



Линия высокоскоростной точной резки для толстой пластины
- 1. Оптимальный дизайн: Обеспечение сбалансированной компоновки для бесперебойной работы
- 2. Автоматизированное совершенство: Достижение полной автоматизации для повышения эффективности и точности
- 3. Инновационное управление: Интеграция высокопроизводительной системы Mitsubishi PLC для превосходного управления
- 4. Усилители точности: Необязательные системы CPC и EPC для повышения точности размотки и намотки
- 5. Интуитивное управление: Дружелюбный интерфейс, обеспечивающий простоту использования и безопасность
- 6. Настроенные решения: Полностью настраиваемые для соответствия конкретным требованиям
- 7. Глобальная поддержка: Предоставляются услуги пусконаладки за рубежом для бесшовной интеграции
Описание продукта
Станок для продольной резки металлических полос
1. Структура корпуса машины: После общей сварки применяется термическая обработка для снятия напряжения. Используются три большие базовые пластины толщиной 30 мм для повышения устойчивости машины.
2. Конструкция амортизации: корпус машины имеет отверстия для добавления амортизирующих материалов. Двигатель отделен от основания резки полос и соединен через шарнирную валовую систему.
3. Конструкция вала резки: нижний вал резки фиксирован, в то время как верхний вал резки приводится в действие с помощью ручного подъемного механизма. Передвижная дуга оснащена линейными направляющими, что позволяет удалять ее вручную для легкой замены инструмента.
4. Материал и обработка вала резки: верхний и нижний валы резки изготовлены из ковки 42CrMn, проходят термообработку, с твердостью поверхностного упрочнения HRC52-57. Диаметр вала резки составляет Φ120 мм (+0 или -0,03 мм), с эффективной длиной 1300 мм.
5. Система привода: нижний вал резки приводится в действие асинхронным двигателем переменной частоты мощностью 7,5 кВт, с регулируемой скоростью в диапазоне 0-120 об/мин. Верхний вал резки использует зубчатый привод.
6. Высота нижнего главного вала: 800 мм.
7. Точность вала резки:
- Концентричность вала резака: Измеряется с помощью трех индикаторов (слева, по центру, справа) с допуском ±0.01мм (нижний вал резака используется как основная опора, верхний вал резака как дополнительная).
- Параллельность вала резака: Симметрично установите верхние и нижние лезвия резака с обеих сторон и отрегулируйте с помощью плоскопараллельных плиток. Нижний вал резака является основной опорой для регулировки верхнего вала резака с допуском ±0.01мм.
- Боковая параллельность вала резака: Измерьте начальное положение вала резака с помощью индикатора с допуском ±0.005мм.
8. Лезвия резака: Рекомендуется использовать твердый сплав с твердостью HRA90-95. Оптимизируйте комбинацию лезвий резака и проставочных колец для соответствия спецификациям резки.
(Примечание: Лезвия резака и проставочные кольца не входят в комплект оборудования и должны быть согласованы отдельно в соответствии с требованиями заказчика.)
Современная высокоскоростная линия продольной резки для точной обработки толстых пластин
I. Обзор продукта
Наша высокоскоростная линия размотки предназначена для эффективной обработки кат Rush с различными спецификациями, обеспечивая точную размотку, раскрой и намотку для получения кат Rush любой желаемой ширины. Она универсальна и способна обрабатывать широкий спектр металлических кат Rush, включая холоднокатаную сталь, горячекатаную сталь, нержавеющую сталь, оцинкованную сталь, алюминий, силуминовую сталь, окрашенную сталь и лакированную сталь. Широко используется во многих отраслях, таких как автомобилестроение, производство контейнеров, бытовая техника, упаковка и строительные материалы.
II. Основные характеристики
Благодаря тщательно продуманной компоновке, наша линия размотки работает полностью автоматически, обеспечивая исключительную эффективность, производительность, точность и качество. Она функционирует плавно и надежно благодаря прочной гидравлической системе, высокопрочной конструкции и рациональным конфигурациям установки. Мы интегрировали передовую систему управления Mitsubishi PLC для бесшовного глобального контроля. Кроме того, наша линия размотки предлагает необязательные системы CPC & EPC для повышения точности размотки и намотки, что делает ее идеальным решением для ваших операционных потребностей.
III. Технические характеристики
| Нет. | Модель | Сырьё | ТОЛЩИНА (мм) | Ширина (мм) | Идентификатор (мм) | От (мм) | Вес (т) | Точность ширины (мм) | Кол-во полос (пч) | Ширина резки (мм) | Скорость (м/мин) | Вместимость (кВт) | Площадь затопления (м*м) |
| 1 | 4.0x1600 |
картон стальной stainless Steel алюминий или другие стальные материалы |
0.5-4.0 | 800-1600 | φ508/610 | ≤Φ1500 | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤ 120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤ 60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤25 | ≤ 12 | ≥ 60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤ 10 | ≥200 | ≤ 20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤ 10 | ≥200 | ≤ 20 | ≈285 | 36x10 | ||||
| PS: Все приведенные выше спецификации только для справки, также можно настроить по вашему запросу. | |||||||||||||
IV. Основные компоненты
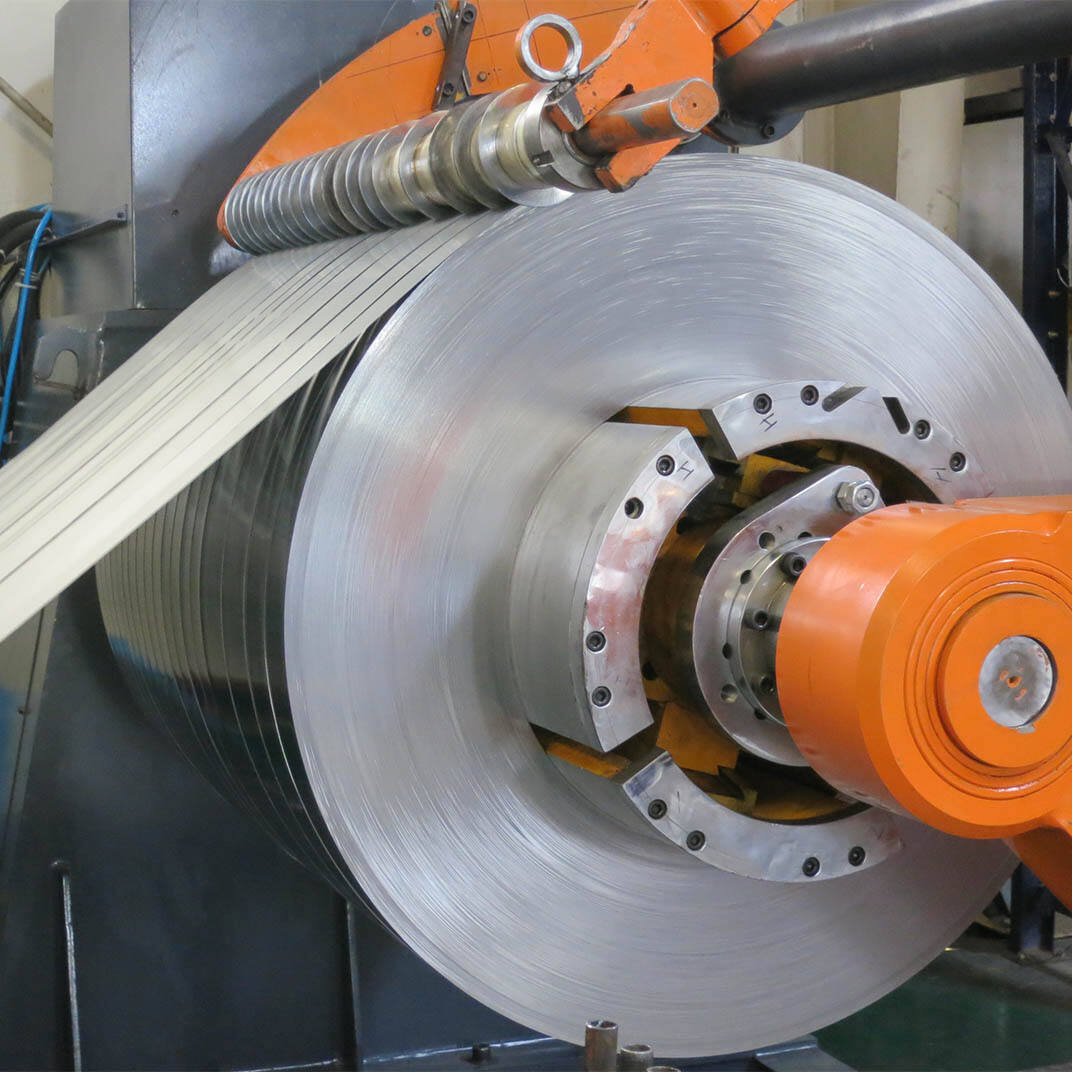
(1) Катушка машины
(2) Разматыватель
(3) Зажимное устройство, Выпрямитель и Гильотинный станок
(4) Петлеобразователь
(5) Боковое направление
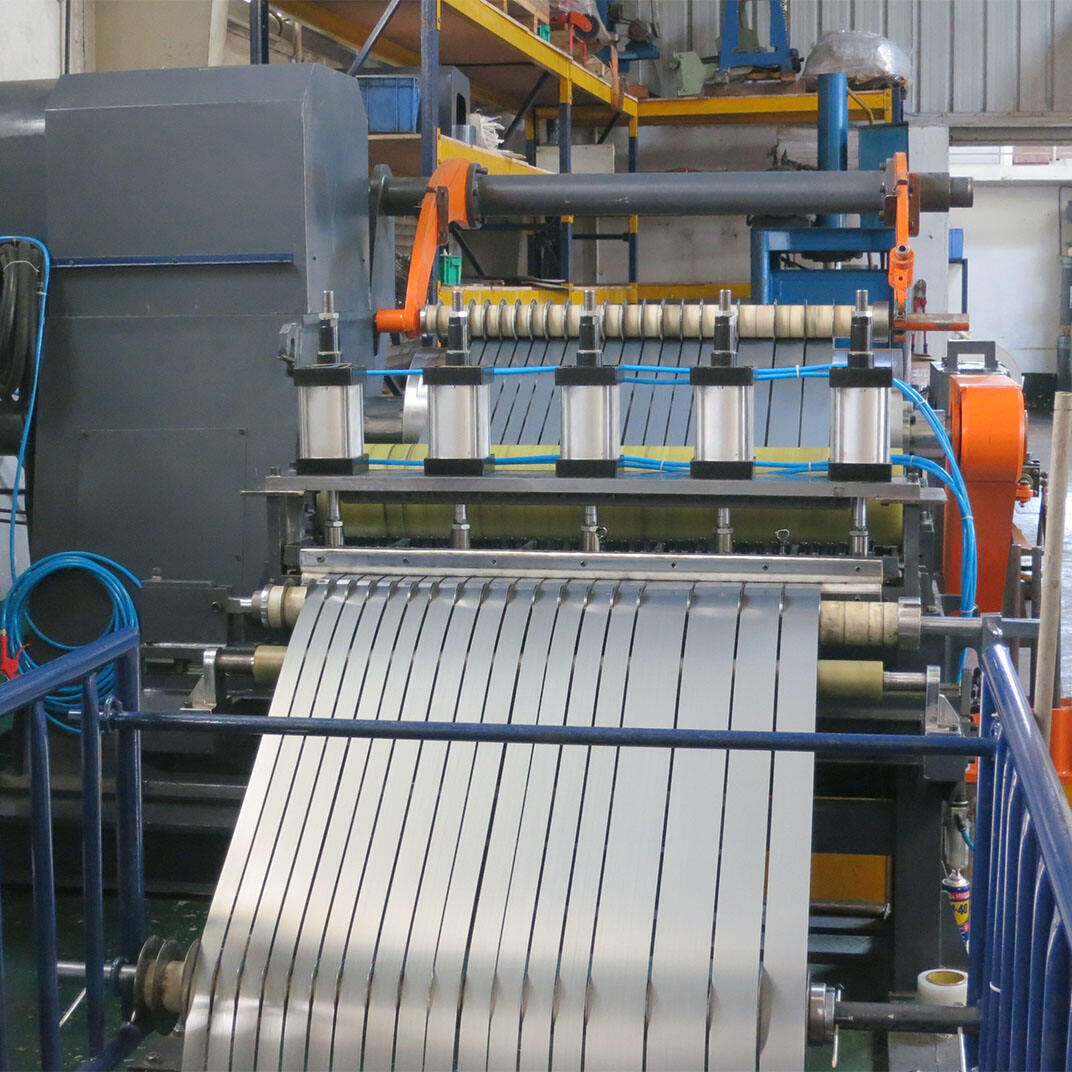
(6) Машина для продольной резки
(7) Сборник обрезков (с обеих сторон)
(8) Петледержатель
(9) Разделитель и устройство натяжения
(10) Сборщик намотки
(11) Транспортёр разгрузки для сборщика намотки
(12) Гидравлическая система
(13) Пневматическая система
(14) Электрическая система управления
V. Технологический процесс
Тележка с катушкой → раскручивание → захват, выравнивание и резка головки катушки → петледержатель → направление → продольная резка → намотка боковых обрезков → петледержатель → предварительное разделение материала, натяжение → намотка → транспортёр разгрузки