

Serie STS Mașinărie de Dreptare Precisionă în Două Etape pentru Plăci Groase: Nivelarea Foaierilor Metalice pentru Gama de Grosime a Materialelor de 0,4mm - 2,2mm
Descriere produs
Caracteristică:
1. Această serie de mășini de dreptare este concepută special pentru produse din materiale de grosime medie care necesită presaj de precizie ridicată. Este bine cunoscut că este imposibil să se producă produse bune fără a nivelor bobina și a elimina stresul, astfel că performanța mășinii de dreptare joacă un rol crucial în producție.
2. Datorită curburii diferite a materialelor în diverse puncte, o singură aranjare a roților de dreptat nu poate să îndeplinească cerințele ridicate de precizie ale dreptării. Seriea STS lihao adoptă inovator conceptul de dreptare grosieră cu roți mari și dreptare fină cu roți mici, cu diverse aranjamente, folosind dreptarea grosieră pentru a produce un singur arc în bobina și apoi să-l corecteze prin dreptarea fină pentru a satisface cerințele de presare ale clientului.
3. Roțile de nivelare și roțile ajutătoare de dreptare ale acestei mașini sunt toate fabricate din SUJ2 importat, tratat termic la HRC60°, lustrat și apoi lustrat din nou după revopsirea cu crom dur pentru a asigura o stratificare uniformă de crom dur și toleranța formei fiecărei axe.
4. Dreptarea grosieră a acestei mașini utilizează un mecanism de presare sincron cu ruidel și treptă, echipat cu un indicator procentual, care poate să găsească rapid punctul de nivelare.
5. Ajustarea de nivelare fină a acestei mașini folosește un dispozitiv de ajustare fină cu patru puncte flotante, echipat cu un indicator procentual, care poate găsi rapid punctul de nivelare.
6. Această mașină utilizează transmisie prin articulații universale, cu tracțiune integrală printr-un sistem de îngheturi, potrivită pentru produse care necesită o precizie ridicată a dreptificării.
7. În plus față de roile de dreptificare, adăugarea roilor de ghidare a materialelor îmbunătățește precizia prin exercitarea unei presiuni asupra materialului.
8. Fiecare rol de dreptificare al mașinii de dreptificare precisă S este echipat cu roile auxiliare de nivelare pentru a se asigura că nu se produce o deformație curbă în timpul procesului de producție, ceea ce îmbunătățește calitatea de planete a produsului.
9. Atât roile auxiliare de sus cât și cele de jos sunt fixate pentru a întări rigiditatea roilelor superioare și inferioare și pentru a preveni deformațiile sub acțiunea forței.
10. Datorită diferențelor de material, lățime a benzi și grosime, nu există o referință numerică unitară. Prin urmare, se recomandă să se ia o secțiune mică de material pentru dreptare înainte de producția în masă și să se continue producția după obținerea efectului dorit.
Introducere:
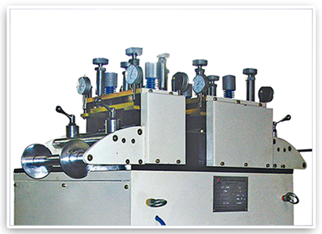

·Cap de nivelare
1. Capul mașinii adoptă un design cu ruloare paralelă, având în total 15 rulate precision de dreptare, 7 în partea de sus și 8 în partea de jos.
2. Folosind un sistem de ajustare fină cu patru puncte, este mai potrivit pentru procesarea produselor cu precizie ridicată. Materialele de intrare și ieșire sunt regulate de rulate de alimentare independente ajustabile la presiune pe patru puncte, prevenind eficient declanșarea deviațiilor și deformărilor materialelor.
3. Rulatele de sprijin ale materialelor adoptă un design cu trunchi galvanizat fără motor, cu modelare integrată a materialelor, oferind rezistență la zgârieturi și uzurare. Echipate cu șarpe mecanic, acestea permit o rotație flexibilă și o durabilitate de lungă durată.
4. Prezintă o roată de mânușă din oțel fier cu tratament electroplatabil la suprafață, reprezentând cel mai tradițional tip de rouă de mânușă.
5. Acoperamoare de protecție sunt montate pe ambele părți ale părții de transmisie, fiind echipate cu ferestre de vizionare pentru o observație convenabilă.
·Roata de nivelare
1. Rolurile de dreptare sunt fabricate din oțel cu șarpe solid, trec prin un tratament electroplatabil gros după procesarea în frecvență medie, asigurând o duritate de suprafață de cel puțin HRC58 pentru a garanta durabilitatea materialelor.
2. Forjate din oțel rotund GCr15, materialul trece printr-un tratament de preîncălzire (analerizare sferoidică), urmat de tornat, fresaj, procesare în frecvență medie, struguri greu, stabilizare rece, struguri precise și în cele din urmă electroplatare. Acest proces maximizează precizia, concentricitatea, liniștea de suprafață și duritatea, prelungind astfel viața utilă a rolurilor de dreptare.


·Transmisie cu geamuri
Procesul de fabricație a transmisiei include următoarele etape: golbire brută a inelei dentate - prelucrarea suprafeței dentilor - tratament termic - strâmbuirea suprafeței dentilor. Golbirea brută a inelei dentate se realizează în principal prin forjare, care trece printr-un proces de normalizare pentru a îmbunătăți tipul lor de prelucrare la tăiere, facilitând tăierea. Conform schițelor de proiectare ale inelei dentate, se efectuează o machetare brutală, urmată de semi-finisare, tornat, rulare și formare a inelei dentate pentru a obține forma de bază a acesteia. Apoi, se efectuează un tratament termic pentru a îmbunătăți proprietățile mecanice. Conform cerințelor de proiectare ale schițelor, se efectuează o machetare finală de precizie, refinând standardele de referință și profilele inelelor dentate. Prin aceste procese, gradul nostru al inelei dentate poate ajunge la nivelul 6, cu o rezistență la uzură ridicată, o putere mare și o viață utilă lungă.
·Secțiune de putere
1. Adoptă reducerul vertical de tipul 80 cu verme, utilizând convertorul de viteză al înghiţoarelor pentru a reduce viteza de rotație a motorului (motor) la viteza dorită, obținându-se un mecanism cu un moment de inerție mai mare.
2. Utilizează un motor vertical, cu vibrații și zgomot reduse, unde parte fixă a rotorului este echipată cu bobine din cupru pur, cu o viață utilă de zece ori mai lungă decât bobinele obișnuite, iar ambele capete sunt montate cu rouațe cu bilă, ceea ce duce la o fricțiune și temperatură reduse.


·Cutia electrică de control
1. Utilizează releuri din alianța de argint, bobine complet din cupru, baze de siguranță rezistente la inflamare, asigurând durabilitate și longevitate.
2. Folosește releuri cu întârziere a circuitului protejat, cu contacte din alianța de argint și multiple opțiuni de ajustare pentru a satisface diferite intervaluri de întârziere.
3. Comutatoarele au un design cu contact glisant, înzestrat cu o funcție de auto-netezare. Capetele de contact obișnuite și inverse adoptă o structură izolată separată, permițând operațiunea bipolară, cu poziționare anti-rotație și plăci de montare anti-deșolidare.
4. Adoptă taste de presiune cu resetare automată, operațiune ușoară, cursă moderată a tastei și structură modulară combinată. Punctele de contact folosesc puncte compuse bazate pe cetone, oferind o conductivitate puternică și o capacitate mare de transport al curentului, cu o viață utilă de până la 1 milion de cicluri.
·Indicator de rotație, pompa de ulei galben
1. Adoptă pompa manuală de grasă, oferind distribuție rapidă și fără efort a uleiului, cu închisorile de import pentru a preveni scurgerile de ulei și springuri importate rezistente la deformare și îmbătrânire.
2. Utilizează contorul cu procentaj din oțel cu cifre precizionate, geam antepuderă, cu buști de bronz montate intern și dotat cu un nucleu de bronz, asigurând o structură stabilă și măsurătoare precisă.
Parametru:
| Model | STS-100 | STS-200 | STS-300 | STS-400 |
| Lățime maximă (mm) | 150 | 200 | 300 | 350 |
| Grosimea ((mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Viteză(m/min) | 16 | 16 | 16 | 16 |
| MOTOR (CP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Corectare diametru grosolană | Φ45 | Φ45 | Φ45 | Φ45 |
| Număr de poze groasă | 2\/3(Sus\/jos) | 2\/3(Sus\/jos) | 2\/3(Sus\/jos) | 2\/3(Sus\/jos) |
| nivelare Diametru precisă | Φ34 | Φ34 | Φ34 | Φ34 |
| Roți de nivelare precise | 7\/8(Sus\/jos) | 7\/8(Sus\/jos) | 7\/8(Sus\/jos) | 7\/8(Sus\/jos) |
| Dimensiunea (M) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |