

Serie e Re GO Drejtues dhe Hapësirë 2 në 1 Sistemi për Largimin e Larg të Metallit për Gjyndjen e Larg: 0.4mm~2.5mm
Ndani
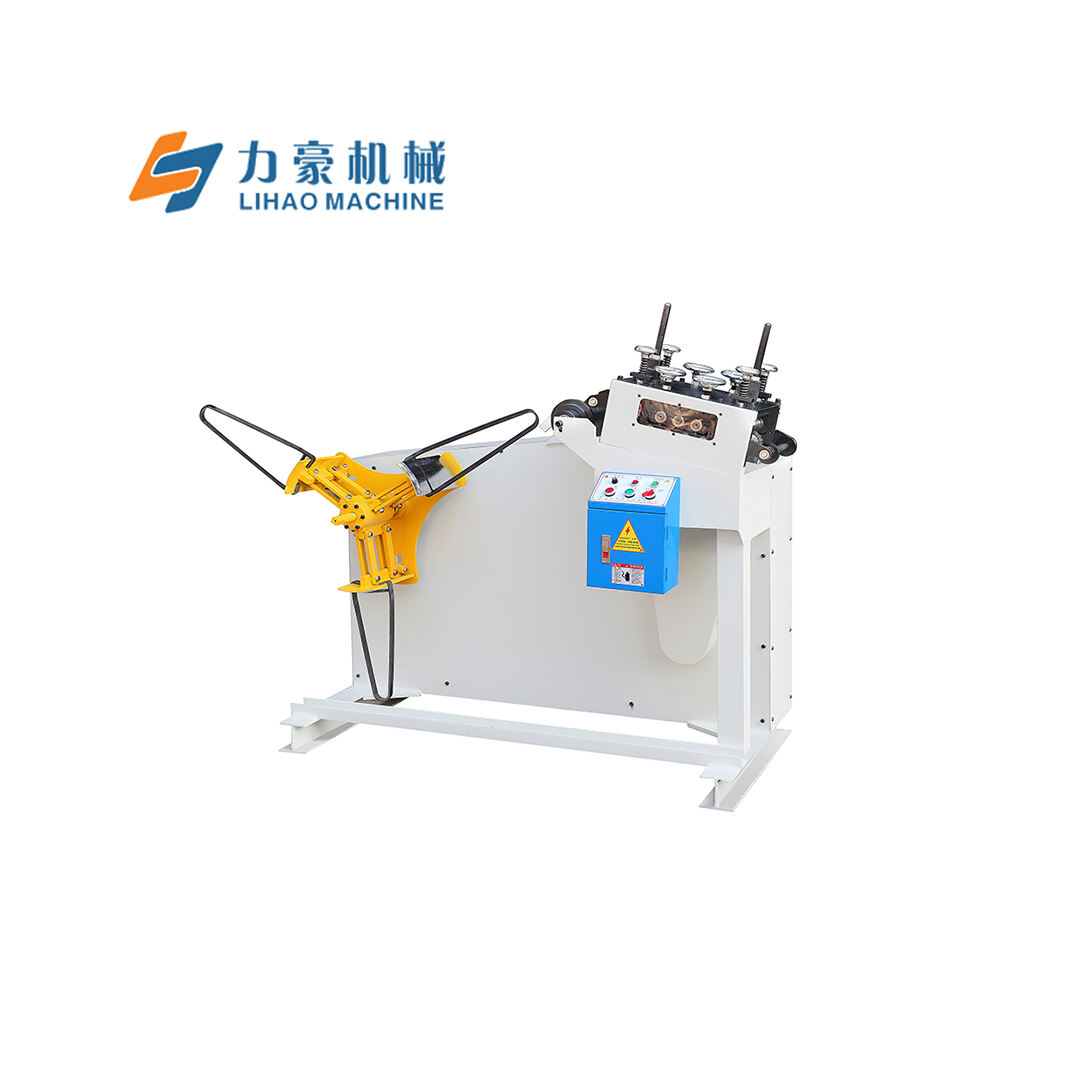
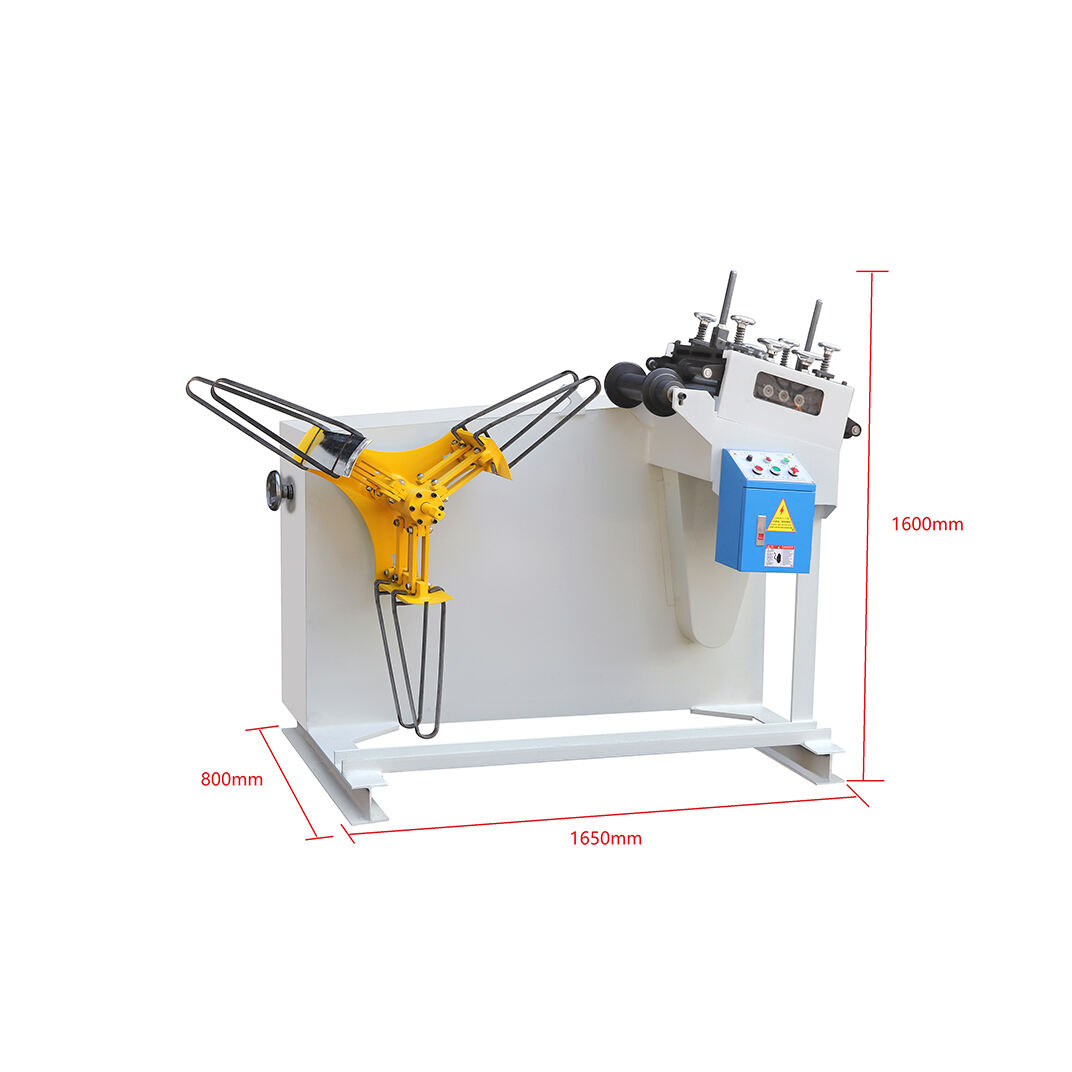
Uncoiler/makinë drejtuese
Konservo hapësirën
Larg Precision
Përshkrimi i Produktit
Largues Cum Largues
Karakteristikat:
1. Kombinimi i dekoilër dhe straightener në një unit të vetmë maksimizon përdorimin e hapësirës në fabrikë.
2. Dekoilërja ka dizajn konsolë, me komponente rreth dhe larg të ndjekura nga laser plasma për precizion të larg dhe ndryshim të mire të ekipimenteve.
3. Straightenerja përdor dizajn rullore paralele me nivelimin e katër pikash për nivelimin e precize, ideale për procesimin e produkteve me precizion të larg. Katër regullime të pavarura presje në rolet e ndjekjes për ta ndaluar larg dhe larg.
4. Rulat e straightener janë bërtha me aço të larg dhe larg të cili është elektroplasur për të rritur trajnën e saj me anet e tij që kalon HRC58.
5. Të gjitha pjesët janë prodhuar duke përdorur fresaqe NC dhe CNC, sigurimi i larg cangllit të larg.
6. Ekipi është montuar duke përdorur struktura modulare, e lejon montimin dhe ndjeshjen e pjesave nga punonjësit teknik të përgjithshëm, duke ulur në varg kushtet e mbajtjes së rendit.


·Kafa Drejtuese
1. Koka e mashinës përdor dizajn me rullat paralele me një total prej 7 rullash drejtezuese (3 larg dhe 4 poshte).
2. Përdoret regullim micro në katër pikë, bëni atë më tepër e përshtatshme për procesimin e produkteve me precizion larg. Përdoret regullim i presjes në katër pikë të pavarura për ngarkim dhe larg, duke mbyllur efektivisht çastin dhe deformimin e materialit.
3. Rullat e mbajtjes së materialit përdorin rulla pasive galvanizuar, formuara përgjithshëm për t'u bërë të thelbshme. Siperfaqja e tyre është rezistente ndaj lëngjeve dhe zbritjes dhe ka rrotullime mekanike për rrotullim fleksibël dhe të gjatë.
4. Përdoren rohë dorë të dëmtuara me gjethe, me trajtim sipërfaqe elektroplasje, përfaqesojnë llojin më tradicional të rohës dorë.
5. Larg te ndonjë an të pjesës së transmetimit instalohen koprave protektive, ekuipuar me dritare për observim të lehtë.
·Rulla drejtuese
1. Rulat e drejtuara janë bërë nga çel gjerimi i plotë, përvojne trajtim elektrik të zvarruar pas rritjes së frekuencës mesore, me larg hardheshë si vlera jo më pak se HRC58, duke siguruar tregtarin e materialit.
2. Larg GCr15 është formuar, subjektuar trajtim pre-larg (larg sfërifikimi), pastaj larg gire, miling, trajtim mesor frekuencë, larg grindje hape, për larg stabilizim të ftohtë, grindje e precis, dhe në fund larg elektroplatin. Kjo maksimizon precizimin, qendrueshmërinë, llojshmërinë e sipërfaqes dhe larghardheshmërinë, duke prishur jeta e përdorshmërisë së rulave të drejtuara.
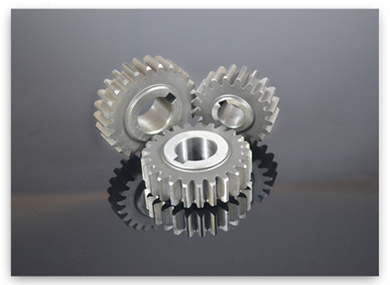

·Rradhë drejtuese
Procesi i prodhimit të rrathave përfshin stegjera të mospjestër: largimi i rrethit të rrathave, trajtimi i sipërfaqes së rrathave, trajtim termik dhe perfektim i sipërfaqes së rrathave. Largimi i rrethit të rrathave, përveç se përdor shumicisht formimin me ujë, përfshin edhe trajtim normal për të përmirësuar aftësinë e trajtimeve të tij për qellimet e largimit të rrethit. Duke u bërë përgatitur nga shenja e projektimit të rrathave, rratheuqet trajtohet në mënyrë burimore, pastaj vazhdon me procese të gjysmëpërfshme si truri, rrotullim dhe futje e dënteve për të arrijtur formën bazë të rrathave. Pas kësaj, aplikohet trajtimi termik për të përmirësuar vetitë mekanike. Sipas specifikimeve të projektimit, stadi i fundit përfshin trajtim preciz dhe perfektim të normave të rrathave dhe profileve të dënteve. Përmes këtyre proceseve, rrathat e nesh janë vlerësuara në gradin 6, duke shfaqur larg kapacitet të larg, fortësi të larg dhe jetë e gjerë.
·Pjesa korniza
1. Kjo pajisje përdor një dizajn të bashkuar të plotë të raftit të materialeve dhe drejtuesit, duke përmirësuar përdorimin e vendndodhjes.
2. Rastulli i materialeve është projektuar me një gur të larguar, dhe të gjitha plakinat e kornizave janë taguara duke përdorur ndalimin laser plasma, sigurimi të larg prejisionit larg dhe ndërlargimit të mire të ekipimentit.
3. Të gjitha komponentet janë trajtuar duke përdorur procese numerike (NC) dhe kontrollin e llogaritjes së kompjuterit (CNC), siguruan ndërlargim të mirë.
4. Projekti i përgjithshëm përdor një strukturë montimi, lejon montimin dhe zëvendësimin e pjesave të ekipit nga punonjësit teknik të përgjithshëm, lehtëson pastrojen e shpejtë dhe e lehtë, duke ulur në varësi larg kosteve të mbajtjes së rregullt.


·Kuti e kontrollit elektrik
1. Përdorimi i relajeve të lidhura me aliumin dhe helqe të tërhequra me të gjitha, bazat e sigurtive të flamborit, siguruan treg të vjetër dhe të dobishme.
2. Përdorimi i relajeve të vlerësuar me siguri me kontakte të bërthamja dhe diskete të shumta, plotësojnë interval të ndryshme të vlerave të vonesë.
3. Skaktoresh që përdorin kontakte rrofje me funksion të pastrimit vet, me strukturë të ndara për kontakte normale të hapura dhe të mbyllura, në gjendje të punojnë me pola të kundërta, ekipuar me pozicione anti-rotacion dhe mbështetje anti-largim.
4. Përdorim i butonave të sjellshme me rireset automatike me veprim të lagjerët, lëndje mesatare dhe kontakte modulare të konstruara duke përdorur materiale kompozit bazuar në cetoni, tregojnë njohuri elektrike të forta, në gjendje të transportojnë kalaje të mëdha, me jetëderi deri në 1 milion cikla.
·Pjesa e forcës
1. Përdorim i reduktorit të helicës të llojit 80, duke përdorur ndryshore shpejtësi të helicës për të larguar shpejtësinë e motorrit në nivelin e dëshiruar dhe për të marrë një mekanizë me fushë të larg.
2. Përdorim i një motori vertikal me vibrime të ulëta dhe zë të ulët, me pjesë stator të bërtham me rreshta të thelles pure, me jetëderi të dhjetë herë më të gjatë se rreshtat e zakonshme, ekipuar me gurë kula në dy përfundime, rezultat në frikcion të ulët dhe temperaturë të ulëta.
|
Modeli |
GO-200 |
GO-300 |
GO-400 |
|
Gjerësia |
200mm |
300 mm |
400mm |
|
Paksia |
0.4~2.5mm |
||
|
Diametri i brendshëm i koilës |
450~530mm |
||
|
Diametri i jashtëm i koilës |
1200 mm |
||
|
Peshë e ngarkueshme |
500kg |
800kg |
1000KG |
|
Sasi lules për drejtim |
7dh (3 larg / 4 poshte) |
||
|
Larg dhe lloji |
Zgjerim dorësor |
||
|
Shpejtësi |
16m/min |
||
|
Rregullim i liniarizuesit |
Largimi me katër pikë të lëvome |
||
|
Të llojit induksion |
Të llojit thjeshtim |
||
|
Mbajtës |
rakë dorëçe në formë 'A' |
||
|
Motor |
1hp*4p |
2hp*4p |
2hp*4p |
Larg dhe Larg Performancë
|
Tickesa / model |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |