



SSP Serija S Tip Preciznog Metalnog Ravnača: Ravnanje Metalnih Spirala Prikladno za Debljinu Materijala od 0mm-1.6mm
Deli
Za neprekidno štampanje različito debljine materijala
Rad u kombinaciji sa mašinom za otpremanje za automatsku proizvodnju
Može da se prilagodi
Opis Proizvoda
Osobina:
1. S-tip visokobrzinska mašina za praćenje i ravnanje neophodna je uređaj za postizanje sinhronog praćenja sa štamparskom mašinom. Ona kontrolira brzinu praćenja putem frekvencijskog pretvarača. Materijal ulazi u štamparsku mašinu kroz buferni kanal. Operacija praćenja se kontrolira fotoelektričkim prekidacima za zaustavljanje, pokretanje, ubrzanje ili usporavanje, osiguravajući sinhronost sa štamparskom mašinom.
2. Ova serija ravnanja mašina predstavlja nadograđenu verziju S-serije ravnanja mašina naše firme, posebno dizajniranu za precizno štampanje tankih čelikovnih proizvoda. Poznato je da nije moguće proizvesti visokokvalitetne proizvode bez ravnjanja i smanjenja napetosti. Stoga, performanse ravnanja mašine igraju ključnu ulogu u proizvodnji.
3. Ravnački valovi su izrađeni od uvezenog materijala SUJ2, toplinske obrade do HRC60, sa završnim brusenjem nakon galvanizacije tvrdim hromom kako bi se osigurala jednolika slojeva tvrdog hroma i tolerancije oblika za svaki val.
4. Prilagođavanje ravnanja ove mašine koristi plutoću uređaj za ravnotežu sa četiri tačke balansa, što omogućava brzu identifikaciju tačaka ravnanja.
5. Cela mašina koristi visokoprecizne osovine kako bi se produžio njen životni vek.
6. Iz varijacija u materijalu, širini i debljini, ne postoji univerzalna numerička referenca. Zbog toga se preporučuje da se prvo isprobaju ravnanje male sekcije materijala prije neprekinutog proizvodnja jednom kada je željeni efekat postignut.
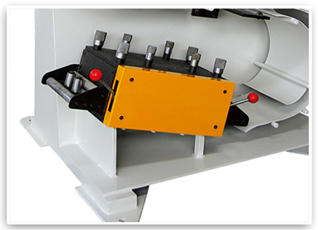
7. Grupa prenosnih češljeva ove mašine je smještena izvan tijela mašine za olakšano uljezanje, osiguravajući sigurnost operatera i pružajući učinkovitu zaštitu.
Увод:

·Glava za izravnavanje
1. Glava mašine je dizajnirana sa paralelnim valcovima, posjedujući ukupno 15 preciznih ispravnih valcova, 7 na vrhu i 8 na dnu.
2. Koristeći četvorotaktne mikropodizmice, čime je mašina još prilagođenija za obradu visoko preciznih proizvoda. Ulaz i izlaz koriste četvorotaktne nezavisno pritisak-prilagodljive kotačne tlake, učinkovito sprečavajući odstupanja materijala i deformaciju.
3. Nosnački rolovi su izrađeni od neenergetskih galvanizovanih rolova, formiranih kao jedinstvena jedinica, sa površinom otpornom na škrab i oštećenja. Korišćene su mehaničke loptare za fleksibilnu i trajnu rotaciju.
4. Koriste se rukuće od litog čelika, obradjene elektroplatingom na površini, predstavljajući najtražniji tip rukuća.
5. Namešteni su zaštitni poklopci po obe strane transmisije za zaštitu, opremljeni prozorima za lakše gledanje.
·Ravnanje točkova
1. Korigacioni rolovi su izrađeni od čvrstog osovnog čelika, podvrgnuti debljem elektroplatingu nakon obrade srednjofrekventnim procesom, osiguravajući površinsku tvrdoću od najmanje HRC58 kako bi se osigurala trajnost materijala.
Koristi se očvršćena zaobljena ocele GCr15, koja prolazi kroz prethodno toplinsko obradovanje (sferoidno odmraživanje), zatim torno obradu, freziranje, obradu srednjom frekvencijom, ruđarenje za hladnu stabilizaciju, precizno ruđarenje i na kraju elektroplaciranje. Ovaj postupak maksimizira tačnost, koncentričnost, glatkost i tvrdoću, čime se produžava životni vek ispravnih valjaka.


·Pogonski šefer
Proces proizvodnje zupčanika uključuje nekoliko faza: ruđenje zupčanika, obradu površine zuba, toplinsku obradu i završnu obradu površine zuba. Ruđenje uglavnom koristi štampanje, što prolazi normalizacijom kako bi se poboljšala obradivost i olakšao rez. U skladu sa specifikacijama dizajna zupčanika vrši se ruđa obična obrada, zatim poluravno režanje, valjenje i formiranje zupčanika kako bi se postigla osnovna forma zupčanika. Nakon toga se primenjuje toplinska obrada da bi se poboljšale mehaničke osobine. Prema zahtevima dizajna, vrši se konačna ravno obrada, uključujući izrađivanje referentnih tačaka i profila zuba. Kroz ove procese, naši zupčanici dostižu razinu 6, pružajući visoku otpornost na nošenje, snagu i dugogodišnju upotrebu.
·Snaga sekcije
1. Koristeći vertikalni reduktor sa štapastim zupčanim kolovratom tipa 80, koji koristi konverziju brzine zupčanika da smanji brzinu rotacije motora (motora) na željeni nivo, time postiže se povećanje momenta u mehanizmu.
2. Koristi vertikalni motor poznat po minimalnom vibracijama i nivou buke. Fiksni deo rotorа ima čistokoprene spirale, što pruža životni vek deset puta duži od standardnih spirala. Na oba kraja su montirane loptaste šarikave osovine kako bi se smanjio tren i održao niski temperaturni nivo.

·Električna kontrolna kutija
1. Koristi relaje od srebrne legure sa spirale od čefera i baze za sigurnost od flam retardant materijala za dugotrajnu trajnost.
2. Primenjuje sigurnosne štitičke kružne kašnjenje relajse sa kontaktima od srebrne legure i višestrukim stepenima regulacije kako bi se prilagodilo različitim opsega kašnjenja.
3. Primenjuje prekidače sa kliznim kontaktima, koji nude samociscu funkciju. Oba normalno otvorena i normalno zatvorena kontakta imaju odvojenu izolacionu strukturu, što omogućava rad na različitim polovima. Takođe, opremljeni su protivrotacionim pozicionerima i protupropustnim montažnim prašnjacima.
4. Uključuje samopovratne ravne dugmad sa laganim snagom aktivacije i umjerenim putem pritiska. Tačke kontakta koriste ketonski baziran složeni materijal, obezbeđujući jaku provodnost i sposobne da nose visoke struje sa životnim vekom do 1 miliona ciklusa.
Parametar:
| Model | SSP-150 | SSP-200 | SSP-300 | SSP-400 |
| Maksimalna širina (mm) | 150 | 200 | 300 | 400 |
| Дебљина ((мм) | 0-1.6 | 0-1.6 | 0-1.6 | 0-1.6 |
| Брзина (м/мин) | 60 | 60 | 60 | 60 |
| Motor (Hp) | 2HP | 3HP | 3HP | 5HP |
| Način prilagođavanja brzine | Φ24 | Φ24 | Φ24 | Φ24 |
| Димензија (мм) | 1060*1070*1320 | 1060*1120*1320 | 1060*1370*1320 | 1060*1470*1320 |