

Seria HS Drejtues i Larg dhe Stempelimit të Plakave të Larg dhe Stempelimit të Larg dhe Stempelimit të Drejte (Për Gjërësi të Materialit në Intervalin 1.6mm - 6.0mm)
Ndani
Për përpunimin zbulues continuz të materialit me të ndryshme gaba
Përdor në bashkëpunim me mashinën e zgjerimit për produksion automatik
Mund të personalizohet
Përshkrimi i Produktit
Karakteristikat:
1.Rrotulli i korreksionit është bërtham nga çel si dhe ka kaluar trajtim të fortë së varfave, është lusur dhe kromizuar thell, dhe pas kalimit të saj nga makina, është e larg dhe pa shenja të presjes, pa dëmtuar sipërfaqen e materialit.2
2.Makinë mund të përdoret pavarésisht dhe gjithashtu mund të përdoret përbashkë me rafet automatike të sytjes të tipit MT dhe DBMT, duke rezultuar në performancë të mira.
3. Masina përdor një silindër i madh për shtypjen e materialeve dhe pajisja e rregullimit bëhet duke përdorur rregullim me vrim të sinchronizuar dhe radh të vrimtare. Me një lëndje të mankës, roli i larg në sipërfaqe largohet vetëm 1mm për rregullim të detajuar.
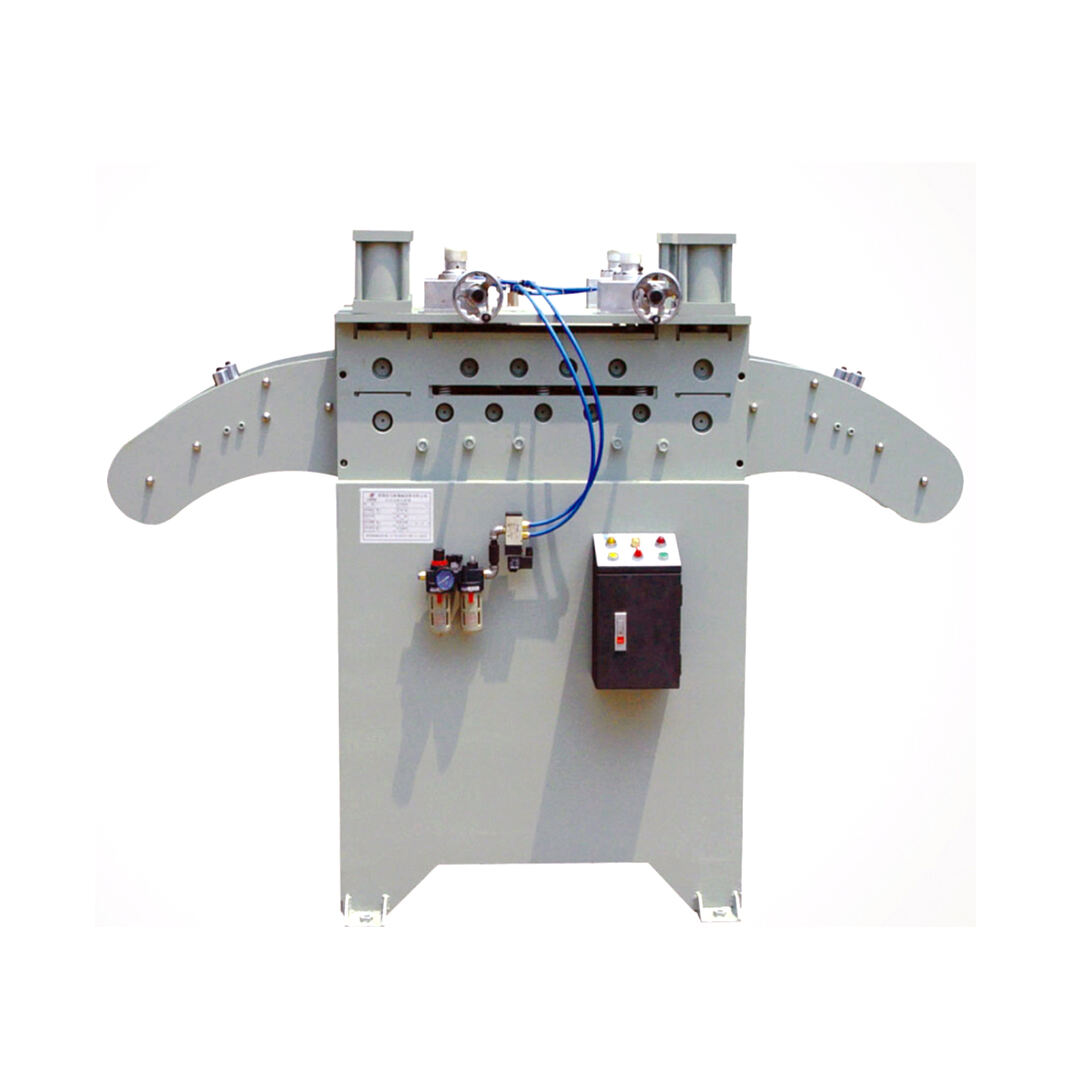
Përshkrimi:
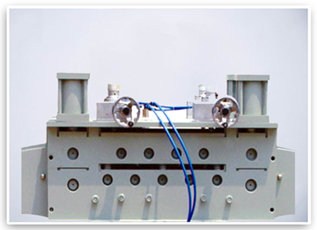

·Kafa e drejtuesit
1. Kafa e masinës ka një dizajn me rulat paralele, me gjithsej 9 rula korreksione të precize, 4 në anën e larg dhe 5 në anën e poshtme.
2. ECHIPUAR ME NJË SILINDËR I MADH PËR SHTYPJEN E MATERIALIT, AI ËSHTË MË I LARG PRAKTIKËS PËR PROCESIMIN E PRODUKTEVE ME PRECIZION LARG. RREGULLIMI I KORREKSIONIT BËHEN duke përdorur rregullim me vrim të sinchronizuar dhe radh të vrimtare, cila largohet efektivisht larg shkallës dhe formës së materialit.
3. Rulat e mbajtjes së materialit janë bërë prej rulash të galvanizuara pa motor, formuara përgjithësisht, me sipërfaqe të resistente ndaj lëshmit dhe zbritjes. Ato përdorin rrotullime mekanike, lejuar rrotullim fleksibil dhe trajtësi të larg kohë.
4. Ka një rrotull drejt të lakut me traku të ndërlargur, i cili përfaqëson llojin më tradicional të rrotullit të dorës.
·Ruli i drejtues
1. Rrotulli i korreksionit është bërtham nga çel qëndror, kalon në trajtim me kap të tjathtë pas trajtimeve të frekuencave mesatare, duke siguruar një thelbi siperfaqeje jo më pak se HRC58 për të garantiqur trajtimin e materialit.
2. Është bërtham nga çel GCr15 forjuar, kalon në trajtim para zgjerimit (anjalim sferik), pastaj largohet, hidhet, trajtohet me frekuencat mesatare, largohet gjer dhe për trajtimin e ftohtë, hidhet me precizion dhe në fund kapohet elektrikisht. Kjo maksimizon precizionin, koncentrikitetin, lehtshmërinë dhe thelbën, duke prishur jave të shëmta të rrotullit të korreksionit.

·Rradhë drejtuese
Procesi i procesimit të rrathëve përfshin hapat e mëposhtme: largimi i rrathës rrethore - trajtimi i sipërfaqes dhe - trajtimi termik - gresimi i sipërfaqes së fushave. Pjesa e rrathit e plotë pas largimit ka qenë kryesisht e formuar me forçim, duke u tretur për të përmirësuar trajtimin e saj, duke lejuar largimin. Nga shembulli i projektimit të rrathit, kryhet trajtim i plotë, pastaj trajtim i parë, trajtim me vijël, rrotullim dhe formim i rrathit për të arritur formimin e bazë të rrathit. Pas kësaj, aplikohet trajtimi termik për të përmirësuar vetitë mekanike. Sipas kërkesave të projektimit të shembullit, kryhet trajtimi i fundit, duke rafinuar referencën dhe profilitin e dentyrave. Duke kaluar në këto procese, rrathët tanë arrin një vlerësim 6, me larg dhe fortësi të largta dhe jetëgjatje të gjatë.
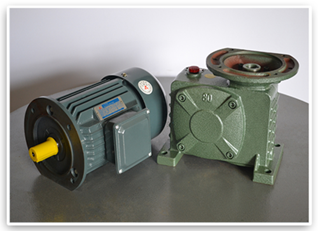
·Pjesa e forcës
1. duke përdorur një kutije vertikale të tipit 80 me rrath të heliksishëm, ndërruesi i shpejtisë së rrathit përdoret për të larguar shpejtin e motorrit në normën e dëshiruar, duke prodhuar një mekanizëm me forcë të largta.
2. Përdorimi i një motor vertikal i njohur për vibratet e larg dhe nivelin e zemrave, me pjesën e pa larg rotor të panduar me krrallat e purës copper që shpëton nëpër dhjetë herë më gjatë se krrallat standard. E pajisur me kulap në dy përfundime, rezultueshëm në fritje të ulitura dhe temperaturë të ulitura.

·Kuti e kontrollit elektrik
1. Përdorimi i relajeve të lidhura me argent me krrallat të plotë të purës copper, baza siguri të panduar nga flambimet garanton trajnësi dhe jetëgjatje.
2. Përdorimi i relajeve siguri me circuit me vonesë me kontaktet e lidhura me argent dhe disk me shkallë të shumta për të përbërë vone të ndryshme.
3. Shtypjet ka kontakte rrije me funksion sjellje vetjake. Pika kontakte normale hapur dhe normale të mbyllura përdor strukturë ndarje të izolimit, lejon operim dyfishe, me pozicion anti-rotacion dhe gasket montimi anti-larg.
4. Përdorim i butonave të rradhitshme me aktivizim larg dhe largje tasti mesatare. Përdorimi i një strukturë kombinim modulare, pikat e kontaktit kanë material kompozit bazuar në cetoni për konduktivitet të fortë, të aftë të transportojnë corra të mëdha me jetëmarrje deri në 1 milion cikli.
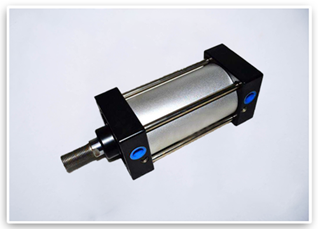
·Silindri kormor
1. Përdorim i silindërve Yadeke origjinale me trup silindër të bërthyer nga ligj dhe oksidim i thellë, duke u siguruar që nuk ka ekzhdhje.
2. Mjetimitje CNC të precize të aluminijm të plotë, me paret brendore polite pa shkronja, duke siguruar që nuk ka bllokim dhe efikasni operativ larg.
3. Ka aftësi për operacion të fortë, i ndjeruar dhe i pranishëm për gjithçka lloje kushte punësore.
Peculiaritet:
| Lloji | HS-150 | HS-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Gjerësia e Larg | mm | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Paksia e Larg | mm | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Shpejtësia e Përpunimit | m/min | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Motor | hp | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Dimenzionet e Makinës L*G*L | M | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |