
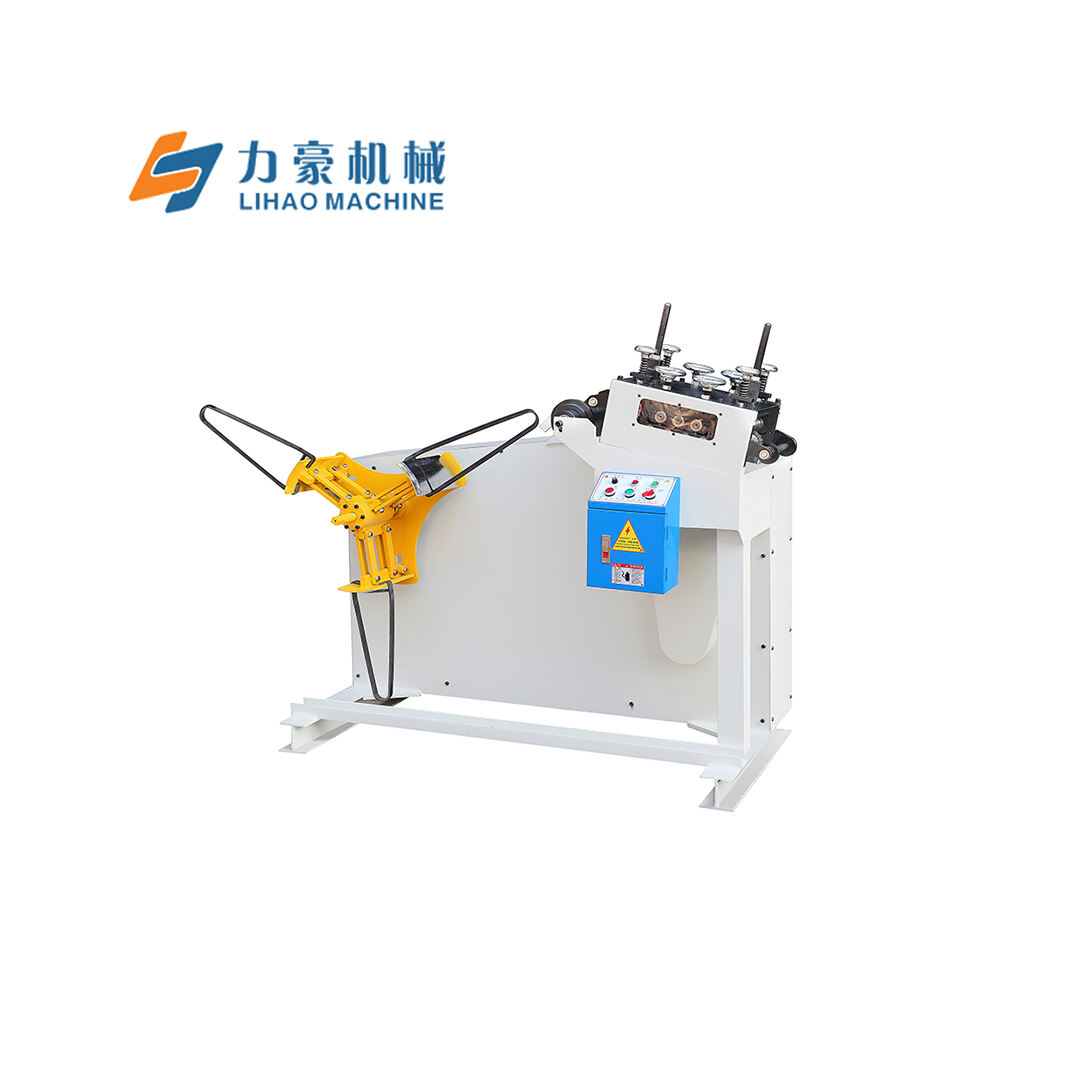

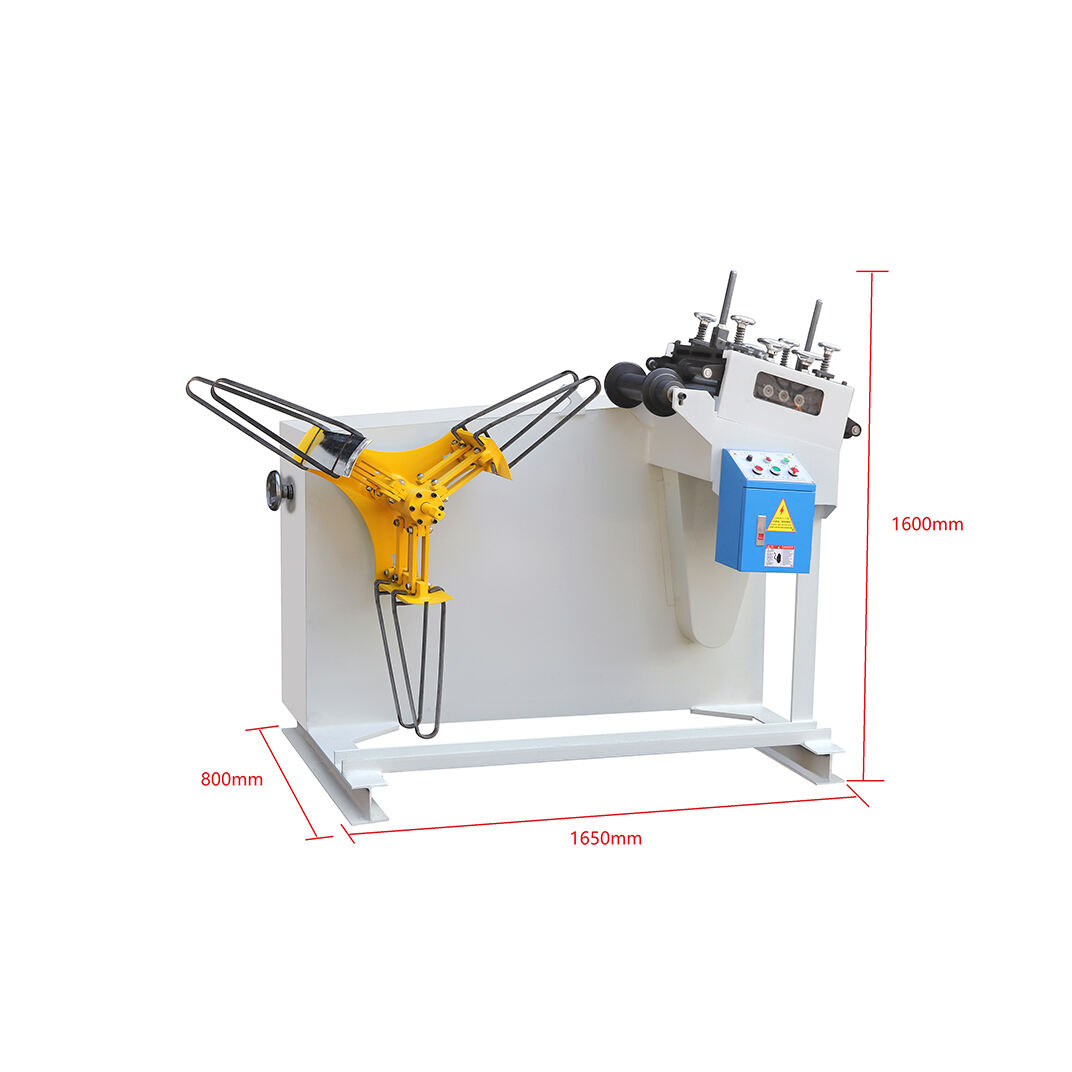
Nova serija GO Ravnač-Devidž 2 u 1 Sistem za podavaju metalnih spirala za debljinu listova: 0.4mm~2.5mm
Deli
Машина за расмативање/прављење
sačuvajte prostor
Visoka preciznost
Opis Proizvoda
Декоилер Са Правачем
Karakteristike:
1. Kombinovanje dekoilera i ravnača u jednu jedinicu maksimizira korišćenje proizvodnje prostora.
2. Dekoiler ima dizajn sa izbočnim grebena, sa komponentama okvira isečenim od laser plazme za visoku preciznost i odličnu međusobnu zamjenu opreme.
3. Ravnač koristi paralelni dizajn valjaka sa četvorotaktom finom regulacijom za precizno ravanje, idealan za obradu visoko preciznih proizvoda. Četiri nezavisne pritisak regulacije na hrana točkove sprečavaju odstupanja materijala.
4. Za ravnačke valjke se koristi čvrsta olovinska olova, elektroplirana za povećanu trajnost sa površnom tvrdoćom prema HRC58.
5. Sve delove proizvodi se koristeći NC i CNC obradu, osiguravajući visoku međusobnu zamjenu.
6. Oprema se sastavlja koristeći modulare strukture, što olakšava montažu i zamenu delova običnim tehničkim radnicima, time značajno smanjujući troškove održavanja.


·Glava za ispravljanje
1. Glava stroja koristi paralelni rolinski dizajn sa ukupno 7 ravnanjskih rolova (3 na vrhu i 4 na dnu).
2. Koristi se četvorotacka mikropodloga, što je još prilagođenije za obradu proizvoda visoke tačnosti. Četvorotacka nezavisna pritisak regulacija se koristi za učitavanje i otpremljanje, učinkovito sprečavajući odstupanje materijala i deformaciju.
3. Rolovi za podršku materijalu koriste pasivne galvanizovane role, integralno formirane za trajnost. Površina je otporna na šare i oštećenja, a posjeduju mehaničke lopte za fleksibilnu i dugotrajnu rotaciju.
4. Koriste se željezne ručne kotače sa elektroplatingom površine, predstavljajući najtraženi tip ručnog kotača.
5. Zaštiteni poklopci su montirani na obe strane transmisione delove za zaštitu, opremljeni prozorima za lako gledanje.
·Izravnavanje rolke
1. Ravnačke valjke su napravljene od čvrste osovine od čelika, podvrgavaju se uprošćenoj elektroplavoj obradi nakon srednjočestovne grejanja, sa tvrdoćom površine koja nije manja od HRC58, što osigurava trajnost materijala.
2. GCr15 zaokruženi čelik je forgean, podvrgnut je preliminarnoj obradi (sferoidnoj anealing), zatim torno, freziranju, srednjočestovnoj obradi, grubom cilindričnom obradi za hladnu stabilizaciju, preciznoj cilindričnoj obradi i konačno elektroplavo. Ovo maksimizuje preciznost, koncentricnost, glatkost površine i tvrdoću, štedeći život vremena ravnačkih valjeva.
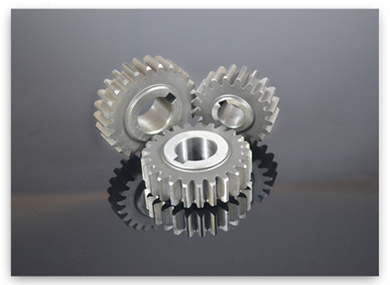

·Pogonski šefer
Proces proizvodnje školjaka uključuje sledeće faze: grubo režanje školjaka, obrada površine školjaka, toplinsko tretiranje i završna obrada površine školjaka. Grubo režanje školjaka, glavno koristeći kaljanje, uključuje normalizaciju kako bi se poboljšala machinabilnost za režanje. Na osnovu crteža dizajna školjaka, školjak prolazi kroz grubu obradu, a zatim i poluzavršne procese poput točenja, valčanog režanja i umetanja zuba kako bi se postigla osnovna formacija školjaka. Nakon toga se primenjuje toplinsko tretiranje da bi se poboljšale mehaničke osobine. U skladu sa specifikacijama dizajna, poslednja faza uključuje preciznu obradu i savršavanje standarda školjaka i profila zuba. Kroz ove procese, naši školjaci dostižu rang 6, prikazujući visoku otpornost na iznosenje, visoku čvrstoću i produženi životni vek.
·Deo okvira
1. Ovo opremu koristi kombinovani integralni dizajn materijalnog stoga i ravnača, što povećava iskorišćenje prostora.
2. Stojalo za materijal je dizajnirano sa oštrivnim grebom, a svi okvirni plehovi su sečeni pomoću laser plazmovog reza, što osigurava visoku preciznost i odličnu međusobnu zamjenjivost opreme.
3. Sve komponente su obradne pomoću numeričkog upravljanja (NC) i računarskog numeričkog upravljanja (CNC) procesa, što osigurava dobru zamjenjivost.
4. Ukupni dizajn koristi montažnu strukturu, omogućavajući općim tehničkim radnicima da montiraju i zamijene dijelove opreme, olakšavajući brzu i praktičnu održavanje, time značajno smanjujući troškove održavanja.


·Električna kontrolna kutija
1. Koristeći srebrne aluminijumske releje, sve bakrene spirale, flam retardantne bezbednosne baze, osiguravajući trajnu čvrstoću.
2. Koristeći sigurnosno zaštićena prilagodljiva relajska kašnjenja sa srebrnim kontaktima, više stepeničastih diskova, zadovoljavajući različite raspon kašnjenja.
3. Prekidnici koriste klizne kontakte sa funkcijom samociscenja, posedujujući posebno izolovane strukture za obično otvorene i obično zatvorene kontakte, sposobne da rade sa suprotnim polovima, opremljene protivrotacionim pozicionerima i protivrazinama za montažu.
4. Koriste se samoponovljaće gumbaste dugmića s laganim radom, umerenim putem i modularnom strukturom kontakata koji koriste ketonske kompozitne materijale, prikazujući jaku električnu provodnost, sposobne da nose velike struje, sa životnim vekom do 1 miliona cikusa.
·Snaga
1. Koristi se reduktor crvotokog tipa 80, koji koristi prevođač brzine da smanji brzinu rotacije motora na željeni nivo i dobije mehanizam veće momenta.
2. Koristi se vertikalni motor sa niskim vibracijama i šumom, sa statorom od čistih bakarskih spirala, sa životnim vremenom deset puta dužim od običnih spirala, opremljen kuglistim ložnjacima na oba kraja, što rezultira u niskoj trenjanju i temperaturi.
|
Model |
GO-200 |
GO-300 |
GO-400 |
|
Širina |
200mm |
300mm |
400mm |
|
Debljina |
0.4~2.5mm |
||
|
Unutrašnji prečnik spirale |
450~530mm |
||
|
Spoljašnji prečnik spirale |
1200mm |
||
|
Težina opterećenja |
500kg |
800kg |
1000KG |
|
Količina ravnača |
7kom(3gore / 4dole) |
||
|
Tip ekspanzije |
Ručna ekspanzija |
||
|
Brzina |
16m/min |
||
|
Podesavanje ravnača |
Podesavanje na četiri tačke |
||
|
Tip indukcije |
Dodirni tip |
||
|
Čuvalac |
ručni 'A' oblik zgloba |
||
|
Motor |
1hp*4p |
2hp*4p |
2hp*4p |
Performanse ravnanja
|
Debljina / model |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |