
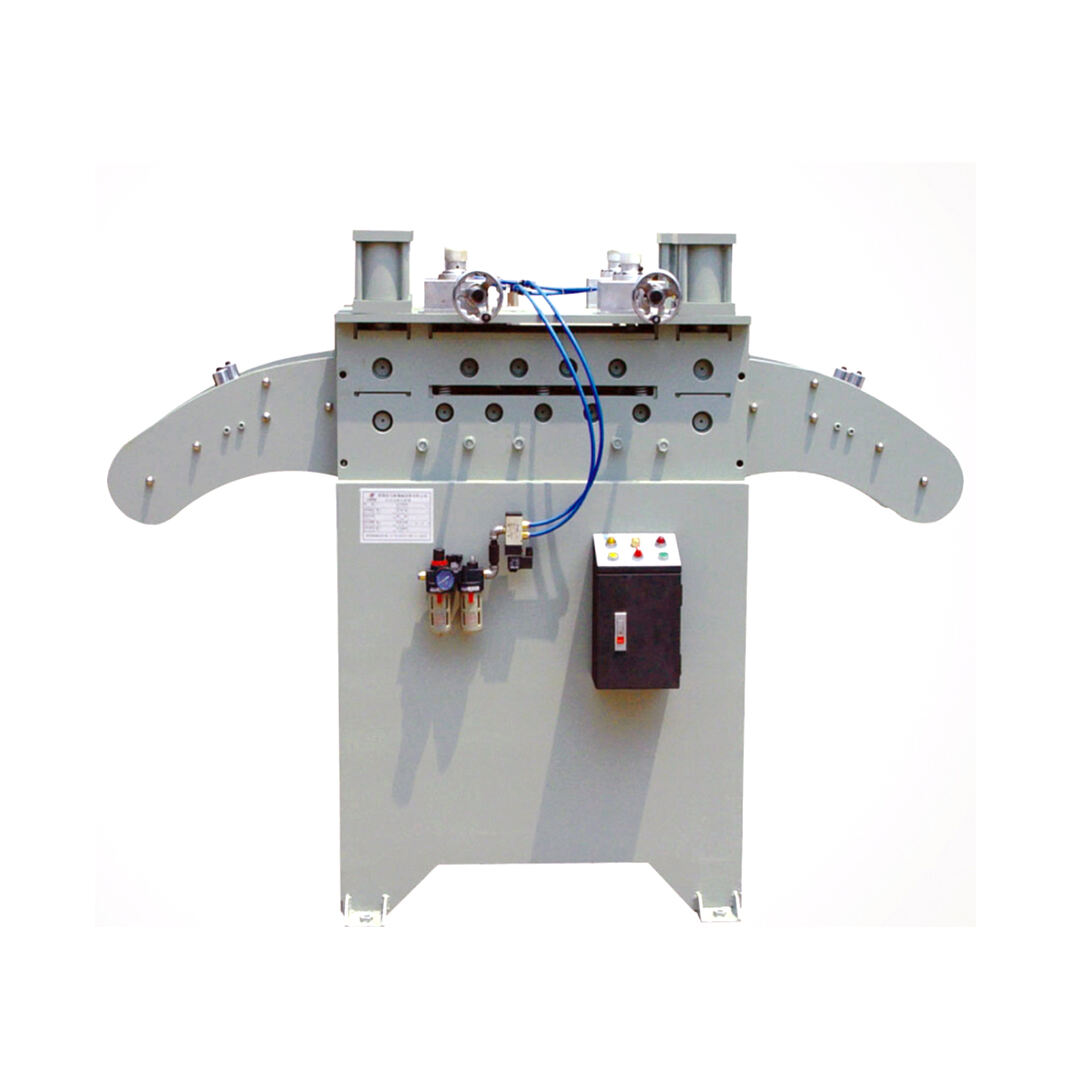

Serija HS Češlj Debljeg Plasta: Ravnanje Metalnih Listova za Opseg Debljine Materijala od 1,6mm - 6,0mm
Deli
Za neprekidno štampanje različito debljine materijala
Rad u kombinaciji sa mašinom za otpremanje za automatsku proizvodnju
Može da se prilagodi
Opis Proizvoda
Karakteristike:
1.Korekcioni kolo je izrađen od čvrstog olovkastog čelika, prođe visokofrekventnom toplinskom obradom, je otapan i tvrdokromiran, a nakon kalibracije mašinom, glatko je i bez pritiskačkih označenja, ne štedeći površinu materijala. 2
2. Mašina se može koristiti nezavisno i takođe se može koristiti zajedno sa MT-tipom i DBMT-tipom automatskih rakija za podavaju, što daje dobre performanse.
3. Mašina koristi veliki cilindar za pritisak materijala, a korekcija se reguliše pomoću sinhronizovane regulacije škruvenom i debljinskom češljem. Sa jednim okretanjem drške, gornji korekcijski točak se spušta za 1mm za finu regulaciju.
Увод:
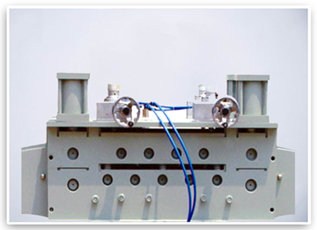

·Glava pravougaonika
1. Glava mašine ima dizajn sa paralelnim valcovima, ukupno 9 preciznih korekcijskih valčića, 4 na gornjoj strani i 5 na donjoj strani.
2. Opremljena je velikim cilindrom za pritisak materijala, što je još bolje prilagođeno obradi proizvoda sa visokom preciznošću. Korekcija se reguliše pomoću sinhronizovane regulacije škruvenom i debljinskom češljem, učinkovito sprečavajući odstupanje i deformaciju materijala.
3. Podnošači materijala su napravljeni od neelektričnih galvanizovanih valčića, integralno oblikovanih, sa površinom otpornom na škrab i oštećenja. Koriste mehaničke ložderice, omogućavajući fleksibilnu rotaciju i dugotrajnu trajnost.
4. Ima čelični ručni kotač sa površinskim elektroplatom, što predstavlja najtražniji tip ručnog kotača.
·Ravnački rol
1. Izravnavajući valac je napravljen od čvrstog nosačkastog čelika, prolazi debljim elektroplatom nakon srednje frekvencije obrade, osiguravajući da bude površinska tvrdoća ne manja od HRC58 kako bi se osigurala trajnost materijala.
2. Napravljen od GCr15 utovkane zaokružene ocele, prolazi prethodnom grejanjem (sferoidnim anealiranjem), zatim točenjem, režanjem, srednjofrekventnom obradom, grubim šlehatjem za hladnu stabilizaciju, preciznim šlehatjem i na kraju elektroplatom. Ovo maksimizuje preciznost, koncentričnost, glatkost i tvrdoću, produžavajući životnu dobu izravnavajućeg valca.

·Pogonski šefer
Proces obrade zupčanika uključuje sledeće korake: grubo režanje zupčanika - mašiniranje površine zuba - toplinska obrada - šlehanje površine zuba. Grubi deo zupčanika glavno se izrađuje štampanjem, proći će normalizaciju kako bi se pobio radljivost, olakšavajući režanje. Na osnovu projektnog nacrta zupčanika, vrši se grubo mašiniranje, zatim poluradovanje, hobovanje, valčenje i oblikovanje zupčanika da bi se postigla osnovna formacija zupčanika. Nakon toga, primenjuje se toplinska obrada kako bi se poboljšale mehaničke osobine. U skladu sa zahtevima nacrta, vrši se konačno radovanje, refinišući referentne tačke i profil zuba. Kroz ove procese, naši zupčanici dostižu rang 6, pružajući visoku otpornost na iznosenje, snagu i produženi vek trajanja.
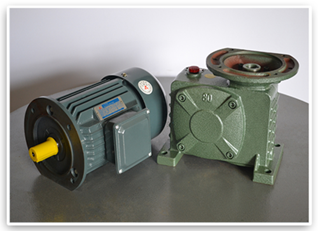
·Snaga sekcije
1. Koristeći vertikalni redukter sa štapnim zupčanim parom tipa 80, konverter zupčanika se koristi za smanjenje brzine rotacije motora na željenu stopu, stvarajući mehanizam većeg momenta.
2. Koristeći vertikalni motor poznat po niskim nivoima vibracije i buke, sa stacionarnom rotor komponentom koja poseduje čistokovsne spirale koje trajaju deset puta duže od standardnih spirala. Opremljen ložnim osovinama na oba kraja, što rezultira smanjenom trenjem i nižim temperaturama.

·Električna kontrolna kutija
1. Koristeći srebrnu leguru releja sa sve-čisno spirale, ogneuporni sigurnosni bazovi osiguravaju trajanost i dugogodišnje korišćenje.
2. Koristeći sigurnosno zaštićene cirkuične kašnjenjske releje sa kontaktima od srebrne legure i višestrukim stepenima diska kako bi se prilagodili različitim opsega kašnjenja.
3. Prekidevi poseduju klizne kontakte sa samociscenjem funkcijom. Oba normalno otvorena i normalno zatvorena kontaktna tačka koriste posebnu izolacionu strukturu, omogućavajući dvojno polarno delovanje, sa protivrotacijskim pozicioniranjem i protivotresećim montažnim pražnjacima.
4. Koristeći samopovratne ravne dugmiće sa laganim aktivacijom i umjereno putem pritiska. Korišćenjem modularne kombinovane strukture, tačke kontakta imaju kompozitni materijal baziran na cetvorocluanom ugljikovodnom za jaku provodljivost, sposoban da nosi velike struje sa životnim vekom do 1 miliona cikusa.
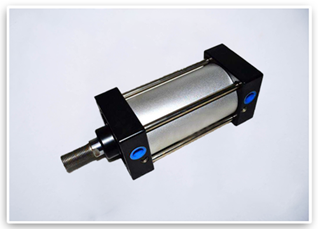
·Hranilni cilindar
1. Koristeći originalne Yadeke cilindre sa aluminijumskim telovima, tvrdim oksidacijom i neprodirnim šahtiranjem.
2. Precizno CNC obrada čvrstog aluminijuma, sa glatko oblijevanim unutrašnjim zidovima, osiguravajući da ne bude zaključavanja i visoku radnu učinkovitost.
3. Sposoban za visokojačinsku radnju, trajan i prikladan za različite radne uslove.
Specifikacija:
| Tip | HS-150 | ХС-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Širina materijala | mm | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Debljina materijala | mm | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Brzina prilagođavanja | m/min | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Motor | hp | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Dimenzije mašine D*Š*V | М | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |