




GO Standardserie Rakare Cum Decoiler 2 i 1 Metallspolefodringssystem för plattjocklek: 0,4mm~2,5mm
Dela
Avrullnings-/rättningsmaskin
Spara utrymme
Hög precision
Produktbeskrivning
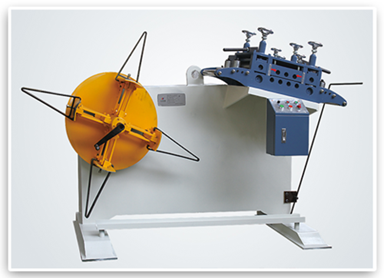
Spoldekoilare & Nivellering
Funktion
1. Materialställning och raktgörare är integrerade, vilket tar minimal plats. Enkelt driftsättning möjliggörs av en variabel-diameter materialstödande enhet, vilket gör laddning och avladdning bekväm.
2. Lämplig för olika metallspolmaterial med tjocklekar mellan 0.4mm och 2.5mm.
3. Byggd med en integral stålram, vilket säkerställer robust struktur, smidig drift och minimal fotavtryck.
4. Rollarna är gjorda av massiv kugghjulsstål, värmebehandlad och kvävd till hårdhet HRC60, sedan nikkelpläterad och slagen för förbättrad hållbarhet.
5. Bremssystemet är justerbart i stramhet, vilket säkerställer en mer jämn rotation av spolen och ökar dess belastningsförmåga.
6. El-kontrollsystemet inkluderar importerade elektromagnetiska kontaktorer och elektronikkomponenter, vilket resulterar i färre fel och längre livslängd.
7. Hydraulisk utvidgningsmetod är valfri och rekommenderas för tyngre material.
Struktur:

·Rättningshuvud
1. Maskinhuvudet har en parallellrullardesign med totalt 7 rakningsrullar (3 på toppen och 4 nere).
2. Genom att använda fjärpunktsmikrojustering är det mer lämpligt för bearbetning av högprecisionsprodukter. Fjärpunktsoberoende tryckjustering används vid inmatning och avlastning, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödrollerna är gjorda av passiva galvaniserade roller, helt formade, med en yta som motstår skador och utslitage. De använder mekaniska lager, vilket ger flexibelt och hållbart rotation.
4. Järnhandskruvar används, med en yta som elektroplateras för traditionell estetik.
5. Skyddslock installeras på båda sidorna av drivdelen för skydd, utrustade med observationsfönster för enkel observation.
.
rakningsrulle
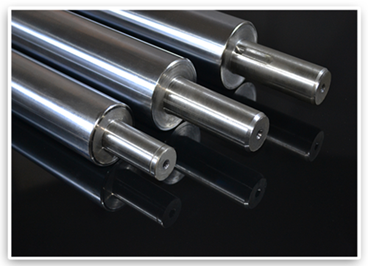
1. Raktillrollerna är gjorda av fast lagerstål, går igenom midfrekvensbehandling följt av förgjutna elektriska plåt, vilket säkerställer en ythårdhet på inte mindre än HRC58 för att garantera materialhaltbarhet.
GCr15 forgat rundstål används, vilket går igenom förhandsvarmväsling (klotträdning), följt av turing, fräsning, medelfrekvensbehandling, grovslipning, kallstabilisering, precisionslipning och till sist elektroplåtering. Denna process maximiserar noggrannheten, koncentrisiteten, slitheten och hårdheten, vilket förlänger tjänstelivet på rakningsrullarna.
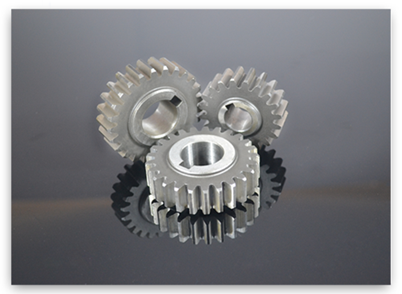
·Drivgärde
Tillverkningsprocessen för hjul består av följande steg: grovt hjulsmekningsarbete - tandyta bearbetning - värmebehandling - tandytaslipning. Grova mekaniska arbeten innefattar smedning för att skapa hjulblott, följt av normalisering för att förbättra skurnbarheten. Baseras på ritningarna för hjulet utförs grovbearbetning, följt av semi-noggrann bearbetning som inkluderar svängning, fräsning och hobbing för att uppnå grundläggande hjulform. Därefter utförs värmebehandling för att förbättra mekaniska egenskaper. Slutligen genomförs noggrann bearbetning enligt designkraven, där referensytan och hjulprofilen förfinas. Genom dessa processer uppnår våra hjul grad 6, vilket visar hög utslitningsmotståndighet, hög styrka och lång livslängd.
·Ramdel
1. Denna utrustning har en integrerad design av materialställning och rakningsenhet, vilket förbättrar platsutnyttjandet.
2. Materialställret är utformat med en utstående bjälke, och alla ramplattor skärs med laser eller plasma, vilket säkerställer hög precision och god utbytbarhet av utrustning.
3. Alla komponenter bearbetas med numerisk styrning (NC) och datorstyrd numerisk styrning (CNC), vilket säkerställer god utbytbarhet.
4. Den totala strukturen är enkel, och montering och bytet av utrustningsdelar kan utföras av allmänna tekniska arbetare, vilket gör det bekvämt, snabbt och kraftigt minskar underhållskostnaderna.


·Elektrisk styrenhet
1. Använder silverlegeringsreléer med kopparspolar och brandskyddssäkra baser, vilket säkerställer långvarig hållbarhet.
2. Använder säkerhets skydd justerbara cirkuitsfördröjningsrelay med silverlegeringskontakter, flera justeringsknappar, anpassade till olika fördröjningsintervall.
3. Kontaktyper har en glidande kontaktutformning med självrensningsfunktion. Normalt öppna och normalt stängda kontakter använder en separat isolerad struktur, vilket tillåter bipolär drift och är utrustade med vridnings- och lösandeförhinder.
4. Använder självåterställande tryckknappar med låg kraft och moderat sträcka. Kontakterna har en modulär kombinationsstruktur med ketonbaserade sammansatta punkter, vilket ger stark ledningseffekt, kan bära stora strömmar och har en livslängd på upp till 1 miljon cykler.
·Drivdel
1. Denna enhet använder en 80-typ av vertikal reducerare med skruvrad, som utnyttjar hjulens hastighetsomvandlare för att minska motorens (motor) rotationshastighet till den önskade nivån samtidigt som den uppnår en högre torkmomentutdata.
2. Använder en vertikal motor som är känd för sina låga vibrations- och bullernivåer. Den stationära rotorsegmentet inkluderar ren kopparspolar, vilket ger en livslängd tio gånger längre än standardspolar. Utrustad med kugghjul på båda sidorna, vilket säkerställer minimal friktion och låga temperaturer.
·Specificitet
|
Modell |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
Materialbredd |
150mm |
200mm |
300mm |
400mm |
500mm |
|
Materialtjocklek |
0,4~2,5mm |
||||
|
Spoleinre diameter |
450~530mm |
||||
|
Spoleytre diameter |
1200 mm |
||||
|
Spolvikt |
500kg |
800 kg |
1000kg |
1500 kg |
2000KG |
|
Utbyggnadstyp |
Manuell expansion |
||||
|
Motor |
1/2HP |
1 hk |
2HP |
2HP |
3HP |
Rättningskapacitet
|
Tjockleksmodell |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
1.5 |
150 |
200 |
300 |
400 |
500 |
|
2.0 |
150 |
200 |
300 |
400 |
400 |
|
2.5 |
120 |
160 |
240 |
320 |
250 |