

Seria STS Dy Larg dhe Stempelimi i Larg dhe Stempelimit të Plakave të Larg dhe Stempelimit të Larg dhe Stempelimit të Drejte (Për Gjërësi të Materialit në Intervalin 0.4mm - 2.2mm)
Përshkrimi i Produktit
Karakteristika:
1. Kjo serie të masinave të drejtueshme është projektuar specifisht për produktet me gjerë mesdhegje që kërkojnë drejtimit me larg preciz. Siç dihet, është e pandashme të prodhojmë produktë të mira pa nivelimin e rrotullit dhe largimin e stresit, kështu që performanca e masinës së drejtueshme luaj rëndësi të rëndë në produksion.
2. Për shkak të vargshmërisë së larg dhe larg ndryshme të materialeve në pikat e ndryshme, një arranjim i vetëm i ruloave për lirimit të drejtëjve nuk mund të plotësojë kërkesat e larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg të larg. Seria STS e lihao-innovativisht përdor konceptin e lirimtarit të plotë me rulla të mëdha dhe lirimtarit të detajuar me rulla të vogla, me arranjerime të ndryshme, duke përdorur lirimtarin e plotë për të prodhuar një hapsi të vetëm në rrotullën dhe pastaj korrigjuar me lirimtarin e detajuar për të plotësuar kërkesat e klientit për stampimin.
3. Rulat e nivelimit dhe rulat e ndihmës për lirimtarin e kësaj mashine janë të bërtha të gjitha nga SUJ2 e importuar, trajtuar termikisht në HRC60°, lustruara, dhe pastaj lustruara pas kromimit të bardhe për të siguruar një layer të uniform i kromit të bardhe dhe tolerancën formore të çdo aks.
4. Lirimtarja e plotë e kësaj mashine përdor një mekanizë sinchron të ngadaluar me radh dhe modul, e pajisur me një mjedor për qëndrim, që mund të gjet shpejt pikën e nivelimit.
5. Larg rregullimi i lehtë dhe nivelimit i këtij pajisje adopton një pajisje lëndim 4-pikësh të lirë, eCHIPuar me një shkallë përqindore, që mund të gjen niveletin shpejt.
6. Kjo pajisje përdor tranzmitim me jok universal, me tranzmitim të plotë me radhete, e ndjeshme për produkte që kërkojnë akuracitet larg të larg.
7. Përveç rulave të larg, shtimi i rulave drejtores materialeve përmirëson akuracitetin duke aplikuar presje në material.
8. Çdo rul larg i serit S është eCHIPuar me rula nivelimi ndihmes për të siguruar se nuk kalon në deformim beng nëpër procesin e prodhimit, duke përmirësuar kualitetin e nivelimit të produktit.
9. Rula ndihmes e larg dhe e poshtme janë fiksuar për të thelbuar ngjyrën e rulave të larg dhe të poshtme dhe për të paralajmëruar deformimin nëpër forcin.
10. Larg nga ndryshimet në materiale, larg dhe pafshirësi të rrafshit, nuk ka një riferim numerik të bashkuar. Pra, rekomandohet të marrni një pjesë të vogël të materialit për drejtim para prodhimit masiv, dhe të vazhdoni prodhimin pasi të jepni efektin e dëshiruar.
Përshkrimi:
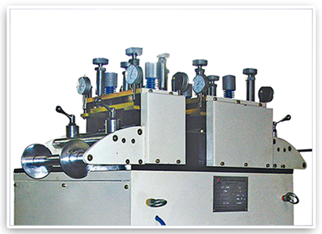

·Kapa Drejtuese
1. Kapja e mashinës përdor një dizajn me rulat paralele, me 15 rulash drejtuese të sakta gjithsej, 7 në krye dhe 8 në posht.
2. duke përdorur një sistem regulim të katër pikash, është më i përshtatshëm për procesimin e produkteve me precizion larg. Materiali i hyrjes dhe daljes regulohet nga rulat e katër pikave të pavarura për presje, duke marrë në konsideratë ndryshimin e materialit dhe formimin e tij.
3. Rulat mbajtëse të materialit përdorin një dizajn me trur të galvanizuara pa forcë, me formim të integruar të materialit, ofrojnë rezistencë ndaj shkëmbimit dhe zemrimit. Ekipuara me rulash mekanike, ata ofrojnë rrotullim fleksibël dhe trajtësi të gjatë.
4. Përfshir një rrotull drejtpërdrejt të lak dhe me trajtim elektrik në sipërfaqe, e cila përfaqëson llojin më tradicional të rrotullit.
5. Koprave protektime janë instaluar në dy anët e pjesës së transmetimit, equipuara me dritare për paralajmër dhe observim leht.
·Rrotull nivelimi
1. Rrathet e largt e kanë bërtham nga aço i plotë, kaluan trajtim elektrik të kënaqur pas trajtimi të frekuencës mesore, duke siguruar një thelbi sipërfaqor HRC58 ose më larg për të garanton gatshmërinë e materialit.
2. Largt janë formuara nga aço GCr15 i rreth, materiali kalon trajtim paraheqje (anele shumëfishe), pastaj hidhjet, milazim, trajtim frekuencë mesore, hidhje larg, stabilizim i ftohtë, milazim i vërtetë dhe në fund elektrifikim. Ky proces maksimizon precizionin, koncentrikun, largimin e sipërfaqes dhe thelbin, duke zgjeruar kohën e shërbimit të rrathëve të largt.


·Radhi transmetimi
Procesi i prodhimit të rrathave përfshin hapat e mëposhtme: largimi i braktit të rrathës - procesimi i sipërfaqes të dënteve - trajtimi termik - gjerbim i sipërfaqes së dëntit. Largimi i braktit të rrathës bëhet përmes forjimeve, të cilat kalojnë në normalizim për të përmirësuar llojin e procesit të pjesshëm, duke u bërthyer më leht ndaj largimit. Nga shkëmbimet e dizajnit të rrathave, bëhet fusha rrethore, pas dije fusha gjysmë e përfunduar, drejtimit, rrotullimit dhe formimit të rrathave për të arrijtur formën bazë të rrathës. Pasi, trajtimi termik ekzekutohet për të përmirësuar vetitë mekanike. Sipas kërkesave të shkëmbive të dizajnit, bëhet fusha e fundit e përcaktuar, rafinimi i standardeve referuese dhe profilit të rrathave. Përmes këtyre proceseve, gradu ynë i rrathave mund të arrin nivelin 6, me larg dhe rezistencë larg, fortësi larg dhe jeta shërbyese e gjatë.
·Pjesa e forcës
1. Përdor reduktorin vertikal i llojit 80 me rrotham të kengjërave, duke përdorur ndryshuesin e shpejtësisë të rrathëve për të larguar shpejtësinë e rrotullimit të motorrit (motor) deri në shpejtësi e dëshiruara, dhe për të marrë një mekanizë me forçë torqe më të madhe.
2. Përdor motor vertikal, me vibrime të ulët dhe zë të ulët, ku pjesa e fiktuar e rotorit është ehnjektuar me krrafte të purë të bakut, me jet nën dhjetë herë më të gjatë se krrafet e rregullta, dhe dy qendër janë të pajisura me mbajtëse billore, rezultat në friksion të ulët dhe temperaturë të ulët.


·Kutia elektrike e kontrollit
1. Përdor relaja të lidhura me aliansin e argjites, krrafte të tërë të bakut, bazat e sigurtisë të ndalimit të flambimit, duke siguruar trëshëzi dhe jet të gjatë.
2. Përdor relaja të voneshme të rradhitura në siguri, me kontakte të lidhura me aliansin e argjites dhe opsione të shumta të selektimit për të plotësuar diapazon të ndryshme të vonesës.
3. Skendullat kanë dizajn kontakti rripi, e përpunuar me funksion të ftohtimit vet nëpër. Kepit e kontaktit zakonisht hapur dhe zakonisht mbyllur përdorin strukturë ndarje të izoluar, duke lejuar veprim bipolari, me pozicionim kundër rrotullimit dhe tepër instalimi kundër largimit.
4. Përdoret buton pastrim automatik, operacion ilag i lehtë, lëvizje tastierore moderate dhe strukturë kombinim modulare. Pika e kontaktit përdor pikë bashkëngjitje bazë ketonike, ofrojne konduktivitet të fortë dhe kapacitet të larg të cunguar, me jetëdergimi deri në 1 milion cikle.
·Indikator roli, pompa olje gilte
1. Përdoret pompe dorës për oljen, ofrojë shpërndarje olje të shpejtë dhe pa përmirësi, me sigill olje të importuar për të paralajmëruar ekzhitimin e saj dhe helje të importuara të rezistente kundër deformimit dhe zjarrit.
2. Përdoret mjeter qindje aço, me roli inxhinierikisht preciz, gjasë e mbrojtur nga larg dhe i pajisur brenda me buxing kopër, dhe e pajisur me trup kopër, duke siguruar strukturë të qëndrueshme dhe matje të sakta.
Parametër:
| Modeli | STS-100 | STS-200 | STS-300 | STS-400 |
| Larg dhe (mm) | 150 | 200 | 300 | 350 |
| Trashësia (mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Shpejtësia(m/min) | 16 | 16 | 16 | 16 |
| Motor (Hp) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Korrigjim i diametrit gjer | Φ45 | Φ45 | Φ45 | Φ45 |
| Numri i pozit të larg | 2/3 (Larg/larg) | 2/3 (Larg/larg) | 2/3 (Larg/larg) | 2/3 (Larg/larg) |
| Nivellim i diametrit të vështirë | Φ34 | Φ34 | Φ34 | Φ34 |
| Rrotat e nivelimit me precizion | 7⁄8 (Larg/Thjesht) | 7⁄8 (Larg/Thjesht) | 7⁄8 (Larg/Thjesht) | 7⁄8 (Larg/Thjesht) |
| Përmasa (m) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |