

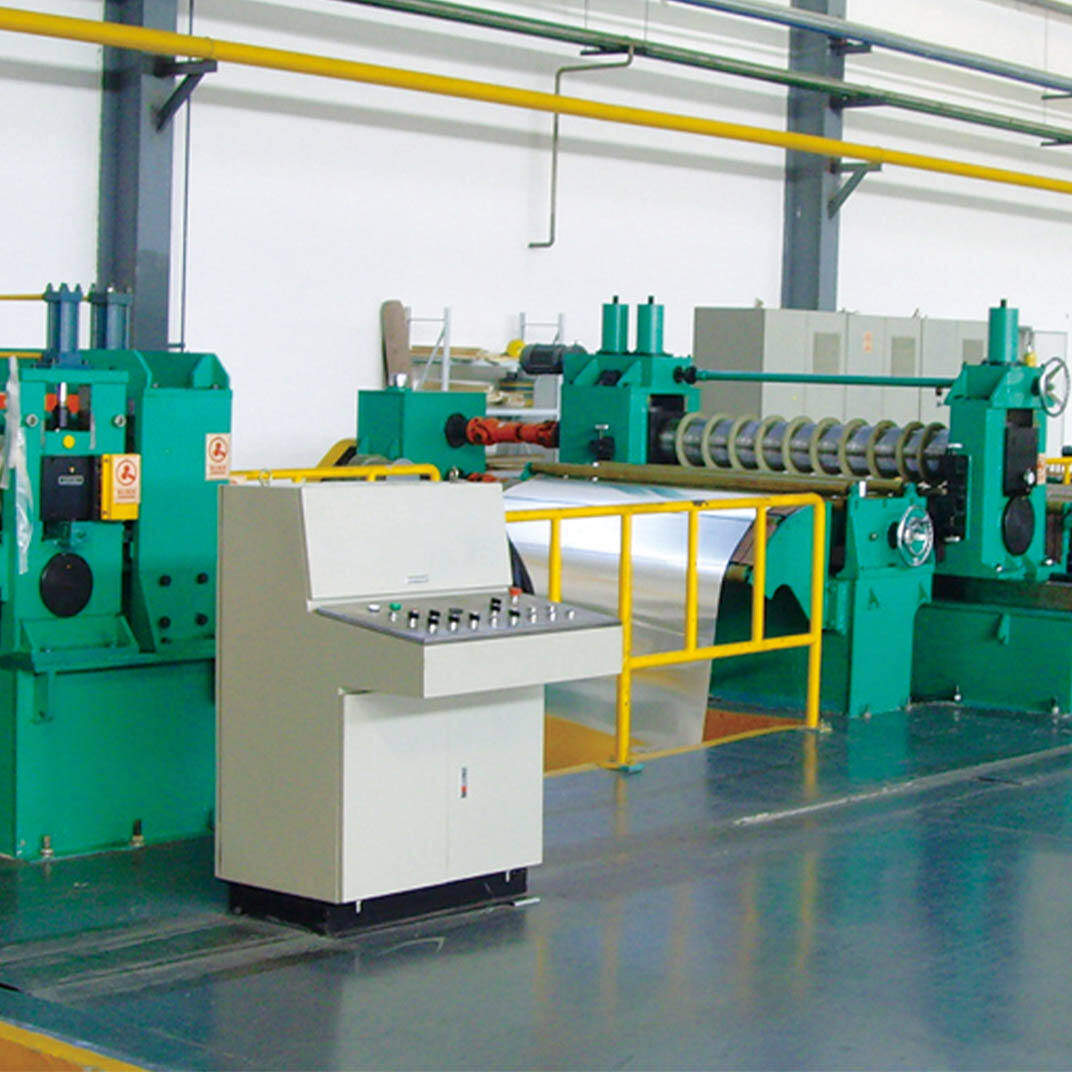




Automatisk Indelningssmaskin, Precis Indelning Av Disks Med Indelningsknivar
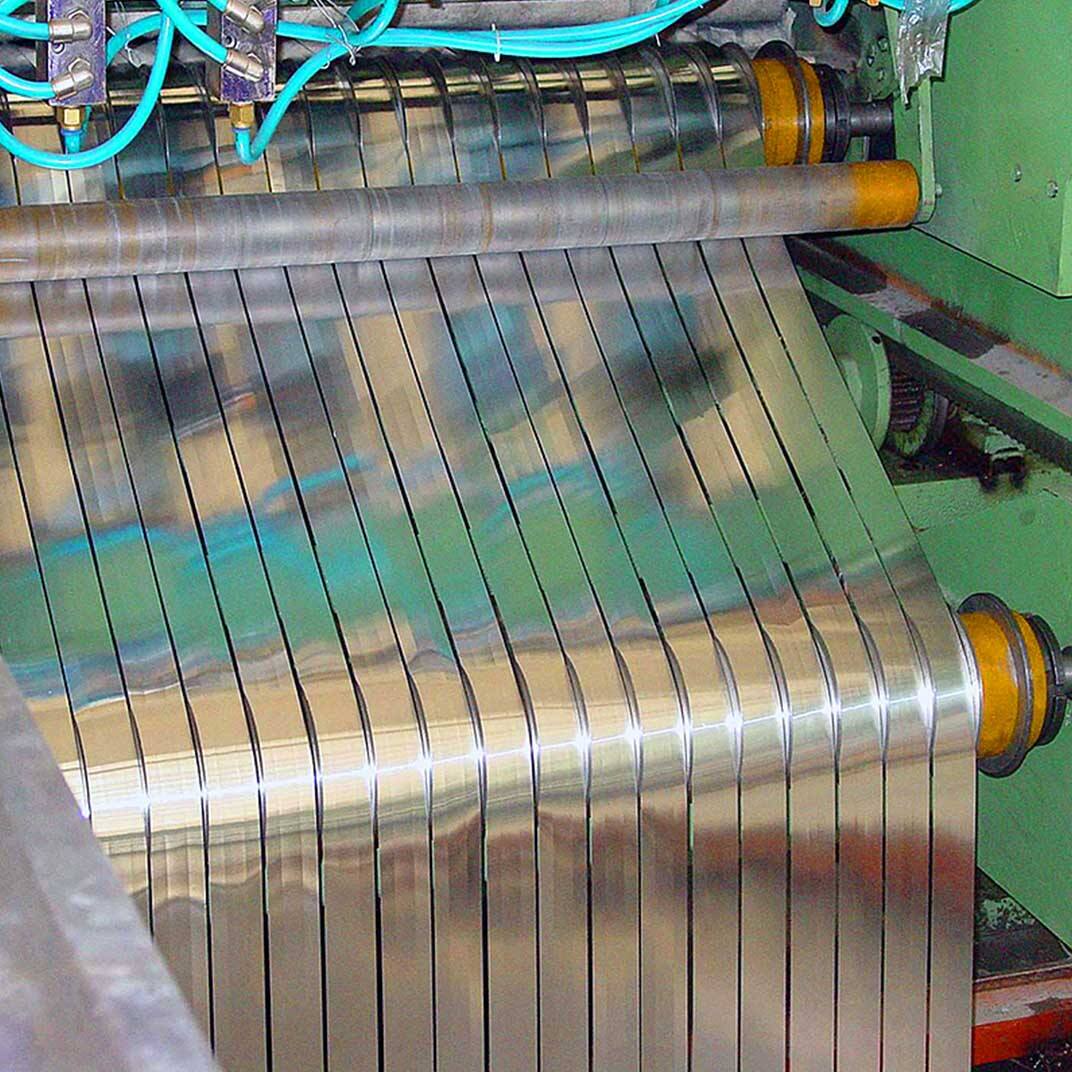
- 1. Vår skärningslinje hanterar effektivt spiror med varierande specifikationer, glidande från avspoolning till skärande och spoolning, och producerar spiror i valfri bredd.
- 2. Den är mångsidig i bearbetningen av en bred utbud av metallspiror, inklusive kallrullad stål, hetrullad stål, rostfritt stål, galvaniserat stål, aluminium, silkeståll, färgat stål eller mälat stål.
- 3. Mycket används inom metallplattbearbetningsindustrin, hittar vår slitlinje tillämpning inom bilproduktion, containerförsörjning, hushållsgodsproducering, förpackning, byggnadsmaterial och mer.
Produktbeskrivning
Uttrangningsbeskrivning
(Parametrar för skärmaskinen kan anpassas enligt kundkraven)
skärmaskin
1. Maskinkroppens struktur: Helhetligt svetsad och spänningssläppt. Har tre 30mm tjocka stora bottenplåtar för förbättrad stabilitet.
2. Amorteringsdesign: Maskinkroppen är utformad med öppna portar för att lägga till amorteringsmaterial; motor och skärhuvud är separerade och anslutna via universalgenter.
3. Skavdesdesign: Fast nedre skavde; manuell hissmekanism driver den övre skavden. Den rörliga bågen monteras på linjära skidor för manuell avmontage, vilket underlättar verktygsbyte.
4. Skavdematerial och behandling: Nedre och övre skavder gjorda av 42CrMn-forgningar, utsatta för kvättbehandling, med ythårdhet HRC52-57. Skavdediameter är Φ120mm (+0 eller -0,03mm), med en effektiv längd på 1300mm.
5. Drivsystem: AC 7,5Kw variabelfrekvensreglerbar motor drar den nedre skavden, med justerbar hastighetsomfattning 0-120 varv per minut. Övre skavde drivs av gärdransmission.
6. Nedre spindelns höjd: 800mm.
7. Skavdeprecision:
- Skavdekoncentrisitet: Mätts med tre indikatorer (vänster, mitten, höger), med tolerans ±0,01mm (nedre skavde primär, övre skavde sekundär).
- Skafträttning: Vänster och höger sida installerad med symmetriska övre och undre blad, korrekturerade med kännet. Huvudsaklig fokus på att rätta skaften, med tolerans ±0,01mm.
- Skaftsidor rättning: Mäts med indikatorer för att säkerställa korrekt startposition för skaften, med tolerans ±0,005mm.
8. Blad: Rekommenderar användning av hårdlegeringsmaterial med hårdhet som når HRA90-95. Optimerad kombination av blad och mellanrumsmarker för att uppfylla slipspecifikationer. (Blad och mellanrumsmarker ingår inte i utrustningen; underkastas separat förhandling baserat på kundkrav.)
Kantspole
1. Drivsystem: Spolen drivs av en Torkmotor från Shunda-märket (spänningsmotor) för att säkerställa en stabil spolningsprocess.
2. Avladdningsenhet: Avladdningsenheten styr av motor och frekvensomvandlare för att säkerställa jämn fördelning av material, vilket säkerställer effektiv spoling av kantmaterial.
3. Kägeldrum: Utformad med ett kägeldrum för en praktisk och snabb avlastningsprocess.
4. Ingångs- och utgångsbro: Motorstyrd ingångs- och utgångsbro.
5. Broyta: Täckt med 8mm tjocka blanka rostfria stålplattor för förbättrad slitagehet och enkelt rengöring.
6. Rullskavdragning: Använder högthårda rullskavdragningar med förtjockad elektrolytisk plåtning för förbättrad slitagehet och längre service liv.
I.Funktioner
1. Med ett välorganiserat läge, fullständig automatisering och utan motpart effektivitet, garanterar vår skärningslinje smidig drift med stabil prestanda och användarvänliga kontroller, vilket säkerställer produktivitet, precision och kvalitet.
2. Genom att utnyttja ett avancerat Mitsubishi PLC-styrsystem möjliggörs exakt global styrning för optimal prestanda.
3. Valfria CPC & EPC-system är tillgängliga för att förbättra noggrannheten vid avrullning och rullning, vilket ger ökad flexibilitet för att uppfylla specifika krav.
4. Utrustad med ett pålitligt hydrauliskt system, robust struktur och rationella platskonfigurationer erbjuder vår slitting line bekvämlighet och praktiskhet, garanterar pålitlighet och stabilitet i drift.
Ⅱ. Huvudkomponenter
1. Kolvagn
2. Avrullningsenhet
3. Fästningss enhet, Rätare och Skärmaskin
4. Loopare
5. Sidföring
6. Slitmaskin
7. Skrotavror (båda sidorna)
8. Loopare
9. Separator och spänningsenhet
10. Recoiler
11. Avladdningsvagn för recoiler
12. Hydraulsystem
13. Pneumatiskt system
14. Elektrisk styrningssystem
Ⅲ. Teknisk process
Kladd → avrullning → knepning, rättning och kladdhuvudskärning → looper → ledning → skiljning → sidskrotavslutning → looper → materialfördelning, spänning → omrullning → avlastningsvagn
Ⅴ.Parameter
| Modell |
Bredd (mm) |
Tjocklek (mm) |
Spolvikt (TON) |
Skärande band |
Klyvhastighet (m/min) |
Golvyta (m) |
| LH-SL-1050 | 1000 | 0.2-3mm | 1-8 | 2-20 | 0-120 | 5×16 |
| LH-SL-1300 | 1250 | 0.2-3mm | 1-10 | 2-20 | 0-120 | 6×18 |
| LH-SL-1500 | 1450 | 0.2-3mm | 1-15 | 2-20 | 0-120 | 6×19 |
| LH-SL-1650 | 1600 | 0.2-3mm | 1-15 | 2-20 | 0-120 | 8×20 |
OBS: Maskinen kan designas enligt kundens särskilda krav, ovanstående detaljer är endast till referens.