
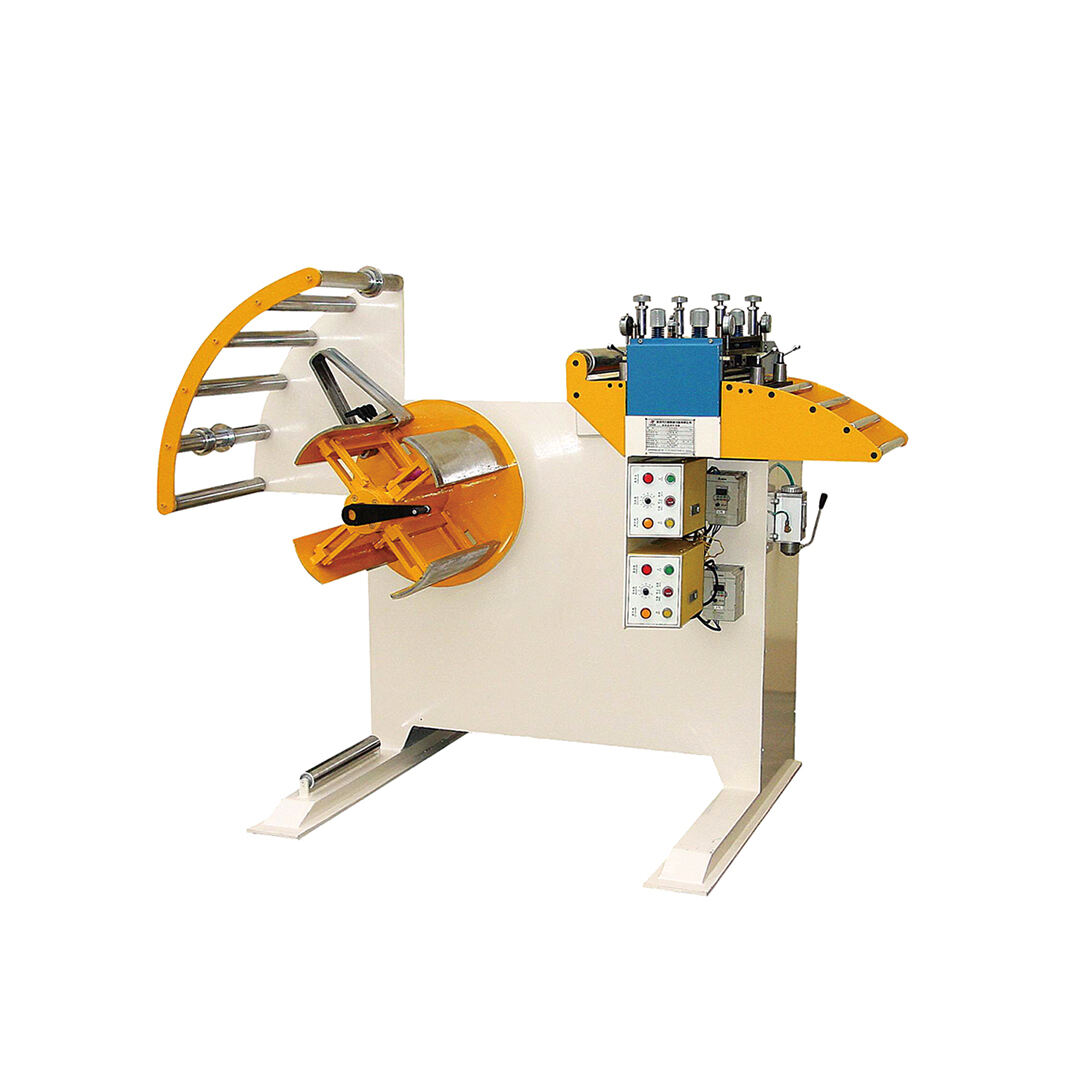

Serie GO-B Drejtues dhe Hapësirë 2 në 1 Sistemi për Largimin e Larg të Metallit për Gjyndjen e Larg: 0.1mm~0.8mm
Ndani
Uncoiler/makinë drejtuese
Konservo hapësirën
Larg Precision
Përshkrimi i Produktit
Largues Cum Dekoiler
Veprime të Rralla
1. Integrimi i kornizës dhe maqinës së larguara largon hapësirën e instalimit, minimizon faza të ndryshme gjatë përpunimit të materialit të larguar dhe maksimizon performancën e maqinave.
2. Korniza dhe maqina e larguara kontrollohen përhason me kabine kontrolle të pavarura, ku secila është eCHIPuar me një ndryshore frekuencë, duke siguruar veprime të lehta dhe ofruar mbrojtje më efikase për maqinat, duke paralajmëruar deformimin apo distorzionin që shkaktojnë forcat jashtme gjatë veprimit.
3. Këtë dy pajisje përdorin transmetim me avjunt universal dhe transmetim tërë me radhe, e cila përftohet rrotullimi pasiv i rrulloreve larg dhe dështimin e materialit.
4. Ekipuar me indikatorë rore në rrulat, duke lejuar gjetjen e shpejtë të pikave të nivelimit.
5. Shtimi i rrulave të presjes prapa rrit shtyllën e rrulave të nivelimit, duke rezultuar në efekte më të mira të nivelimit.
6. Shtimi i komponenteve të sistemit rrit jetën e pajisjes.
7. Forca për nivelimin e raftit të materialit ndahet dhe kontrollon bashkëpunimisht me ndryshore të frekuencave, duke përftuar efektivisht deformimin e dytë të materialit dhe përmirësoj kaliteten e produkteve të stempuara.

·Kafa Drejtuese
1. Kafa e pajisjes përdor një dizajn me rrulat paralele, me një total prej 7 rrulash niveluese (3 larg dhe 4 poshtë).
2. duke përdorur regullim mikro me katër pikë, është më i rrites për procesimin e produkteve me larg prej të larg prej të larg prej të larg prej të larg prej të larg prej. Proceset e sytjes dhe çiklimit përdorin regullim të presjes me katër pikë të pavarura në rulën e sytjes, mbajnë në varësi ndryshimet e materialit dhe deformimin e tij.
3. Rullat e mbajtjes së materialit janë bërtham të galvanizuara pasive, formuara përgjithësisht, me sipërfaqe të resistente ndaj larg dhe zemrës. Ato përdorin ruli mekanike, ofrojnë rrotullim flexibël dhe i vjetër.
4. Përdoren rola me dorë nga çel gusht, me sipërfaqe elektroplastikuar për estetike tradicionale.
5. Larg te ndonjë an të pjesës së transmetimit instalohen koprave protektive, ekuipuar me dritare për observim të lehtë.
·Roli i drejtimit
1. Rolut e drejtimit janë bërë prej çel gusht me lule, që kalojnë trajtim në frekuenca mesore dhe pastaj elektroplastikimi i paqar, duke siguruar një bardhesh sipërfaqor që nuk është më pak se HRC58 për të garanton durabilitetin e materialeve.
2. Përdoret çel GCr15 forje rrethor, i cili kalon trajtim të parë (anjalim sferoid), pastaj giret, millet, trajtim në frekuenca mesore, gertim i larg, stabilizim i ftohtë, gertim i vërtet dhe në fund elektroplastikimi. Kjo procedurë maksimizon precizionin, koncentrikun, lehtshmërinë dhe bardheshin, duke zgjeruar kohën e shërbimit të rolave të drejtimit.

·Rradhë drejtuese
Procesi i marrjes së rrathave përfshin hapat e mëposhtme: marrje e rrathave të rrethuara - marrja e sipërfaqes së diçit - trajtimi termik - lushte e sipërfaqes së diçit. Marrja e rrethuar përveç kryesisht përfshin forimin, pas diç kaqim për të përmirësuar machinshmërinë e saj, duke lejuar larg. Sipas shembujve të dizajnit të rrathave, bëhet marrje e rrethuar, pasardhi marrje me presje, milazim dhe hobim për të arritur formën bazë të rrathave. Pas kësaj, bëhet trajtim termik për të përmirësuar vetitë mekanike. Duke ndjekur kërkesat e dizajnit në shembuj, bëhet marrja e fundit me precizion, rafinimi i sipërfaqes referuese dhe profili i rrathave. Përmes këtyre proceseve, rrathat tona mund të arrin gradin 6, me larg rezistente, fortësi largore dhe jetë gjerë.
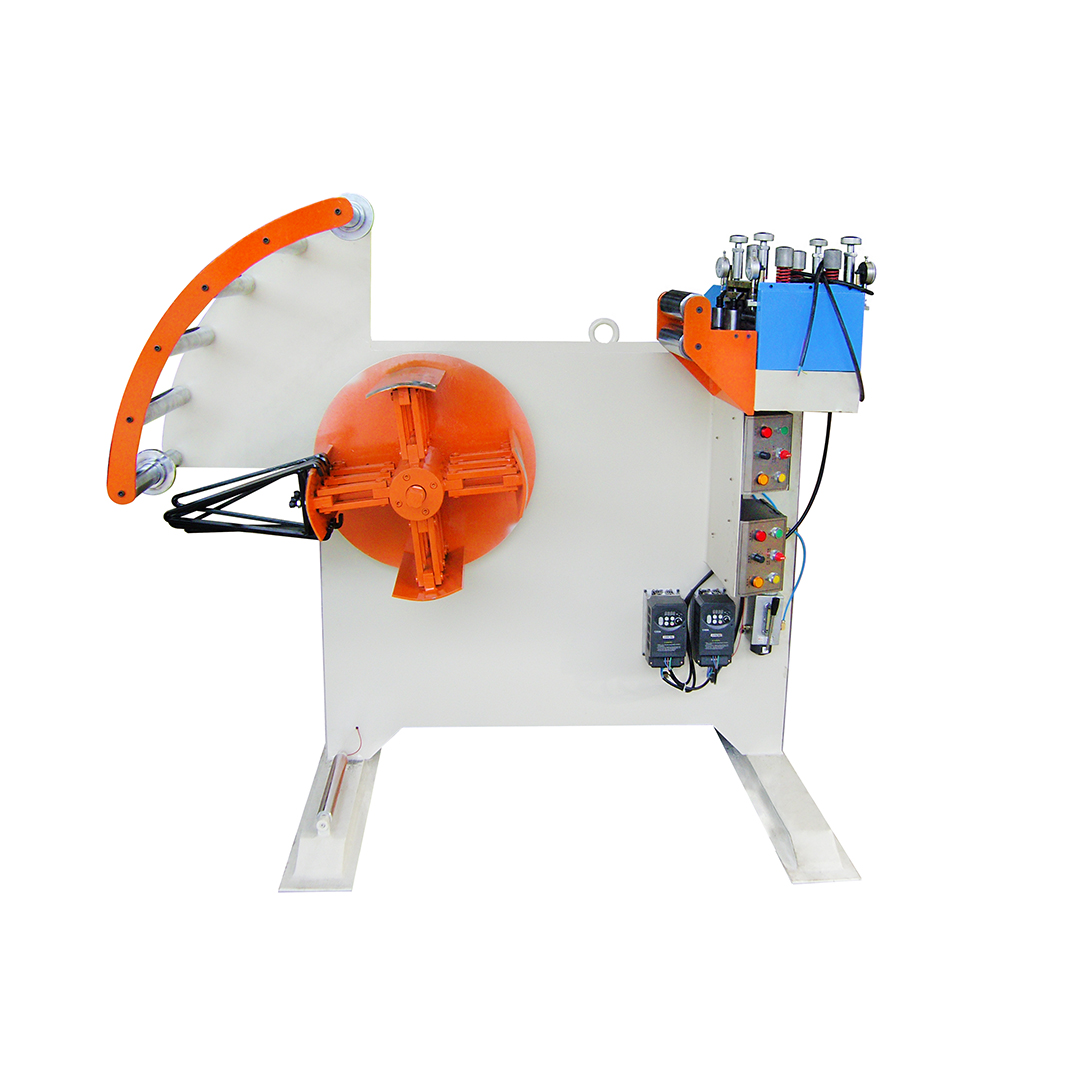
·Pjesa korniza
1. Kjo pajisje përdor dizajn të integruar të raftit të materialeve dhe uniteti të drejtues, zvogëlon përdorimin e vendit.
2. Rastulli i materialeve është projektuar me gur në formë lule, dhe të gjitha plakinat e kornizë janë thyer me laser apo me thirrje plasma, sigurim i larg dhe ndryshueshmëri e pajisjeve me kalitje të larg.
3. Të gjitha pjesët procesohen duke përdorur kontroll numerik (NC) dhe kontroll numerik kompjuterik (CNC), sigurimi të mirë të ndërlargimit.
4. Struktura e përgjithshme është e thjeshtuar, dhe montimi dhe zëvendësimi i pjesave të pajisjeve mund të bëhen nga punonjës teknik të thjeshtë, duke bërthyer qasje të lehtë, shpejt dhe larg zgjatje të kushteve për mbajtjen e rregullt.


·Kuti Kontrolli Elektrik
1. Përdorimi i relajeve me lidhje argjentore dhe kile të plotë me kopër, dhe bazat e sigurisë me aftësi të ndalimit të llarg, sigurim i larg të trilluar të përfundimit të vjetër.
2. Përdorimi i relajeve të sigurive të pritimtar të rregullueshme, me kontakte të bashkuara me argjend, drejca të ndryshueshme të rregullimit, për të përbashkuar me zgjedhje të ndryshme të pritjeve.
3. Skedat kaqesisni ndaj një dizajn me kontakt rrethor me funksion të pastrosh në vet. Kontaktet zakonisht hapur dhe kontaktet zakonisht mbyllur përdorin një strukturë të ndara të insuluar, e lejuar për operim bipolër dhe eCHIPuar me zgjedhje pozicioni anti-rotacion dhe mbështetje montimi anti-largim.
4. Përdorimi i butonave të sjellura me aftësi të pastra në vet me forçë e lagje dhe lëndje mesatare. Kontaktet përdorin një strukturë kombinim modulare me pikë bashkëngjitëse baz të ketonit, ofrojneCONDuktivitet të fortë, janë në gjendje të kryejnë corri të mëdha dhe kanë jetëderg 1 milion cikla.
·Pjesa e forcës
1. Përdorimi i një redusor vertikal tipi 80 me rrjetë shtriruese, ky arrmëzim përdor konvertimin e shpejtisë së rrjetës për të larguar shpejtin e rrotullimit të motorrit (motorrit) në shpejtin e dëshiruar, ndërkohë që të Merr një mekanizë me çmendje të larguara.
2. duke përdorur një motor vertikal, e karakterizuar nga vibrime të ulitura dhe nivel të madh të zjarit. Pjesa e rotorit fiks përmban kile me kopër të pastër me jet nën dhjetë herë më të gjatë se ato standard. Larg burrat janë instaluar në dy fundme, minimizoje ndjenjën dhe mbajnë temperaturën të ulët.
Peculiaritet:
| Lloji | GO-200B | GO-300B | GO-400B | GO-500B | GO-600B |
| Gjerësia maks. | 200mm | 300 mm | 400mm | 500mm | 600mm |
| Paksia | 0.1-0.8mm | ||||
| Helm.I.Diametër | 450-530mm | ||||
| Helm.O.Diametër | 1200 mm | ||||
| Peshë maksimale | 800kg | 1000KG | 1500 kg | 1500 kg | 2000kg |
| Larg Power | 1/2HP | 1HP | 2HP | 2HP | 3HP |
| Forca Larg | 1HP | 1HP | 2HP | 2HP | 3HP |
| Përpunim larg | Regullim i lehtë me rrethel 4 pikash | ||||
| Maks. shpejtësi | 15m/min | ||||
| Metoda ekspanzhioni | Manuali | ||||
| Kontrolli i hulles | Sensor Larg | ||||