
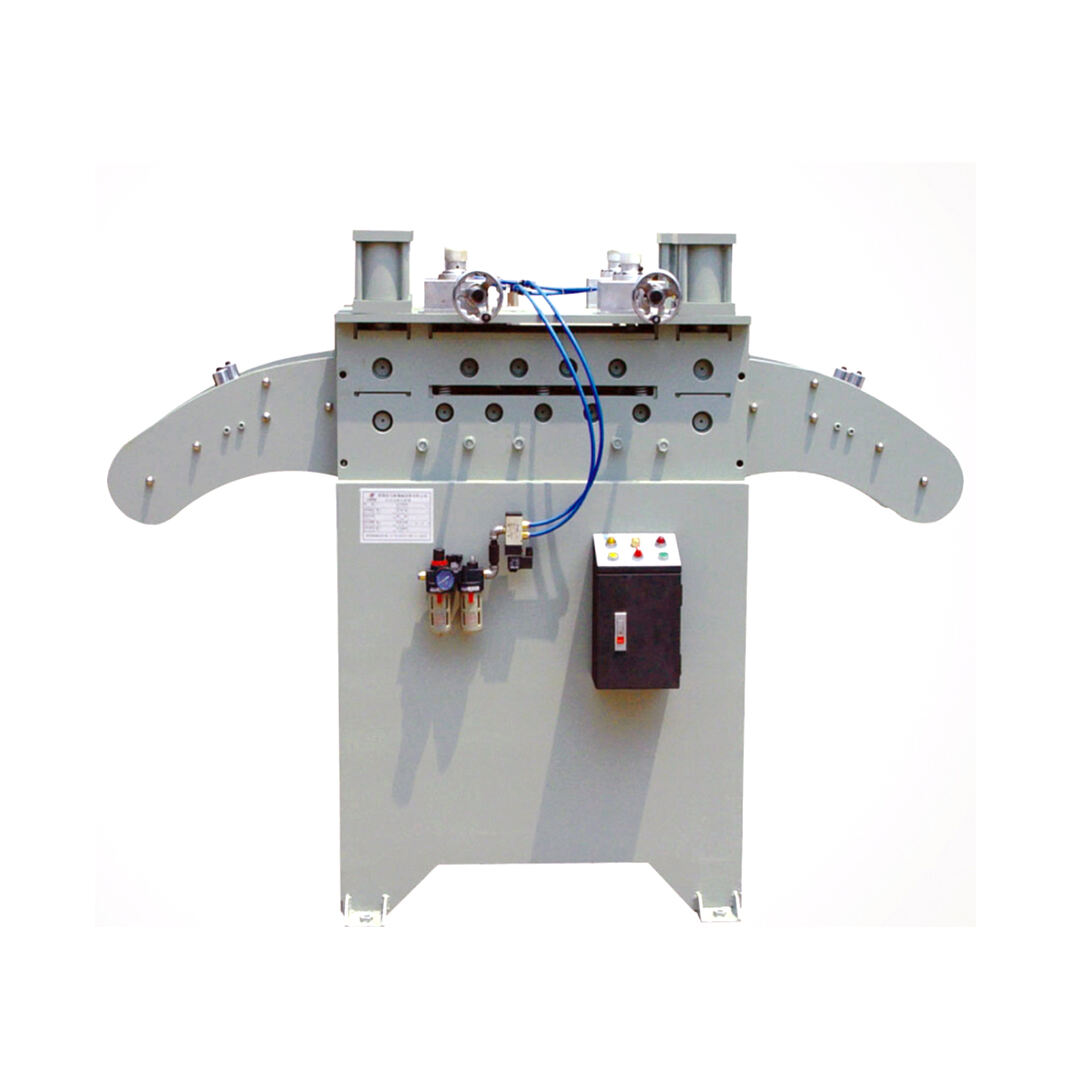

Серия HS Машина Для Выпрямления Толстых Пластин: Выравнивание Металлического Листа В Катушках Для Толщины Материала От 1.6мм - 6.0мм
Поделиться
Для непрерывной штамповки материала разной толщины
Работает совместно с размотчиком для автоматического производства
Может быть настроен
Описание продукта
Особенности:
1. Корректирующее колесо изготовлено из твердой подшипниковой стали, проходит высокочастотную термическую обработку, шлифуется и хромируется, после калибровки машиной оно гладкое и без следов давления, не повреждая поверхность материала. 2
2. Машина может использоваться независимо и может также использоваться вместе с автоматическими стойками подачи типа MT и DBMT, что обеспечивает хорошую производительность.
3. Машина использует большой цилиндр для прессования материала, а корректировка осуществляется синхронизированным червячным механизмом. При одном вращении ручки верхнее колесо корректировки опускается на 1 мм для точной настройки.
Введение:

·Головка выпрямителя
1. Головка машины имеет параллельный роликовый дизайн, всего 9 точных корректирующих роликов: 4 сверху и 5 снизу.
2. Комплектуется большим цилиндром для прессования материала, что лучше подходит для обработки высокоточных изделий. Корректировка выполняется с помощью синхронизированного червячного механизма, эффективно предотвращая смещение и деформацию материала.
3. Опорные ролики для материала изготовлены из неприводимых оцинкованных роликов, интегрально формованных, с поверхностью, устойчивой к царапинам и износу. Они используют механические подшипники, обеспечивающие гибкое вращение и длительную надежность.
4. Он оснащен чугунным рукоятным колесом с электрохимическим покрытием, представляющим наиболее традиционный тип рукоятного колеса.
·Выпрямительный ролик
1. Выпрямительный ролик изготовлен из сплошной подшипниковой стали, проходит толстостенную электрообработку после обработки средней частоты, что обеспечивает твердость поверхности не менее HRC58 для гарантии долговечности материала.
2. Изготовлен из кованой круглой стали GCr15, проходит предварительную термическую обработку (шароидизирующее отжигание), затем токарную обработку, фрезеровку, обработку средней частоты, грубое шлифование для холодной стабилизации, точное шлифование и, наконец, электрообезжиривание. Это максимизирует точность, концентричность, гладкость и твердость, увеличивая срок службы выпрямительного валика.

·Приводной зубчатый механизм
Процесс обработки зубчатых передач включает следующие этапы: грубая резка зубчатой передачи - обработка поверхности зубьев - термическая обработка - шлифовка поверхности зубьев. Грубая часть зубчатой передачи в основном производится методом ковки, проходя нормализацию для улучшения обрабатываемости, что облегчает резку. Согласно чертежу проектирования зубчатой передачи, выполняется грубая обработка, за которой следуют полуфинишная обработка, фрезерование, прокатка и формование зубчатой передачи для достижения базовой формы зуба. Затем применяется термическая обработка для повышения механических свойств. В соответствии с требованиями чертежа проводится окончательная доводка, улучшающая опорные элементы и профиль зуба. Благодаря этим процессам наши зубчатые передачи достигают 6-го класса точности, обладая высокой износостойкостью, прочностью и длительным сроком службы.
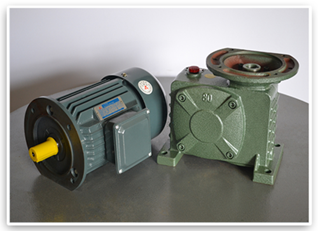
·Силовая секция
1. Использование вертикального червячного редуктора типа 80, преобразователь скорости зубчатой передачи используется для снижения скорости вращения двигателя до желаемой величины, создавая механизм большего крутящего момента.
2. Использование вертикального двигателя, известного своими низкими уровнями вибрации и шума, с неподвижной роторной частью, оснащенной чисто медными обмотками, которые служат в десять раз дольше стандартных обмоток. Оснащен подшипниками скольжения с обеих сторон, что приводит к снижению трения и более низким температурам.

·Электрическая контрольная коробка
1. Использование реле из серебряного сплава со всеми медными обмотками, огнестойкие безопасные основания обеспечивают прочность и долговечность.
2. Применение защищенных реле цепи с задержкой, имеющих контакты из серебряного сплава и многоступенчатые диски для различных диапазонов задержки.
3. Переключатели имеют скользящие контакты с функцией самоочистки. Контактные точки как нормально разомкнутые, так и нормально замкнутые используют отдельную изоляционную структуру, что позволяет работать в двухполюсном режиме, с противоротационным позиционированием и противосъемными уплотнительными прокладками.
4. Использование самовосстанавливающихся плоских кнопок с легким нажатием и умеренным ходом клавиш. Применение модульной комбинационной структуры, при которой точки контакта изготовлены из кетонового композитного материала для надежной проводимости, способной выдерживать большие токи с ресурсом до 1 миллиона циклов.
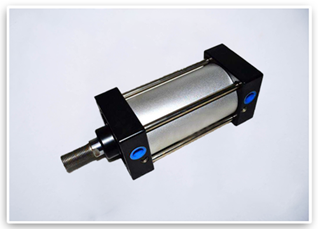
·Подающий цилиндр
1. Использование оригинальных цилиндров Yadeke с корпусами из сплава, твердой оксидации и герметичного заклепывания.
2. Точная обработка CNC из твердого алюминия, со сглаженными внутренними стенками, обеспечивающими отсутствие заедания и высокую операционную эффективность.
3. Способна работать на высокой интенсивности, долговечна и подходит для различных условий работы.
Спецификация:
| ТИП | HS-150 | HS-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Ширина материала | мм | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Толщина материала | мм | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Скорость настройки | м/мин | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Двигатель | л.с. | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Размеры машины Д*Ш*В | м | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |