


GO -B Typ Plattång Cum Decoiler För plåttjocklek: 0.1 mm~0.8 mm Sverige
Dela
Uncoiler/sraightener maskin
Spara utrymme
hög precision
Produktbeskrivning
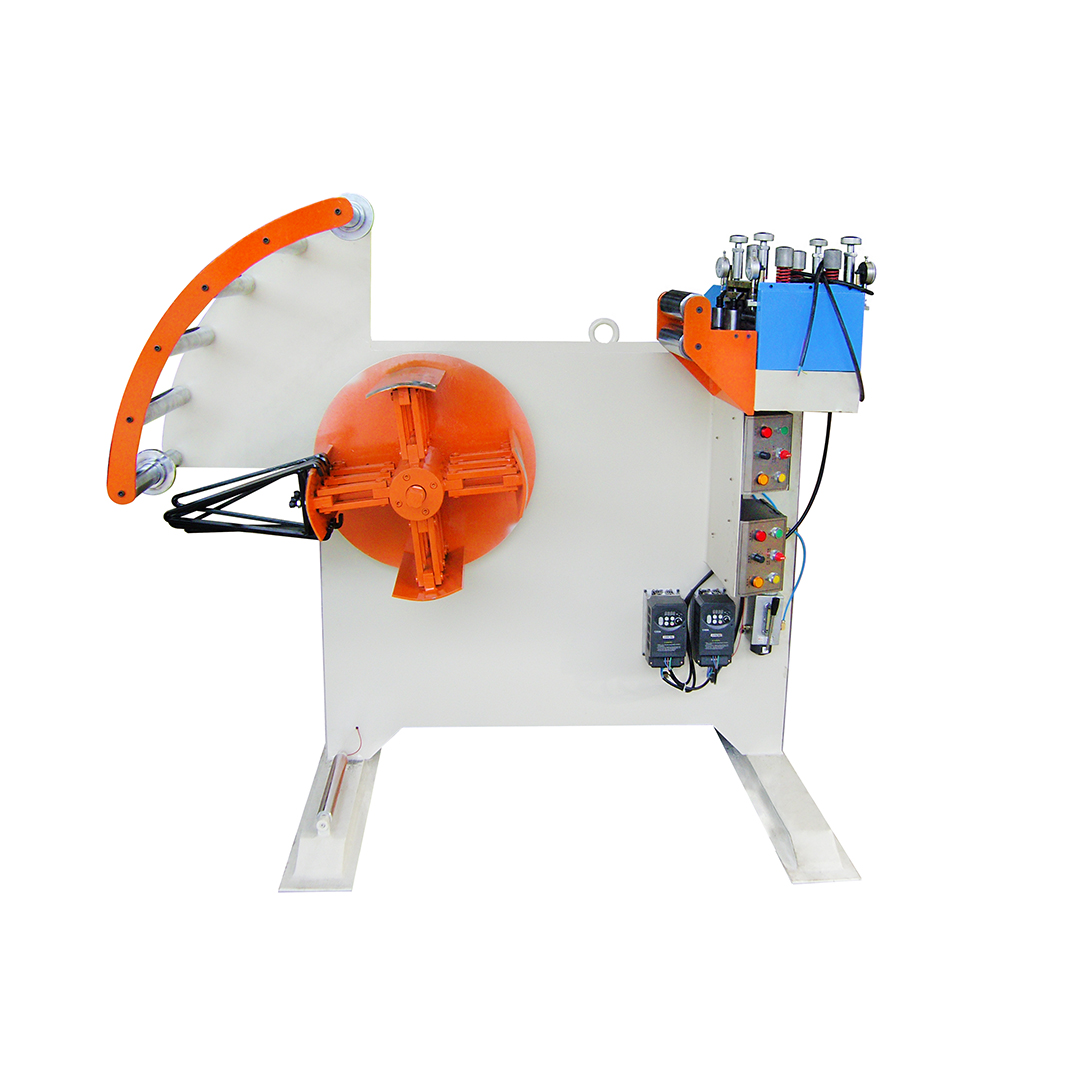
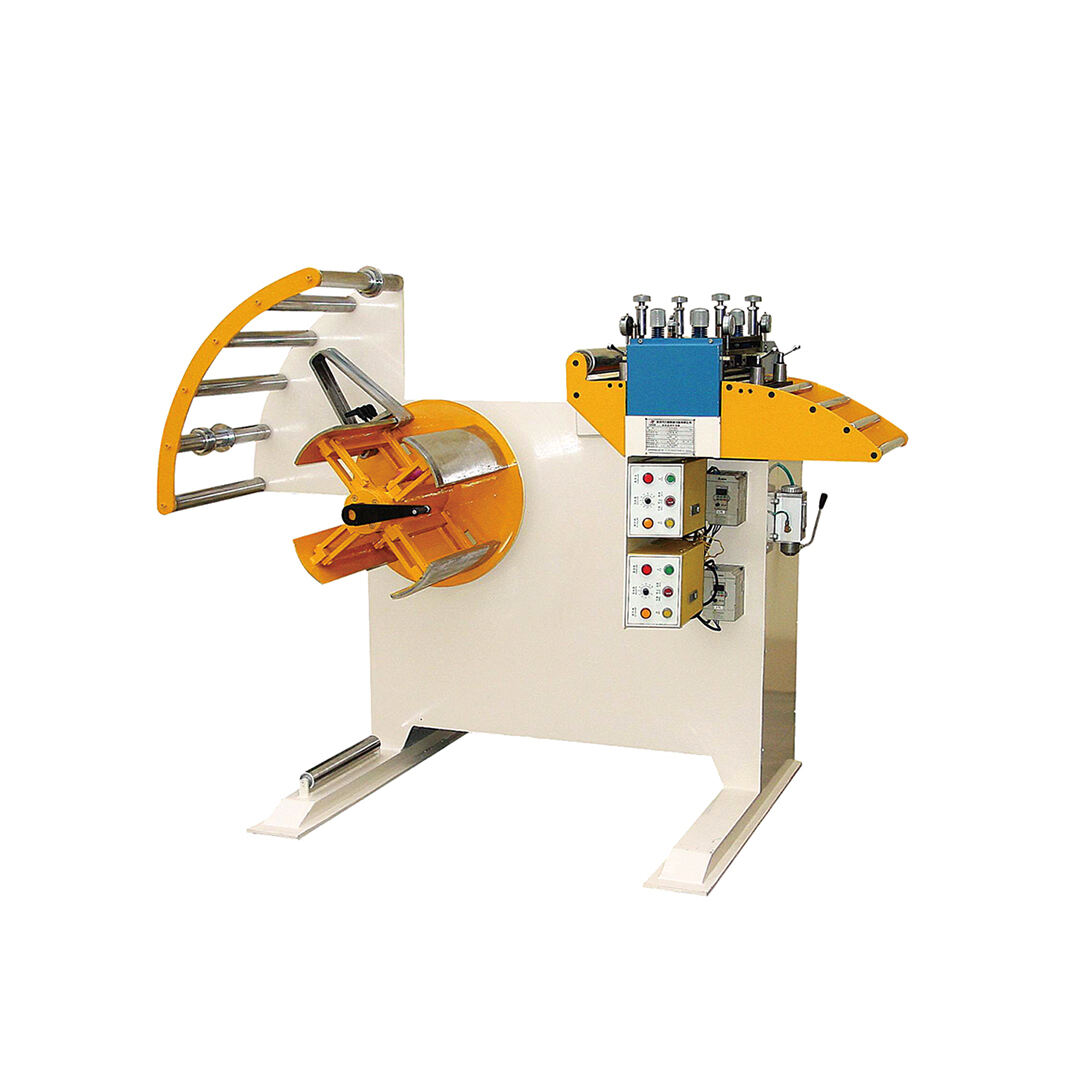
Plattång Cum Decoiler
Egenskaper
1. Decoilern är integrerad med plattång, täcker ett litet område, reducerar övergångslänken i uträtningsprocessen av precisionsmaterial och maximerar prestandan.
2. Avspolaren och plattången styrs separat av oberoende elbox, och med sin egen frekvensomvandlare, gör att överallt går smidigt, skyddar maskinen mer effektivt, undviker distorsion som påverkas av olika yttre krafter.
3. Plattången drivs av universalknut, full växeldrift, undvik materiell skada som orsakas av den passiva rotationen av de övre rullarna effektivt.
4. Uträtningsvalsen med visare kan snabbt hitta utjämningspunkten.
5. Tillägget av bakrullen förstärker riktningsrullarnas styvhet och gör rätningseffekten bättre.
6. Tillägget av systemet ökar maskinens livslängd.

·Rättare huvud
1. Anta parallell rulldesign, 3 upp / 4 ner, totalt 7 rullar.
2. Anta fyra punkt finjustering antas, vilket är mer lämpligt för bearbetning av hög precision produkter. Använd fyrpunktsoberoende tryck för att justera trycket på matarvalsen för ingång och utgång, vilket effektivt kan förhindra materialavvikelse och deformation.
3. Stödvalsen antar galvaniseringsrullen utan kraft, materialet är en kroppsformad, ytan är reptålig och slitstark, använd det mekaniska lagret, roterande flexibelt och hållbart.
4. Handratt av gjutjärn, ytan är galvaniserad. Det är den mest traditionella handratten.
5. Transmissionsdelen är skyddad av skyddskåpa på båda sidor, utrustad med observationsfönster för enkel visning.
·Rätningsrulle
1. Rätningsrullarna är gjorda av solidt lagerstål, förtjockningsplätering efter medelfrekvens, ythårdheten är inte mindre än HRC58, för att säkerställa materialets hållbarhet.
2. Använd GCr15-smide runt stål, efter förvärmningsbehandling (sfäroidal glödgning), sedan svarvning, fräsning, mellanfrekvensbehandling, grovslipning och kallstabilisering, sedan finslipning, slutligen galvanisering. Maximerad garanterar noggrannhet, koncentricitet, finish och hårdhet och förlänger rullarnas livslängd.

· Drivväxel
Kugghjulsbearbetning inkluderar följande processer: bearbetning av kugghjulsämne - bearbetning av kugghjulsytor - värmebehandling - finslipning av kuggytor. Grovdelar är främst smidesdelar. Genom normaliserande behandling förbättra bearbetningen för att underlätta skärning. Enligt växeldesignritningarna, grov bearbetning, och sedan halvbearbetning, svarvning, rullning, växelformning, för att göra växeln i grunden bildad. Efter värmebehandlingen för att förbättra de mekaniska egenskaperna. Enligt designkraven på ritningarna, gör slutligen efterbehandlingen, avsluta riktmärket, avsluta tandprofilen. Efter alla ovanstående behandlingar kan vår redskapsklass nå till grad 6, med hög slitstyrka, hög hållfasthet, lång livslängd.
· Ramdel
1. Utrustningen antar den integrerade designen av decoiler och plattång, för att förbättra utnyttjandegraden av webbplatsen.
2. Decoiler antar cantilever beam design, alla plattor av decoiler skärs av laserplasma med hög precision.
3. Alla delar bearbetas med numerisk kontroll och CNC, med god utbytbarhet.
4. Den övergripande strukturen är enkel, det är bekvämt för allmänna tekniska arbetare att montera och ersätta, kan avsevärt minska underhållskostnaderna.


·Elektrisk kontrollbox
1. Använd relä av silverlegering, hel kopparspole, flamskyddad säkerhetsbas, långvarig och hållbar.
2. Anta säkerhetsskyddsjusteringskrets tidsfördröjningsrelä, silverlegeringskontakt, uppfyllda olika fördröjningsintervall.
3. Omkopplaren antar glidkontakt, med självrengörande funktion, normalt öppen och normalt stängd kontakt antar separat bindningsstruktur, kan arbeta med olika poler, utrustad med anti-rotationsposition och stoppa lös monteringspackning.
4. Anta självduplex platt knapp, kraften är lätt, nyckelomfånget är måttligt, byggstenstyp kombinationsstruktur. Kontakten är uppbyggd av ketobaserade kompositpunkter med stark ledningsförmåga och stor ström, med en livslängd på upp till 1 miljon gånger.
· Strömdel
1. Använd modell 80 snäckväxel vertikal reducering, använd växelns hastighetsomvandlare, reducera motorns rotationsnummer till önskat rotationstal och få mekanismen med större vridmoment.
2. Anta vertikal motor, låg vibration, låg ljudnivå, statorrotordel anta ren kopparspole, livslängden är 10 gånger vanlig spole, båda ändarna är utrustade med kullager, låg friktion, låg temperatur.
Specifikation:
| Typ | GO-200B | GO-300B | GO-400B | GO-500B | GO-600B |
| Maximal bredd | 200mm | 300mm | 400mm | 500mm | 600mm |
| Tjocklek | 0.1-0.8mm | ||||
| Coil.I.Dia | 450-530mm | ||||
| Coil.O.Dia | 1200mm | ||||
| Max.vikt | 800kg | 1000kg | 1500kg | 1500kg | 2000kg |
| Rak effekt | 1 / 2HP | 1HP | 2HP | 2HP | 3HP |
| UncoilPower | 1HP | 1HP | 2HP | 2HP | 3HP |
| Justera rakt | 4-punkts snäckväxel finjustering | ||||
| Högsta hastighet | 15 m / min | ||||
| Expansionsmetod | Manuell | ||||
| Slingkontroll | Peksensor | ||||