

Serija STS Dvo-Fazni Precizni Češlj Debljeg Plasta: Ravnanje Metalnih Listova za Opseg Debljine Materijala od 0,4mm - 2,2mm
Opis Proizvoda
Osobina:
1. Ova serija mašina za ravnanje je posebno dizajnirana za proizvode srednje debljine koje zahtevaju visokoprecizno štampanje. Kako je poznato, nemoguće je proizvesti dobre proizvode bez izravnavanja spirale i uklanjanja napona, tako da performans mašine za ravnanje igra ključnu ulogu u proizvodnji.
2. Zbog različite zakrivljenosti materijala na različitim mestima, jedan raspored ravnanja rolova ne može da ispoštva zahtevne kriterije preciznog ravnanja. Serija lihao STS inovativno primenjuje koncept grubog ravnanja velikim rolovima i finog ravnanja malim rolovima, sa različitim rasporedima, koristeći grubo ravnanje kako bi se stvorio jedan luk u spirali, a zatim ga ispravio fino ravnanje kako bi se ispunilo zahteve kupaca za štampanje.
3. Rolovi za izravnavanje i pomoćni rolovi ovog stroja su svi izrađeni od uvezenog SUJ2, toplinske obrade do HRC60°, oštreno, a zatim ponovo oštreno nakon tvrdo kromiranja kako bi se osigurala uniformna sloja kroma i tolerancija oblika svake ose.
4. Grubo ravnanje ovog stroja koristi mehanizam sinhronog pritiska šeširastim zubčanim kolom i šeširem, opremljen procentnim merilom, što omogućava brzu pronalazak tačke izravnavanja.
5. Fini pravcanje i ravnanje ove mašine koristi plovajući četvorotackasti balansni uređaj za finu regulaciju, opremljen s postotnim merilom, što omogućava brzo pronalaženje tačke ravnanja.
6. Ova mašina koristi univerzalnu vezu sa punim zubatim kotrom, prikladnom za proizvode koji zahtevaju visoku preciznost pravcanja.
7. Pored pravcajućih valjeva, dodavanje vodiljnih kotača dalje poboljšava preciznost primenom pritiska na materijal.
8. Svaki pravcajući valjak u seriji S precizne pravcajne mašine je opremljen ravnačkim pomoćnim valcima kako bi se osiguralo da ne dođe do savijanja deformacije tijekom procesa proizvodnje, štim uljudstvući ravnost kvaliteta proizvoda.
9. I gornji i donji pomoćni valci su fiksirani kako bi se pojačila čvrstoća gornjih i donjih valjeva i spriječilo deformiranje pod uticajem snage.
10. Zbog razlika u materijalu, širini trake i debljini, ne postoji jedinstvena numerička referenca. Zato se preporučuje da se uzme mala sekcija materijala za ravnanje prije masovne proizvodnje, a zatim nastavi proizvodnja nakon što se postigne željeni efekat.
Увод:
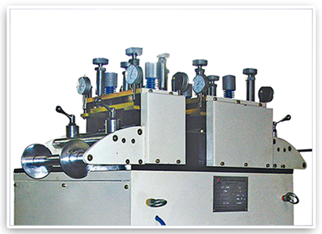

·Glava za izravnavanje
1. Glava stroja koristi dizajn sa paralelnim valcovima, ukupno 15 preciznih ravnačkih valjeva, 7 na vrhu i 8 na dnu.
2. Koristeći sistem četvorotak fine regulacije, više je prilagođen obradi visoko preciznih proizvoda. Ulazni i izlazni materijali su regulisani četvorotak nezavisno pritiskivajućim krmilnim valcima, što učinkovito sprečava odstupanje i deformaciju materijala.
3. Valci za podršku materijalu koriste dizajn neenergetskih galvanizovanih bubnjava, sa integriranim oblikovanjem materijala, pružajući otpornost na škrabljivanje i oštećenja. Opremljeni su mehaničkim ložnjacima, omogućavajući fleksibilnu rotaciju i dugotrajnu trajnost.
4. Poseduje čeljusten krug od željeza sa površinskom elektroplatom, što ga čini najtrađijim tipom rucnog kruga.
5. Zaštiteni poklopci su instalirani na oba strana transmisije, opremljeni prozorima za pregled, što olakšava promatranje.
·Izravnavački kotač
1. Ravnački valcovи su napravljeni od čvrstog nosačkog čelika, podvrgnuti debeloj elektroplatoj nakon obrade srednjom frekvencijom, osiguravajući površinsku tvrdoću od najmanje HRC58 kako bi se osigurala trajnost materijala.
2. Izgrađeni od kovanog GCr15 zaokruženog čelika, materijal prolazi pretopljenjem (sferoidnim otpuštanjem), zatim torno, režanjem, obradom srednjom frekvencijom, ružnom oštrivanjem, hladnim stabilizovanjem, preciznim oštrivanjem i na kraju elektroplatom. Taj postupak maksimizira preciznost, koncentričnost, glatkost površine i tvrdoću, time produžavajući životnu dobu ravnačkih valcova.


·Transmisija zupčanika
Proces proizvodnje školjaka uključuje sledeće korake: grubo izrađivanje biljka školjaka - obrada zubovitog površina - toplinsko tretiranje - brisanje zubovitih površina. Glavno se grubo izrađivanje biljka školjaka vrši koristeći forge, koje prodire normalizacijom kako bi se poboljšao njihov tip režanja, čime je lakše režati. Na osnovu crteža dizajna školjaka, vrši se grubo mašinsko obradovanje, nakon čega sledi polu-završena obrada, točenje, valčano oblikovanje i formiranje školjaka kako bi se postigla osnovna formacija školjaka. Zatim se vrši toplinsko tretiranje kako bi se poboljšale mehaničke osobine. U skladu sa zahtevima crteža dizajna, vrši se konačno precizno mašinsko obradovanje, unapređivanje referentnih standarda i profila školjaka. Kroz ove procese, naša klasa školjaka može dostići razinu 6, sa visokim otpornostima na nošenje, visokom snagom i dugim vekom služenja.
·Snaga sekcije
1. Koristi vertikalni reductor sa čvarčastim zubom tipa 80, koristeći pretvarač brzine zuba da smanji brzinu rotacije motora (motor) na željenu brzinu i dobija mehanizam sa većim momentom.
2. Koristi vertikalan motor sa niskim vibracijama i niskim šumom, gde je fiksni deo rotorja opremljen čistim bakrom kolutima, sa životnim vekom deset puta dužim od običnih koluta, a na oba kraja su montirane loptaste osovine, što dovodi do niske trenje i temperature.


·Električna kontrolna kutija
1. Koristi srebreno legura relajs, sav bakar koluti, flam retardantne bezbednosne baze, osiguravajući trajnost i dugogodišnji život.
2. Koristi relajs sa zaštićenim krugom, sa srebrenim kontaktima i više opcija za podešavanje da bi se zadovoljile različite opsege kašnjenja.
3. Prekidači imaju dizajn kliznog kontakta, opremljene samociscenjem. Glave obično otvorenih i obično zatvorenih kontakata koriste odvojenu izolovanu strukturu, omogućavajući dvojnomodni rad, sa protuprotacionim pozicioniranjem i protupropustnim montažnim podlogama.
4. Koristi samovraćajuće dugmiće, lagano upravljanje, umeren putnica ključeva i modularnu kombinovanu strukturu. Kontaktni punktovi koriste ketonske kompozitne punktove, pružajući visoku provodnost i veliku snagu prijenosa struje, sa životnim vekom do 1 milijuna ciklusa.
·Pokazivač sa kazaljkom, žuti uljač
1. Koristi ručnu maslac-pumpu, pružajući brzo i lako distribuciju ulja, sa uvezenim ulnosistem za sprečavanje promaka ulja i uvezenim prugama otpornim na deformaciju i starenje.
2. Koristi procenatni merilac od čelika sa preciznim kazaljcima, prašinskim staklom, unutar opremljen cuvenim šeširem, i opremljen cuvenim jezgrinom, osiguravajući stabilnu strukturu i tačno merenje.
Parametar:
| Model | STS-100 | STS-200 | STS-300 | STS-400 |
| Maksimalna širina (mm) | 150 | 200 | 300 | 350 |
| Дебљина ((мм) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Брзина (м/мин) | 16 | 16 | 16 | 16 |
| Motor (Hp) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Korekcija grubog prečnika | φ45 | φ45 | φ45 | φ45 |
| Broj grubih pozicija | 2/3 (Gore/dole) | 2/3 (Gore/dole) | 2/3 (Gore/dole) | 2/3 (Gore/dole) |
| Nivoiranje preciznog prečnika | φ34 | φ34 | φ34 | φ34 |
| Precizne nivoirane kotačice | 7/8 (Gore/dole) | 7/8 (Gore/dole) | 7/8 (Gore/dole) | 7/8 (Gore/dole) |
| Димензија (М) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |