



Hög hastighet Precision Slitlinje För Tjock Platta
- 1. Optimal Design: Att Garantera En Balanserad Layout för Smidig Drift
- 2. Automatiserad Exellens: Att Närma Full Automatisering för Förbättrad Effektivitet och Precision
- 3. Modern kontroll: Integration av högpresterande Mitsubishi PLC-system för överlägsen hantering
- 4. Precisionstillägg: Valfria CPC- & EPC-system för förbättrad precision vid avspoolning och spoolning
- 5. Intuitivt drift: Användarvänlig gränssnitt som säkerställer enkelhet och säkerhet
- 6. Skräddarsydda lösningar: Fullständigt anpassningsbara för att uppfylla specifika krav
- 7. Global support: Tjänster för internationell start-up tillgängliga för smidig integration
Produktbeskrivning
Maskin för skärning av metallspolar
1. Maskinkroppens struktur: Efter helhetssvetsning tillämpas behandling mot spänningstillstånd. Den använder tre 30mm tjocka stora baskort för att förbättra maskins stabilitet.
2. Amorteringsdesign: Maskinkroppen har öppningar för att lägga till amorteringsmaterial. Motorn är separerad från huvudraman för skivning och ansluten via en universell ledaxel.
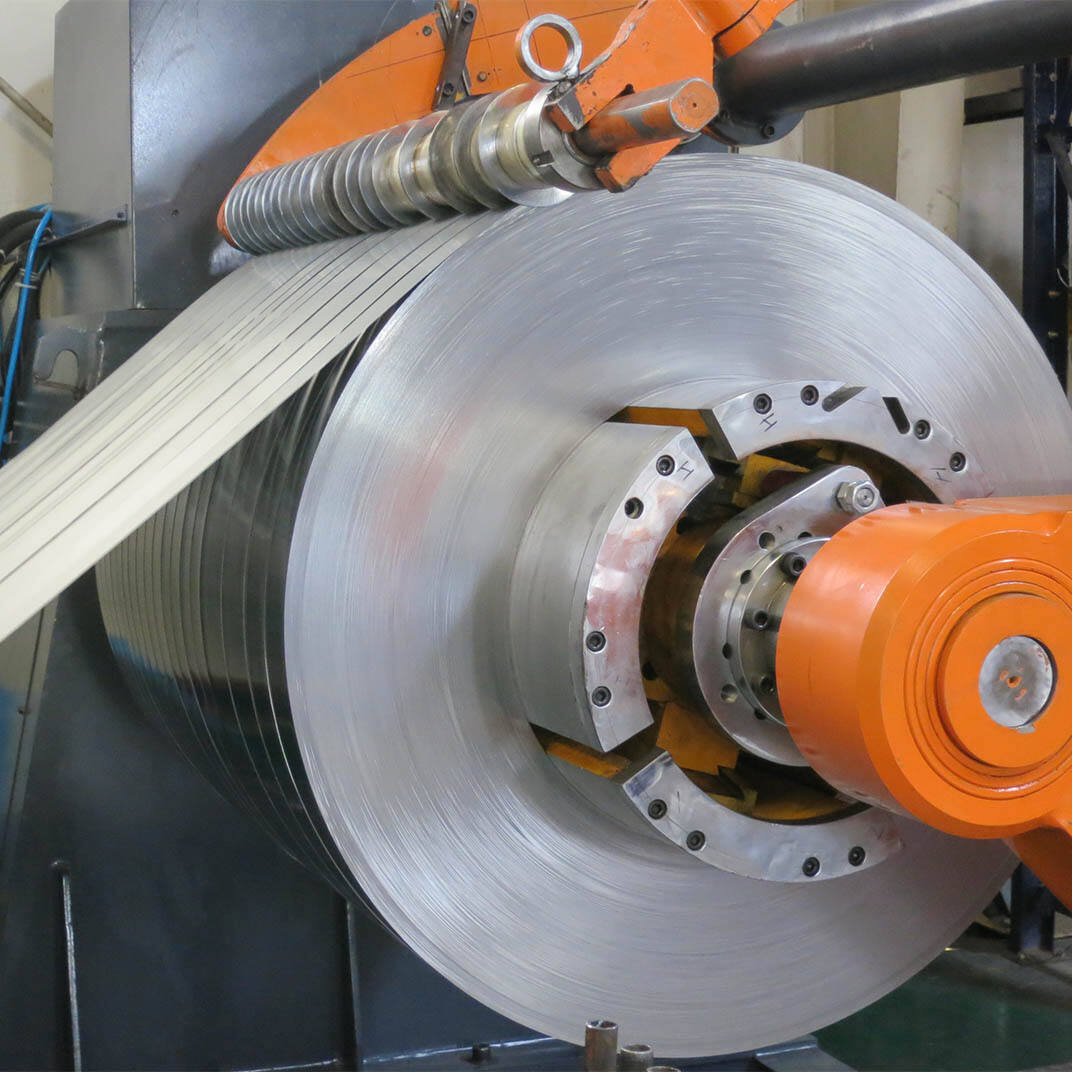
3. Skivningsaxeldesign: Den nedre skivningsaxeln är fäst, medan den övre skivningsaxeln drivas av en manuell lyftmekanism. Den rörliga bågen är utrustad med linjära rullbana-rälsar, vilket möjliggör manuell avmontage för enkel verktygsbyte.
4. Skivningsaxelmateriale och behandling: De övre och undre skivningsaxlarna är gjorda av 42CrMn-slagningar, genomgår kvätt- och tempereringsbehandling, med en ythårdhet på HRC52-57. Skivningsaxeldiameter är Φ120mm (+0 eller -0,03mm), med en effektiv längd på 1300mm.
5. Drivsystem: Den nedre skivningsaxeln drivas av en AC 7,5kW variabelfrekvenshastighetsreglerad motor, med justerbar hastighetsomfattning på 0-120 varv per minut. Den övre skivningsaxeln använder tänderdriv.
6. Höjd på den nedre huvudaxeln: 800mm.
7. Skivningsaxelprecision:
- Skärningsaxelssammanfattning: Mät med tre mätare (vänster, mitte, höger), med en tolerans av ±0,01mm (nedre skärningsaxel som huvudreferens, övre skärningsaxel som bifogad).
- Skärningsaxelsparallellitet: Symmetriskt montera övre och nedre skärningsblad på båda sidorna och korrigera med hjälp av mätblock. Den nedre skärningsaxeln är den huvudsakliga referensen för att korrigera den övre skärningsaxeln, med en tolerans på ±0,01mm.
- Sidparallellitet för skärningsaxel: Mät startpositionen för skärningsaxeln med en mätare, med en tolerans på ±0,005mm.
8. Skärningsblad: Rekommenderar användning av hårdlegeringsmaterial med hårdhet HRA90-95. Optimerar kombinationen av skärningsblad och mellanrumsmarker för att uppfylla skärningspecificieringar.
(Notera: Skärningsblad och mellanrumsmarker ingår inte med utrustningen och måste förhandlas separat enligt kundkraven.)
Avancerad höghastighetslinslinje för precisionsbearbetning av tjock platta
I. Produktoverblick
Vår höghastighetslina för skarvning är utformad för att effektivt bearbeta spolar med varierande specifikationer, med precist uppsparning, skarvning och återsparning för att uppnå spolar i valfri bredd. Den är versatil och kan hantera en bred spektrum av metallspolar, inklusive kallrullad stål, hetrullad stål, rostfritt stål, galvaniserat stål, aluminium, silkest, färgat stål och lackerat stål. Tjänar vid flera industrier som bilindustrin, containertillverkning, hushållsapparater, förpackning och byggnadsmaterial.
II. Nyckelkaraktäristiker
Tack vare ett väl planerat uppdelningslinjeoperativ fungerar vår linje fullständigt automatiskt, vilket säkerställer en utmärkt effektivitet, produktivitet, precision och kvalitet. Den körs smidigt och pålitligt tack vare ett robust hydrauliksystem, högkraftig struktur och rationella platskonfigurationer. Vi har integrerat ett avancerat Mitsubishi PLC-styrsystem för smidig global kontroll. Dessutom erbjuder vår uppdelningslinje valfria CPC & EPC-system för att förbättra noggrannheten vid avrullning och rullning, vilket gör den till en ideal lösning för era operativa behov.
III. Teknisk specificering
| Nej. | Modell | Råmaterial | THK (mm) | Bredd (mm) | id (mm) | o (mm) | Vikt (T) | Breddsaklighet (mm) | Uppdelningsnr. (Pc) | Uppdelningsbredd (mm) | Hastighet (m/min) | Kapacitet (kW) | Översvämningrymd (m*m) |
| 1 | 4.0x1600 |
Kartong stål Rostfritt stål aluminium eller annan stålmaterial |
0.5-4.0 | 800-1600 | Φ508/610 | ≤Φ1500 | ≤ 25 | ≤±0.1 | ≤24 | ≥30 | ≤ 120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | Φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤ 25 | ≤24 | ≥40 | ≤ 50 | ≈220 | 28x10,5 | ||||
| 4 | 9,0x1600 | 2,0-9,0 | 800-1600 | ≤Φ2000 | ≤ 25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3,0-12,0 | 1000-2000 | ≤ 35 | ≤±0,5 | ≤10 | ≥200 | ≤ 20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤ 35 | ≤10 | ≥200 | ≤ 20 | ≈285 | 36x10 | ||||
| PS: Alla ovanstående specifikationer endast som referens, kan också anpassas enligt dina önskemål. | |||||||||||||
IV. Huvudkomponenter
(1) Spolebil
(2) Avspänning
(3) Tryckdevice, Rättningsapparat och Skärmaskin
(4) Looper
(5) Sidespårning
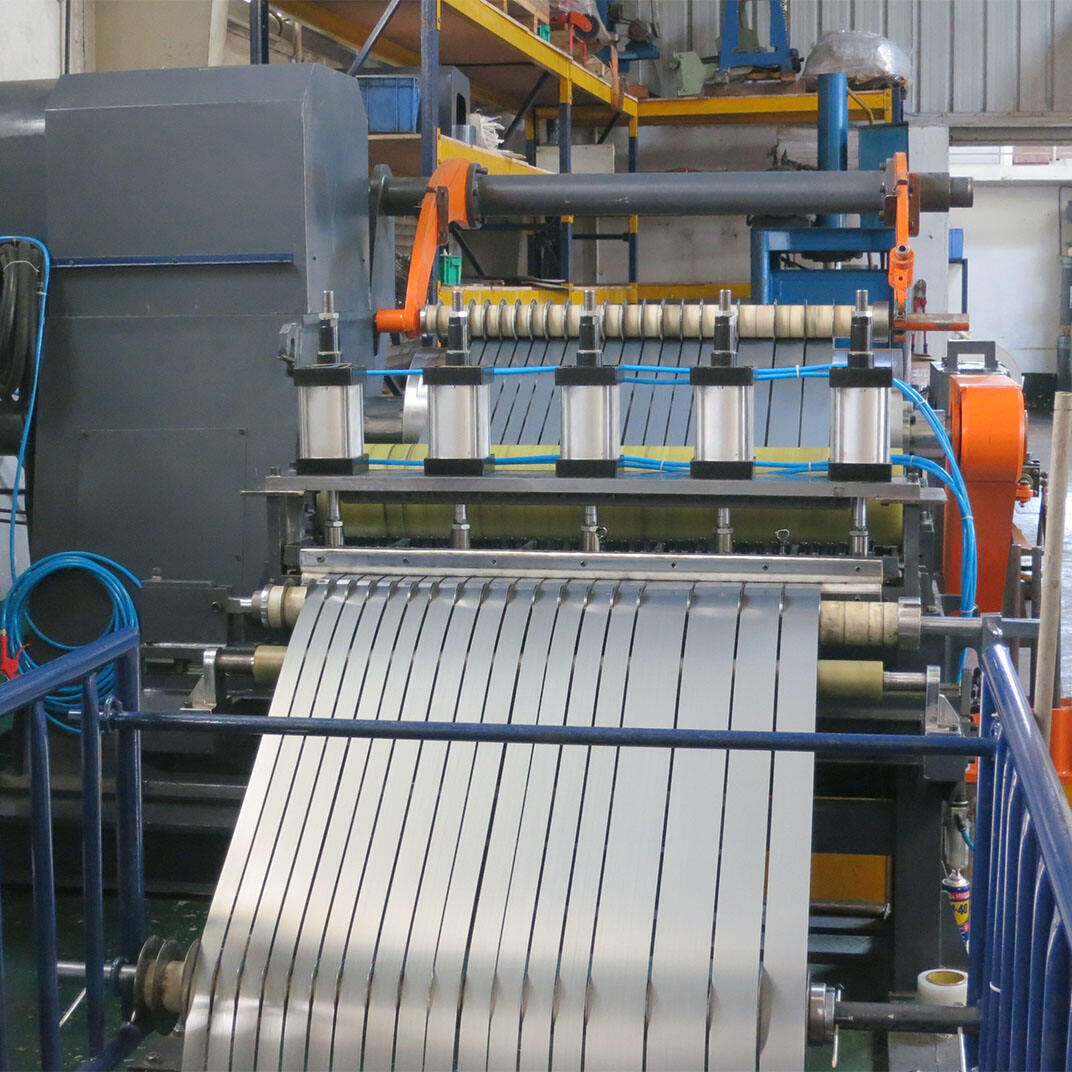
(6) Skärmaskin
(7) Avfallsspole (båda sidorna)
(8) Loopare
(9) Separator och spänningsenhet
(10) Spolar
(11) Avladdningsvagn för spolar
(12) Hydraulsystem
(13) Pneumatiskt system
(14) Elektrisk styrningssystem
V. Teknisk process
Kladd → avrullning → knepning, rättning och kladdhuvudskärning → looper → ledning → skiljning → sidskrotavslutning → looper → materialfördelning, spänning → omrullning → avlastningsvagn