

Новая Серия GO Корректор-Раскатчик 2 в 1 Система Подачи Металлических Катушек для Листов Толщиной: 0.4мм~2.5мм
Поделиться
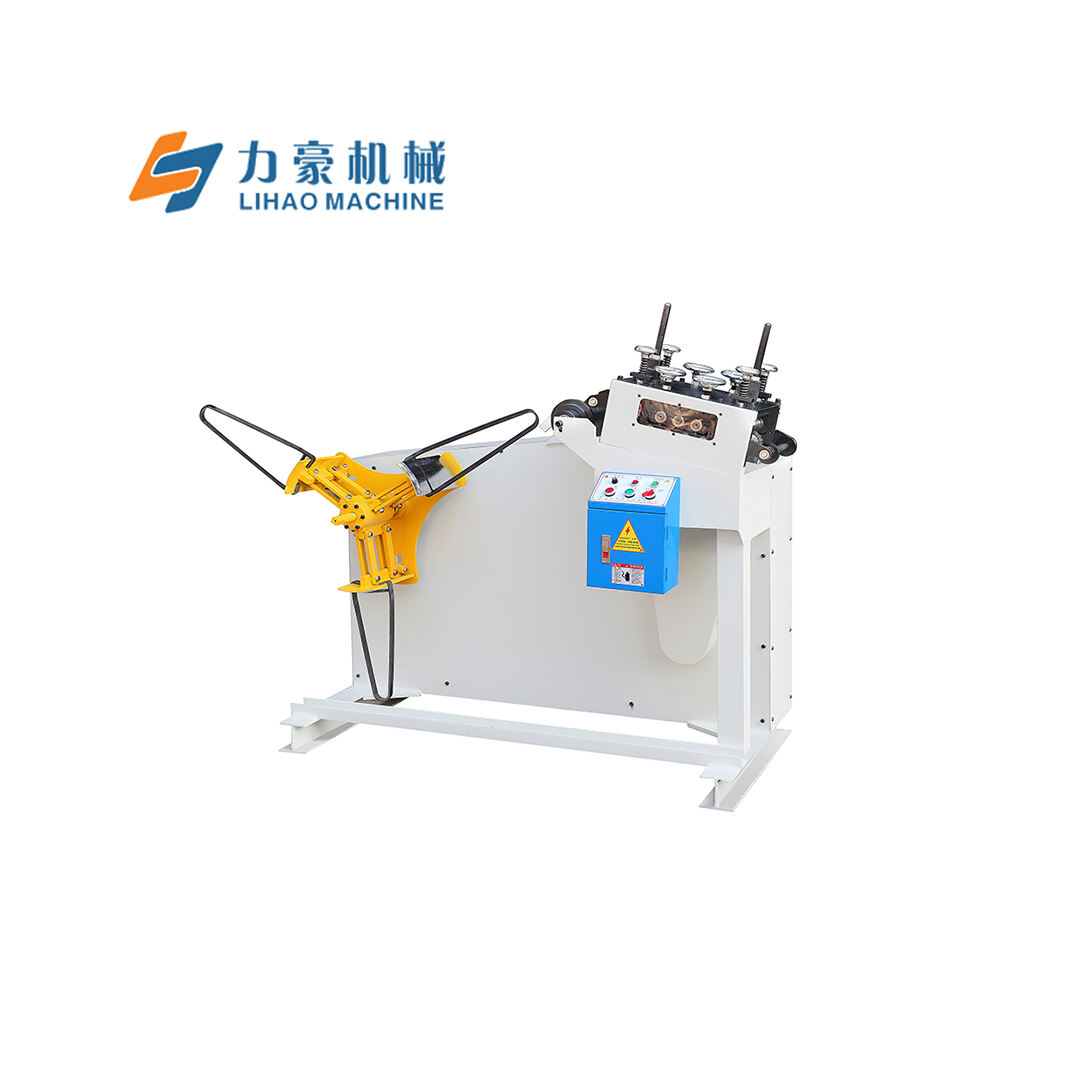
Раскаточная/выравнивающая машина
экономить пространство
Высокая точность
Описание продукта
Размотчик с выпрямителем
Особенности:
1. Комбинирование размотчика и выпрямителя в одном устройстве обеспечивает максимальное использование производственного пространства.
2. Размотчик имеет конструкцию с консольной балкой, а детали рамы вырезаны методом плазменной резки для высокой точности и отличной взаимозаменяемости оборудования.
3. Выпрямитель использует параллельный роликовый дизайн с четырехточечной микронастройкой для точного выравнивания, идеально подходящего для обработки продукции высокой точности. Четыре независимые регулировки давления на подающих роликах предотвращают отклонение материала.
4. Для выпрямляющих роликов используется стальная подшипниковая сталь, покрытая электропослойным методом для увеличения долговечности с твердостью поверхности более HRC58.
5. Все детали изготавливаются с использованием ЧПУ и CNC-обработки, что обеспечивает высокую взаимозаменяемость.
6. Оборудование собирается с использованием модульных конструкций, что облегчает сборку и замену деталей обычными техническими рабочими, значительно снижая затраты на обслуживание.


·Головка выравнивателя
1. Головка машины имеет параллельный роликовый дизайн с общим количеством 7 выравнивающих роликов (3 сверху и 4 снизу).
2. Используется четырехточечная микронастройка, что делает ее более подходящей для обработки высоко точных изделий. Применяется четырехточечная независимая регулировка давления для подачи и разгрузки, эффективно предотвращая отклонение и деформацию материала.
3. Ролики поддержки материала используют пассивные оцинкованные ролики, изготовленные методом общего формования для долговечности. Поверхность устойчива к царапинам и износу, а также оснащена механическими подшипниками для гибкой и длительной работы.
4. Используются чугунные рукоятки с электрохимической обработкой поверхности, представляющие собой наиболее традиционный тип рукоятки.
5. Защитные чехлы установлены с обеих сторон трансмиссионной части для защиты и оснащены окнами для удобного наблюдения.
·Выпрямительный ролик
1. Выпрямительные ролики изготовлены из цельной подшипниковой стали, проходят утолщенное электрохимическое покрытие после нагрева на средней частоте, с твердостью поверхности не менее HRC58, что обеспечивает долговечность материала.
2. Круглая сталь GCr15 подвергается ковке, предварительному тепловому Treatment (шароидизирующему отжигу), затем токарной обработке, фрезеровке, обработке на средней частоте, грубой шлифовке для холодной стабилизации, точной шлифовке и, наконец, электрохимическому покрытию. Это максимизирует точность, концентричность, гладкость поверхности и твердость, увеличивая срок службы выпрямительных роликов.
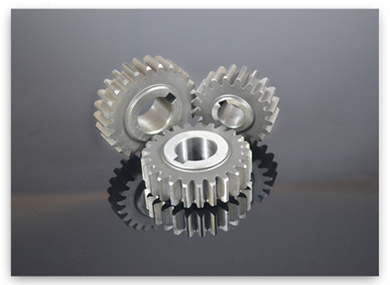

·Приводной зубчатый механизм
Процесс производства зубчатых передач включает следующие этапы: грубая резка зубчатых колес, обработка поверхности зубьев, термическая обработка и доводка поверхности зубчатых колес. Грубая резка зубчатых колес, главным образом используя ковку, включает нормализационную обработку для улучшения их обрабатываемости с целью резки. В соответствии с чертежами проектирования зубчатых колес, они проходят грубую обработку, за которой следуют полуфинишные процессы, такие как токарная обработка, прокатка и вставка зубьев, чтобы достичь базовой формы зубчатого колеса. Затем применяется термическая обработка для повышения механических свойств. Согласно спецификациям проектирования, заключительный этап включает точную обработку и доводку стандартов зубчатых колес и профилей зубьев. Благодаря этим процессам, наши зубчатые колеса получают оценку 6-го класса, демонстрируя высокую износостойкость, высокую прочность и длительный срок службы.
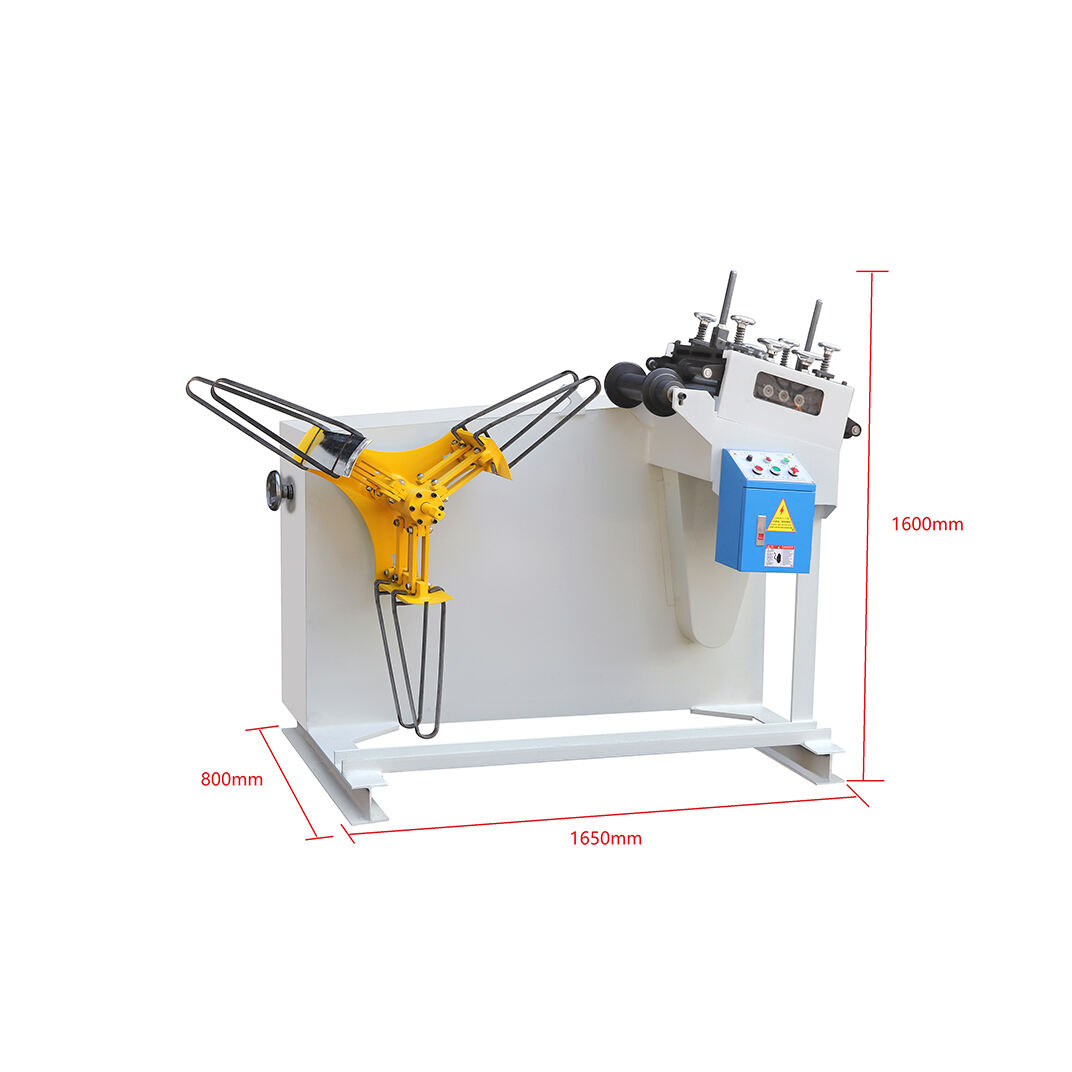
·Часть каркаса
1. Это оборудование использует комбинированный интегральный дизайн стойки материала и выравнивателя, что повышает эффективность использования площади.
2. Стойка для материалов спроектирована с консольной балкой, и все рамные пластины резаны с использованием лазерной плазменной резки, что обеспечивает высокую точность и отличную взаимозаменяемость оборудования.
3. Все компоненты обрабатываются с использованием числового программного управления (ЧПУ) и компьютерного числового программного управления (КЧПУ), что обеспечивает хорошую взаимозаменяемость.
4. Общий дизайн использует конструкцию сборки, что позволяет техническим рабочим собирать и заменять части оборудования, облегчая быстрое и удобное обслуживание, что значительно снижает затраты на обслуживание.


·Электрическая контрольная коробка
1. Использование серебряных контактов реле, медных катушек, огнестойких безопасных оснований, обеспечивающих длительную долговечность.
2. Использование защищенных регулируемых реле задержки цепи с контактами из серебряного сплава, многоступенчатыми дисками, удовлетворяющими различным диапазонам задержки.
3. Переключатели используют скользящие контакты с функцией самоочистки, имеющие отдельно изолированные структуры для нормально разомкнутых и нормально замкнутых контактов, способные работать с противоположными полюсами, оснащены антивращающим позиционированием и противорасшатывающими монтажными подушками.
4. Использование самовосстанавливающихся кнопок с легкой операцией, умеренным ходом и модульной конструкцией контактных точек из кетоновых композитных материалов, проявляющих высокую электропроводность, способных переносить большие токи, с ресурсом до 1 миллиона циклов.
·Энергетическая часть
1. Использование редуктора типа червячного 80-го типа, применяющего зубчатый преобразователь скорости для снижения скорости вращения двигателя до желаемого уровня и получения большего момента.
2. Использование вертикального двигателя с низким уровнем вибрации и шума, имеющего статорную часть из чистой медной катушки, с ресурсом в десять раз больше обычных катушек, оснащен шариковыми подшипниками с обеих сторон, что обеспечивает низкое трение и температуру.
|
Модель |
GO-200 |
GO-300 |
GO-400 |
|
Ширина |
200мм |
300мм |
400мм |
|
Толщина |
0.4~2.5мм |
||
|
Внутренний диаметр катушки |
450~530мм |
||
|
Наружный диаметр катушки |
1200 мм |
||
|
грузовая масса |
500 кг |
800КГ |
1000КГ |
|
Количество выравнивающих роликов |
7шт (3 наверху / 4 внизу) |
||
|
Тип расширения |
Ручное расширение |
||
|
Скорость |
16м/мин |
||
|
Настройка выравнивателя |
Четырехточечная плавающая настройка |
||
|
Тип наведения |
Касательный тип |
||
|
Задержка |
ручной "A"-образный стенд |
||
|
Двигатель |
1hp*4p |
2hp*4p |
2hp*4p |
Производительность выравнивания
|
Толщина / модель |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |