Se utilizează un redactor vertical de tipul 80 cu verme, această configurație folosind convertorul de viteză al înghițoarelor pentru a reduce viteza de rotație a motorului (motor) la viteza dorită, obținându-se astfel un mecanism cu un cuplu mai mare.
2. Utilizarea unui motor vertical, caracterizat prin vibrații și niveluri reduse de zgomot. Secțiunea rotor fix are bobine cu cupru pur cu o viață de zece ori mai lungă decât cea a bobinelor standard. Sunt montate fulgi la ambele capete, minimizând frecare și menținând temperaturi joase.
Specificație:
| TIP | GO-200B | GO-300B | GO-400B | GO-500B | GO-600B |
| Lățime maximă | 200mm | 300mm | 400mm | 500mm | 600mm |
| Grosime | 0,1-0,8mm | ||||
| Coil.I.Dia | 450-530mm | ||||
| Coil.O.Dia | 1200mm | ||||
| Greutate Max. | 800 kg | 1000kg | 1500kg | 1500kg | 2000kg |
| Putere Dreaptă | 1/2HP | 1HP | 2CP | 2CP | 3HP |
| Dezvoltare putere | 1HP | 1HP | 2CP | 2CP | 3HP |
| Ajustare linie dreaptă | Ajustare fină cu vermicel pe 4 puncte | ||||
| Viteză maximă | 15m/min | ||||
| Metodă de extindere | Manual | ||||
| Control buclă | Senzor tactil | ||||