



Seria SNL Drejtues i Larg dhe Stempelimit të Plakave të Larg dhe Stempelimit të Larg dhe Stempelimit të Drejte është Eplote për Material Metalik, Gjërësi të Materialit në Intervalin 0.1-0.6mm
Ndani
Për përpunimin zbulues continuz të materialit me të ndryshme gaba
Përdor në bashkëpunim me mashinën e zgjerimit për produksion automatik
Mund të personalizohet
Përshkrimi i Produktit
Karakteristika:
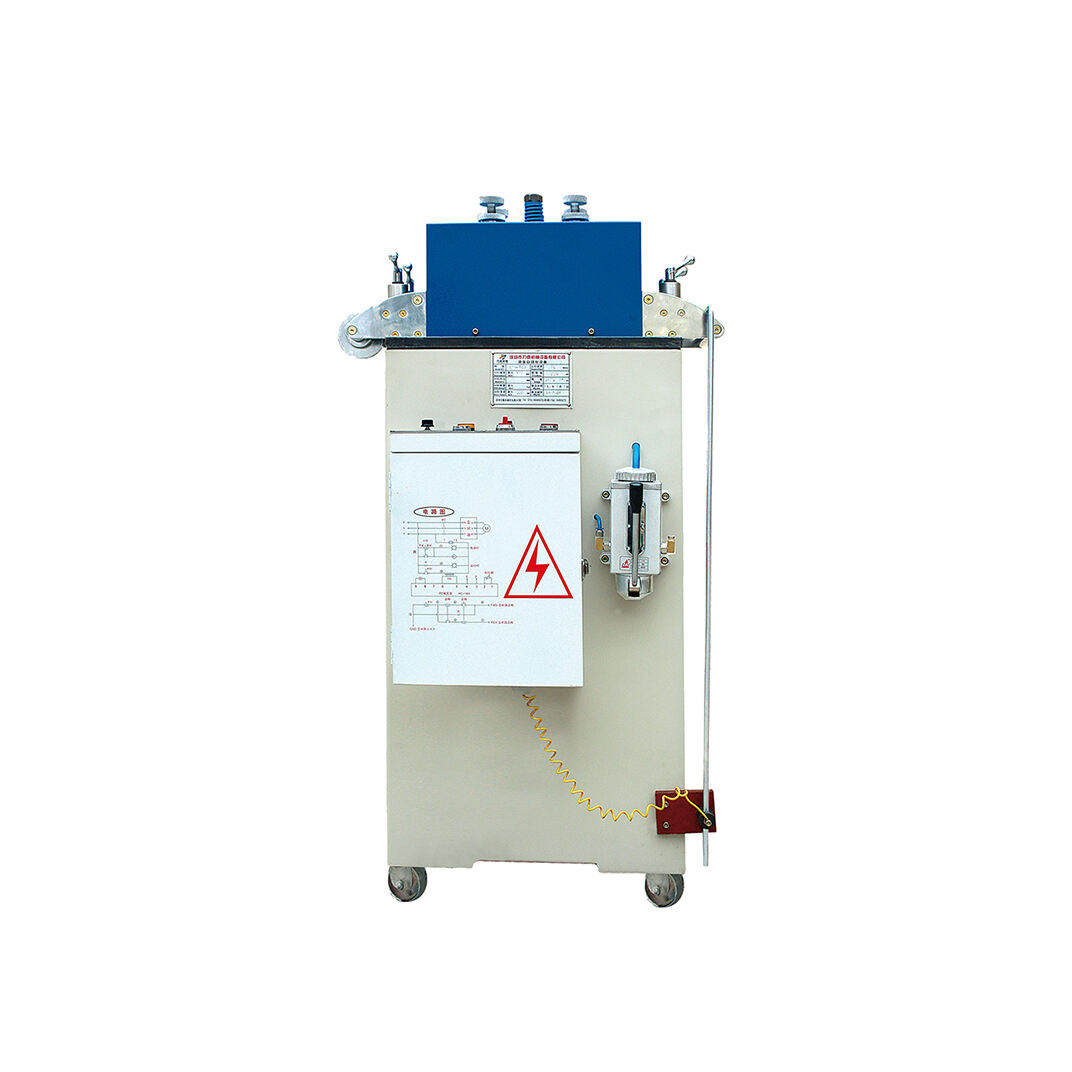
1. Kjo serije të mashinave niveluese është dizajnuar veçanërisht nga kompania jonë për prodhimin e materialit të hafër të nevojshëm për presjen e precizë. Është e njohur se pa nivelim dhe largimi i stresit, është impossible të prodhohen produktë të mira, kështu që performanca e mashinës së nivelimit luaje rol të rëndësishëm në prodhim.
2. Rrathet e nivelimit dhe korreksionit ndihmesor të kësaj mashine janë bërë prej SUJ2 të importuar, trajtuar termike për të arritur HRC60°, dhe larguara pas shkronjimit me krom të thell në mënyrë që të sigurohen niveli të barabarta të kromit të thell dhe tolerancat e formës për secilin ak.
3. Largimi i nivelit të kësaj mashine përdor një pajisje për largim të renditur me katër pikë larg, eCHIPuar me një shkallë numerike, që mund të gjen shpejt pikën e nivelit.
4. Çdo rrotull drejtues në mashinën e sërës S është eCHIPuar me një rrotull ndihmës nivelore për të siguruar se nuk do të hulumtohet apo formohet gjatë procesit të prodhimit, duke përmirësuar kualitetin e levelit të produktit.
5. Rrotulli ndihmes i poshtëm është i fiktuar, duke thelluar ngjeshjen e rrotullit të poshtëm dhe mbrapsht deformimit nën presje.
6. Rrotulli ndihmes i largtë është i llojit flotues, për të marrë shtypje të ndryshme siç nevojitet, duke forcuar fortin e nivelit dhe jetesinë e rrotullit të nivelit dhe duke përmirësuar kërkesat e levelit të sipërfaqes së plake.
7. Rradhat e transmetimit përdorin oljinë forçuar për ciklimin e olajit për të larguar humbjen e rrathave dhe mund të punojnë për kohë të gjatë në kushte të largta të gjakut.
8. Mekanizmi i transmetimit përdor transmetim të pavarur sinkron për çdo rulë niveluese, zvogëlon tolerancën kumulative të larguar nga transmetimi me gear dhe përmirëson kërkesat për nivelimin e plakeve.
9. Sistemi i oljimit shton gjatësi makinare dhe lejon që makina të punoj në një gjendje stacionare për kohë të gjatë.
10. Larg prej ndryshimeve në materiale, gjerësi dhe paksie, nuk ka një referencë numërike e bashkuar. Pra, rekomandohet të merret një sekcion i vogël të materialit për korreksion përpara prodhimit masiv, dhe prodhim vazhdimisht pas arritjes së efektit dëshiruar.
11. Transmetim energjie me varg universal, produkte me performans larg dhe thelb i paqyer me alumin dhe i poshtëm.
Përshkrimi:

·Kafa Drejtuese
1. Kapja e makines përdor një dizajn rulash paralel, me një total të 21 rula korreksione të precize, 10 në krye dhe 11 në poshte.
2. duke përdorur një regullim fin të katër pikave, është më i përshtatur për procesim të produkteve me precizion larg. Hyrja dhe dalja përdorjnë presje të reguluara ndëndiejse në katër pikash, e cila mbuloj materialin nga ndallimi dhe deformimi.
3. Rulat e mbajtjes së materialeve përdorin rulla galvanizuara pa motor, formuara si një unitet plotë, me sipërfaqe të resistente ndaj shkatërimit dhe lëngjeve. Përdoren beringa mekanike për rrotullim fleksibël dhe i rritur.
4. Përdoren rota dorë të fabricuara nga gjethe fundi, trajtuar me elektroplazh sipërfaqisht, duke paraqitur llojin më tradicional të rotave dorë.
5. Instalojnë kapak protektiv në dy anet e pjesës së transmetimit për proteksion, ekipuar me dritare për observim të lehtë.
·Ruli i drejtues
1.Rulat e korrigjimit janë bërtham te acole të thelterit me trajtim elektroplazh i qenjë mid-frekuenca, duke siguruar ngadtere sipërfaqe të larg se HRC58, duke siguruar traje time të gjatë.
Përdoret çel gjer GCr15 formuar me rrotullim, i cili kalon në trajtim para (anjalim sferik), pastaj ndjeket nga trunçim, milimin, trajtim mid-frekuenca, lishje e plotë e theksimit të ftohtë, lishje e vështirë dhe në fund elektroplatin. Kjo maksimizon precizionin, koncentrikitetin, lehtshmërinë dhe krahësinë, duke përmirësuar jeta në servis të rulloreve për korrigjim.

·Radhi transmetimi
Procesi i marrjes së rrathave përfshin fjala pas hapa: marrja e larg dhe formimi i qarkut të rrathës - formimi i sipërfaqes së diçit - trajtimi termik - gjerbim i sipërfaqes së diçit. Largja formohet kryesisht me forçim, duke u treguar anjallje për të përmirësuar aftësinë e saj për marrjen me thyesa. Në vijë të shenjave të dizajnit të rrathave, kryhet marrja e larg rrethore, pas diç, rrotullim, dhe formim i rrathave për të arritur formën themelore të rrathave. Pas kësaj, kryhet trajtimi termik për të përmirësuar vetitë mekanike. Nëpërmjet kërkesave të shenjave të dizajnit, kryhet marrja e larg e precize në fund, rafinon normat dhe profilit e rrathave. Përmes këtyre proceseve, rratha jonë arron gradin 6, shfaq gjysmësim të larg, fortinë të larg dhe jetë gjashtë të gjatë.
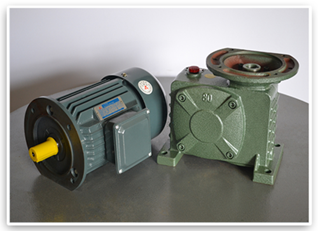
·Pjesa e forcës
1. Përdorim redaktor të paburim të vertikale të modelit 80, duke përdorur ndryshorendjen e saj të rrathave për të larguar shpejtësinë e motorrit në nivelin e dëshiruar, për të arritur një mekanizë me forc të larg.
2. Larg dhe zgjedhja jonë është një motor vertikal i njohur për nivelin e larg dhe zemrës së saj të ulët. Pjesa e tij fikse e rotorit përbëhet nga kroqet e shtatë të bakarri, ofrojind një jet nën dhjetë herë më të gjatë se kroqet e rradhitshme. Përditësimisht, nëpër të dy fundave janë montuar guri qark, sigurojne friksion minim dhe temperaturë më të ulët.


·Kuti e kontrollit elektrik
1. Përdorim relajete bashkangjitje të argjendit me kroqet të shtatë të bakarri dhe bazat e sigurisë të aftësimit për jet të gjatë dhe thelbueshmëri.
2. Përdorim relajete me shkallë të rregullueshme të aftësimit me kontaktet e argjendit dhe shkallat të shumëfisheve për të plotësuar kërkesat e ndryshme të aftësimit.
3. Skedat ka kontakt të lëshuara me funksion të pastrojmë të vet, dhe kontaktet e zakonshme dhe të mbyllura kanë strukturë të ndarura të izolimit për operatën e dyfishtë, e equipuar me pozicionim anti-rotaçion dhe tepër të fiksuar të ndalja të larg.
4. Përdorimi i butonave të larguara me ndarje të vetër dhe forçë të lagjera, me shtypje të mesme dhe strukturë kombinim modulare. Pika e kontaktit përdor pikat kompozita bazuar në cetoni me kondutivitet të fortë, në gjendje të mbajnë strumë të mëdha dhe të kisnin jet në deritar 1 milion cikli.
·Indikator roli, pompe olje
1. Ne kemi integruar një pompe olje dorazi për dërgim të shpejtë të oljës, e lehtësojme punën. Sigillat e saj të importuara sigurojnë rrezik të vogël të largimit të oljës, ndërkohë që springjet e importuara ndalojnë deformimin dhe zgerimin efektivisht.
2. Larg dhe ka dispozicionin tonë të afermët nga çeliq me aftësi të detajeve, bashkë me kapakën e steklit të kontrafshirë dhe grupin brendor i lakores. Largimi i lakores siguron stabilitet në strukturë dhe matje të sakta.
Parametër:
| Modeli | SNL-100 | SNL-200 | SNL-300 |
| Gjerësia maksimale (mm) | 100 | 200 | 300 |
| Globesi mm | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Shpejtësi (m/min) | 15 | 15 | 15 |
| Motor (HP) | 0.5HP×4P | 1HP×4P | 1HP×4P |
| Diametri i rulles dhe (mm) | Φ18 | Φ18 | Φ18 |
| Sasia e rulles dhe (Larg) | 10/11(Larg/Larg) | 10/11(Larg/Larg) | 10/11(Larg/Larg) |
| Përmasat (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |