
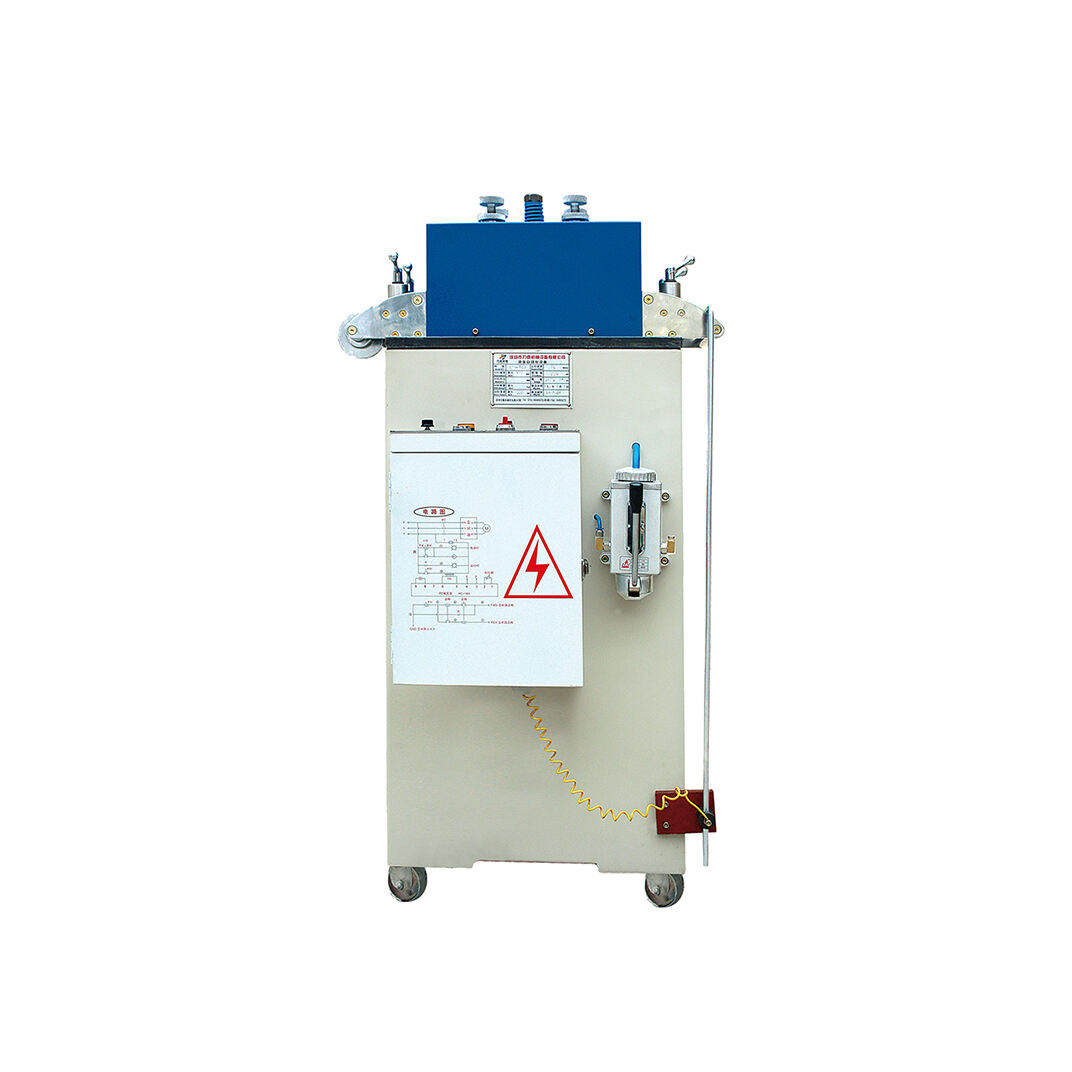



Serija SNL Precizni Češlj Je Prikladan za Metalne Liste i Metalne Materijale, Opseg Debljine Materijala od 0,1-0,6mm
Deli
Za neprekidno štampanje različito debljine materijala
Rad u kombinaciji sa mašinom za otpremanje za automatsku proizvodnju
Može da se prilagodi
Opis Proizvoda
Osobina:
1. Ova serija ravnača je posebno dizajnirana od strane naše firme za proizvodnju tankih materijala koji zahtevaju visoku preciznost u štampanju. Poznato je da bez izravnavanja i eliminacije napetosti nemoguće je proizvesti kvalitetne proizvode, pa stoga performanse ravnača igraju ključnu ulogu u proizvodnji.
2. Izravnavački kolovoze i pomoćni kolovoze ove mašine su izrađeni od uvezenog SUJ2, toplinske obrade do tvrdoće HRC60°, sa terenošću nakon galvanizacije tvrdim hromom, što osigurava jednoliku slojevitost tvrdog hroma i toleranciju oblika svake ose.
3. Podešavanje ravnanja ove mašine koristi plovajući uređaj za finu regulaciju četvorotackastog ravnotežnog sistema, opremljen s manometrom, što omogućava brzo pronaći tačku ravnanja.
4. Svaki ispravni kolo S serije precizne ispravne mašine je opremljen ravnotežnim pomoćnim kolicima kako bi se osiguralo da se ne deforme i ne savijaju tijekom proizvodnje, što poboljšava ravnost kvaliteta proizvoda.
5. Donji pomoćni rolovi su fiksirani, što pojačava čvrstoću donjeg kota i sprečava deformaciju pod utiskom.
6. Gornji pomoćni rolovi su tipa 'plutajući', što omogućava dobijanje različitih pritisaka prema potrebi, pojačavajući snagu i životno doba ravnujućeg kota te poboljšavaju ravnost zahtjeva površine ploče.
7. Transmisija zupca koristi prisilnu cirkulaciju ulja za smračivanje, što smanjuje iznosenje zupaca i omogućava rad u visokim temperaturama duže vreme.
8. Mehanizam prijenosa koristi nezavisnu sinhronu transmisiju za svaki ravnački valjka, smanjujući nakupljeni toleranci odstupa uzrokovane šešavom transmisijom i poboljšavajući zahtevne kriterije ravnosti ploče.
9. Dodavanje sistema unglejanja produžuje životnost mašine i omogućava da mašina radi u stabilnom stanju duge trajanje.
10. Zbog različitih materijala, širine i debljine, ne postoji jedinstvena numerička referenca. Zato se preporučuje da se uzme mali odlomak materijala za probno ispravljanje pre masovne proizvodnje, a zatim nastavi neprekinuto proizvodnja nakon što se dostigne željeni efekat.
11. Prijenos energije univerzalnim veznikom, visoko performantni proizvodi aluminijumskih i nerđajućih čelika ravnačkih mašina.
Увод:
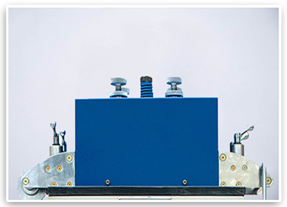

·Glava za ispravljanje
1. Glava mašine koristi dizajn paralelnih valjeva, sa ukupno 21 preciznim ispravljivačkim valjcima, 10 na vrhu i 11 na dnu.
2. Koristeći četvorotak finu regulaciju, bolje je prilagođeno obradi visokopreciznih proizvoda. Ulaz i izlaz koriste četvorotak nezavisno pritisak-regulabilnu kotačnu tlaku, učinkovito sprečavajući odstupanje i deformaciju materijala.
3. Podržavačke rolke za materijal koriste neozbiljene galvanizovane rolke, formirane kao jedna cjelina, sa površinom koja je otporna na škrab i oštećenja. Korišćena su mehanička loptica za fleksibilnu i trajnu rotaciju.
4. Koriste se rukuće od litog čelika, prikazane s elektroplaciranim površinama, što predstavlja najtraženijsi tip rukuća.
5. Namešteni su zaštitni poklopci po obe strane transmisije za zaštitu, opremljeni prozorima za lakše gledanje.
·Ravnački rol
1. Ravnač rolke su napravljene od čvrste loptičaste ocele, sa elektroplating tretiranjem u srednjoj frekvenciji, osiguravajući površinsku tvrdoću od najmanje HRC58, osiguravajući trajnost materijala.
Koristi se očvršćena zaobljena ocele GCr15, koja prolazi kroz prethodno grejanje (sferoidno otpalavanje), zatim točenje, frizovanje, obradu srednjofrekventnim tokom, ruđarenje hladnog stabilizovanja, precizno ruđarenje i na kraju elektroplavo. To maksimizuje preciznost, koncentričnost, glatkost i čvrstoću, štedeći životnu dobu popravki valjeva.

·Transmisija zupčanika
Proces obrade zupčanika uključuje sledeće korake: obrada biljka zupčanika - obrada površine zuba - toplinska obrada - šlehanje površine zuba. Biljka se uglavnom forge, podvrgava se regulaciji kako bi se pobila machinabilnost za režanje. Prema crtežima dizajna zupčanika vrši se ruđa obrada, a zatim polu-finišna, torno obrada, valjenje i hobiranje zupčanika da bi se postigla osnovna formacija zupčanika. Nakon toga se vrši toplinska obrada kako bi se pobili mehanički osobine. Prema zahtevima crteža dizajna vrši se konačna precizna obrada, unapređujući standarde i profile zupčanika. Kroz ove procese, naš zupčanik dostiže rang 6, prikazujući visoku otpornost na iznosenje, visoku čvrstoću i dug životni vek.
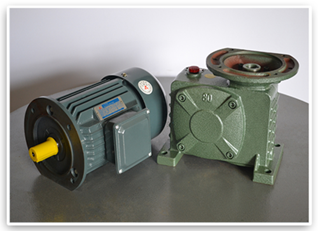
·Snaga sekcije
1. Koristimo vertikalni reduktor sa škrpom modela 80, koristeći njegov konverter brzine zupčanika da smanji brzinu rotacije motora na željeni nivo, time postižući mehanizam sa većim momentom.
2. Naš izbor je vertikalni motor poznat po niskim nivoima vibracije i buke. Njegova fiksna rotorska sekcija poseduje čiste bakarne spirale, pružajući životni vek deset puta duži od običnih spirala. Pored toga, na oba kraja su montirane loptaste šipke, osiguravajući minimalnu trenje i niže temperature.


·Električna kontrolna kutija
1. Koristi se srebrno legura relaje sa čistim bakarnim spirama i bezbednosnim bazama koje su ogneotporne za dugotrajnu trajnost.
2. Koristi se bezbednosno zaštićeni prilagodljivi otporni kašnjenjski relaji sa srebrnim kontaktima i višestrukim rasponskim kazaljcima kako bi se ispunilo različite zahteve za kašnjenje.
3. Prekidevi imaju kliznje kontakte sa samociscenjskom funkcijom. Kontakti u normalno otvorenom i normalno zatvorenom položaju koriste odvojenu izolacionu strukturu za dvopolaran rad, opremljeni sa protuprotacionim pozicioniranjem i protupropustljivim montažnim podlozima.
4. Koristeći samopovratne ravne gumbike s laganim pritiskom, umjerenim udarcima i modularnom kombinacionom strukturom. Kontaktni punkovi koriste ketonske kompozitne punkove sa jakom provodnošću, sposobne da nose velike struje i imaju životnu dobu od do 1 miliona ciklusa.
·Pokazivač sata, ulja pumpa
1. Ugradili smo ručnu uljačnu pumpe za brzu dostavu ulja, olakšavši rad. Njene uvezena pečatka za ulje osiguravaju minimalan rizik od protjecanja, dok uvezeni jaci otpireju deformaciji i starenju efektivno.
2. Naš sistem uključuje oceljeni pokazivač sa preciznim obradom, kombinovan sa prašinsprutnim staklenim poklopcem i unutrašnjim bakrenim skupinom. Bakarna mehanizacija osigurava stabilnost u strukturi i tačno merenje.
Parametar:
| Model | SNL-100 | SNL-200 | SNL-300 |
| Maksimalna širina (mm) | 100 | 200 | 300 |
| Debljina mm | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Brzina (m/min) | 15 | 15 | 15 |
| Motor (HP) | 0.5HP×4P | 1HP×4P | 1HP×4P |
| Prečnik valjka ravnača (mm) | Φ18 | Φ18 | Φ18 |
| Količina valjaka ravnača (Broj) | 10/11(Gornji/Donji) | 10/11 (Gore/Dole) | 10/11(Gornji/Donji) |
| Dimenzije (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |