

Серия STS Двухступенчатый Точечный Пресс Для Прямых Толстых Пластин: Выравнивание Металлического Листа Для Толщины Материала От 0.4мм - 2.2мм
Описание продукта
Особенность:
1. Эта серия выпрямительных машин специально разработана для продукции из материала средней толщины, требующей высокоточной штамповки. Как известно, невозможно получить качественные изделия без выравнивания рулона и устранения напряжений, поэтому производительность выпрямительной машины играет ключевую роль в производстве.
2. Из-за различной кривизны материала в разных точках, одно расположение выравнивающих валков не может удовлетворить требованиям высокоточного выравнивания. Серия lihao STS инновационно применяет концепцию грубого выравнивания большими валками и тонкого выравнивания малыми валками с различными конфигурациями, используя грубое выравнивание для создания одиночной дуги в рулоне, а затем корректируя её с помощью тонкого выравнивания для соответствия требованиям штамповки заказчика.
3. Выравнивающие валки и вспомогательные валки этой машины изготовлены из импортного материала SUJ2, подвергнуты термообработке до твердости HRC60°, отшлифованы и затем снова отшлифованы после хромирования для обеспечения равномерного слоя твердого хрома и допуска формы каждого вала.
4. Грубое выравнивание на этой машине осуществляется с использованием механизма синхронного прессования червячной передачей, оснащенного процентным манометром, что позволяет быстро найти точку выравнивания.
5. Тонкая регулировка выравнивания этой машины использует плавающее устройство тонкой регулировки с четырьмя точками баланса, оснащенное процентным индикатором, что позволяет быстро найти точку выравнивания.
6. Эта машина использует привод шарнирно-рычажного типа с полным зубчатым приводом, подходящим для продукции, требующей высокой точности выравнивания.
7. Помимо валков для выравнивания, добавление направляющих колес дальнейшего давления на материал повышает точность.
8. Каждый выравнивающий валок машин серии S оборудован вспомогательными валками для выравнивания, чтобы обеспечить отсутствие изгибов во время производственного процесса, тем самым улучшая качество ровности продукции.
9. Верхние и нижние вспомогательные ролики закреплены как сверху, так и снизу, чтобы увеличить жесткость верхних и нижних роликов и предотвратить их деформацию под нагрузкой.
10. Из-за различий в материале, ширине полосы и толщине нет единой числовой ссылки. Поэтому рекомендуется взять небольшой участок материала для выравнивания перед массовым производством и продолжить производство после достижения желаемого эффекта.
Введение:
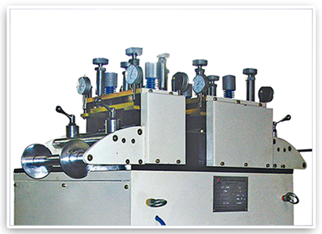

·Выпрямляющая головка
1. Головка машины имеет конструкцию с параллельными валами, всего 15 точных выпрямляющих роликов: 7 сверху и 8 снизу.
2. Использование четырехточечной системы微细 регулировки делает ее более подходящей для обработки продукции высокой точности. Входной и выходной материалы регулируются четырьмя независимыми подающими роликами с регулируемым давлением, что эффективно предотвращает смещение и деформацию материала.
3. Опорные ролики для материала имеют бесшумный гальванизированный барабанный дизайн, обеспечивающий интегрированное формование материала, а также устойчивость к царапинам и износу. Комплектуются механическими подшипниками, что обеспечивает плавное вращение и длительную надежность.
4. Оснащен чугунным рукояткой с электрохимическим покрытием, представляющим наиболее традиционный тип рукоятки.
5. Защитные крышки установлены с обеих сторон передаточной части и оснащены окнами для удобного наблюдения.
·Уровнирующее колесо
1. Выпрямительные валы изготовлены из сплошной подшипниковой стали, проходят толстослойную электрохимическую обработку после среднечастотной обработки, что обеспечивает твердость поверхности не менее HRC58 для гарантии долговечности материала.
2. Изготовлены из круглой стали GCr15, материал проходит предварительную термическую обработку (шароидизирующее отжигание), затем токарную обработку, фрезерование, среднечастотную обработку, грубое шлифование, холодную стабилизацию, точное шлифование и, наконец, электрохимическое покрытие. Этот процесс максимизирует точность, концентричность, гладкость поверхности и твердость, тем самым увеличивая срок службы выпрямительных валов.


·Передаточный механизм
Процесс производства зубчатых передач включает следующие этапы: грубая заготовка зубчатой передачи - обработка зубьев - термическая обработка - шлифовка зубьев. Грубую заготовку зубчатой передачи обычно производят с помощью ковки, которая проходит нормализацию для улучшения типа резания, что делает процесс резки более легким. Согласно чертежам проектирования зубчатых передач, выполняется грубая механическая обработка, за которой следуют полуфинишная обработка, токарная обработка, прокатка и формование зубчатых передач для достижения базовой формы зубчатой передачи. Затем проводится термическая обработка для улучшения механических свойств. В соответствии с требованиями чертежей выполняется окончательная точная механическая обработка, уточняющая эталоны и профили зубчатых передач. Благодаря этим процессам, наша зубчатая передача может достичь 6 уровня, с высокой износостойкостью, высокой прочностью и длительным сроком службы.
·Силовая секция
1. Применяется вертикальный редуктор типа червячной передачи 80-го типа, используя преобразователь скорости зубчатой передачи для снижения скорости вращения двигателя (мотора) до желаемой скорости и получения механизма с большей парой.
2. Используется вертикальный двигатель с низкой вибрацией и низким уровнем шума, где фиксированная часть ротора оснащена медными обмотками, срок службы которых в десять раз дольше обычных обмоток, а на обоих концах установлены шариковые подшипники, что обеспечивает низкий уровень трения и температуры.


·Электрическая контрольная коробка
1. Используются серебряные сплавы реле, полностью медные обмотки, огнестойкие безопасные основания, обеспечивающие долговечность и продолжительную работу.
2. Применяются защищенные устройства задержки цепи с реле безопасности, с контактами из серебряного сплава и множеством вариантов регулировки для удовлетворения различных диапазонов задержки.
3. Переключатели имеют конструкцию сдвижного контакта, оснащённую функцией самоочистки. Головки нормально открытых и нормально закрытых контактов используют раздельную изолированную структуру, что позволяет осуществлять двухполюсную операцию с противокручивающим позиционированием и противорасшатывающими установочными прокладками.
4. Использует самовосстанавливающиеся кнопки, лёгкое нажатие, умеренный ход клавиш и модульную комбинированную конструкцию. Контактные точки изготовлены из кетонового композитного материала, обеспечивающего высокую проводимость и большую токовую ёмкость, с ресурсом до 1 миллиона циклов.
·Манометр с циферблатом, жёлтый масляный насос
1. Используется ручной жирный насос, обеспечивающий быстрое и лёгкое отпускание масла, с импортными маслозаправочными уплотнениями для предотвращения утечки масла и импортными пружинами, устойчивыми к деформации и старению.
2. Используется стальной процентомер с точно обработанным циферблатом, пылеустойчивым стеклом, внутри установленным медным втулочным подшипником и оснащённым медной сердцевиной, что обеспечивает устойчивую конструкцию и точное измерение.
Параметр:
| Модель | STS-100 | STS-200 | STS-300 | STS-400 |
| Максимальная ширина (мм) | 150 | 200 | 300 | 350 |
| Толщина (мм) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Скорость(м/мин) | 16 | 16 | 16 | 16 |
| ДВИГАТЕЛЬ (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Коррекция крупного диаметра | φ45 | φ45 | φ45 | φ45 |
| Количество грубых позиций | 2/3 (Вверх/вниз) | 2/3 (Вверх/вниз) | 2/3 (Вверх/вниз) | 2/3 (Вверх/вниз) |
| Точная регулировка диаметра | φ34 | φ34 | φ34 | φ34 |
| Точные уравнивающие колеса | 7/8 (Вверх/вниз) | 7/8 (Вверх/вниз) | 7/8 (Вверх/вниз) | 7/8 (Вверх/вниз) |
| Размер(М) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |