
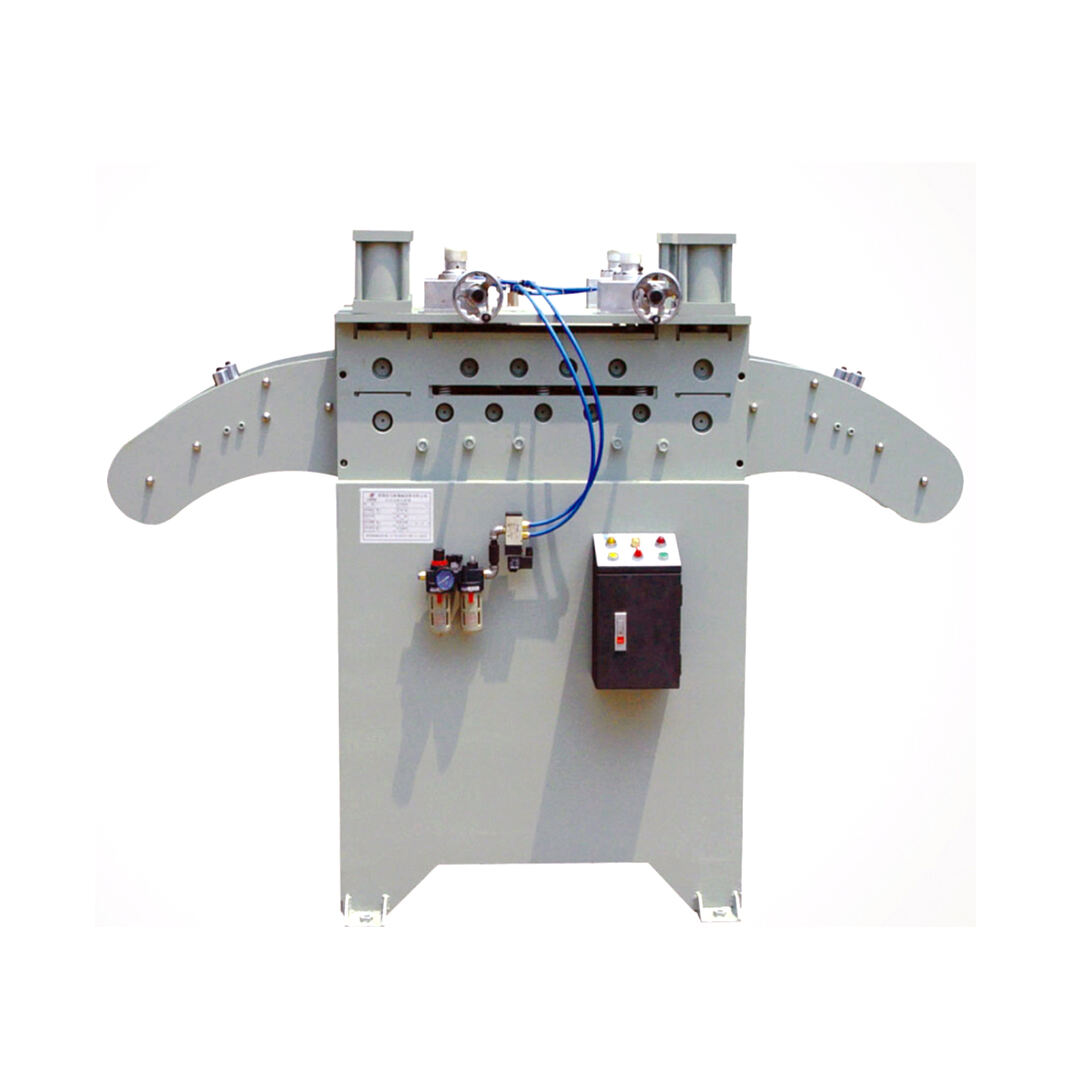

HS Serie Tjock Platte Rakningsmaskin: Metallplatt Spolar Utjämning För Materialtjocklek Mellan 1,6mm - 6,0mm
Dela
För kontinuerlig prickning av material med olika tjocklekar
Arbetar tillsammans med avrullningsmaskin för automatisk produktion
Kan anpassas
Produktbeskrivning
Funktioner:
1. Korrektionshjulet är gjort av massiv skvalpstål, har genomgått högfrekvensvärmbehandling, har polerats och kromats, och efter kalibrering av maskinen är det slätt och utan tryckmärken, utan att skada ytan på materialet. 2
2. Maskinen kan användas oberoende och kan också användas tillsammans med MT-typ och DBMT-typ automatiska födningssidor, vilket resulterar i god prestation.
3. Maskinen använder en stor cylinder för materialpressning, och korrektjusteringen görs med hjälp av synkroniserad mask- och maskhjuljustering. Med en varvning av handtaget sjunker den övre korrektionshjulet bara 1 mm för finjustering.
Introduktion:
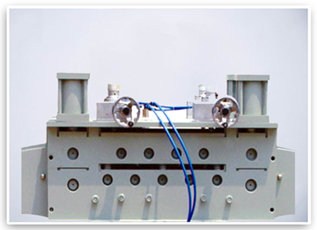

·Huvudet på rättningsmaskinen
1. Maskinhuvudet använder en parallellrullardesign, med totalt 9 precisionskorrektionsrullar, 4 på uppsidan och 5 på nedersidan.
2. Utrustad med en stor cylinder för materialpressning, passar den bättre för bearbetning av högprecisionsprodukter. Korrektjusteringen utförs med hjälp av synkroniserad mask- och maskhjuljustering, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödrullarna är gjorda av oströdda galvaniserade rullar, helt integrerat formade, med en yta som motstår skrapningar och smörja. De använder mekaniska lager, vilket möjliggör flexibel rotation och långvarig hållbarhet.
4. Den har en järnhandhjul med ytelektrolytisk behandling, vilket representerar den mest traditionella typen av handhjul.
·Rättningsrulle
1. Rättningsrullen är gjord av massiv lagningsstål, går igenom en tjock elektrolytisk behandling efter mediumfrekvensbearbetning, vilket säkerställer en ythårdhet inte lägre än HRC58 för att garantera materialets hållbarhet.
2. Gjord av GCr15-forgat rundstål, går den igenom en förvarmning (klotformig annealing), följt av skärning, fräsning, mediumfrekvensbearbetning, grovslipning för kallstabilisering, precisionsslipning och slutligen elektrolytisk behandling. Detta maximera noggrannheten, koncentriciteten, slitheten och hårdheten, vilket förlänger rättningsrullens livslängd.

·Drivgärde
Tandskivningsprocessen omfattar följande steg: grovt tandskivning - tandyta bearbetning - värmebehandling - tandyta slipning. Den grova tandskivningsdelarna tillverkas huvudsakligen genom skforging och går igenom en normaliseringsbehandling för att förbättra dess bearbetbarhet, vilket underlättar skivningen. Enligt tandskivningsdesignritningen utförs grovbearbetning, följt av halvslutförandet, hobbing, rullning och tandskivning för att uppnå grundläggande tandskivningsform. Därefter appliceras värmebehandling för att förbättra mekaniska egenskaper. Enligt kraven i designritningen utförs slutlig slutförande, där referenspunkter och tandprofil förfinas. Genom dessa processer når våra tandskivor kvalitetsnivå 6, med hög smothetstolerans, styrka och längre livslängd.
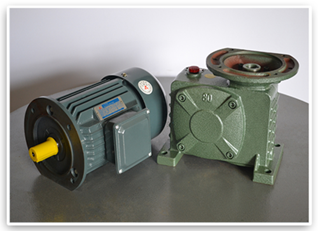
·Drivsektion
1. Genom att använda en vertikal wormhjulsgearbox av typ 80, används tandskivningshastighetskonverteraren för att minska motorens rotationshastighet till den önskade hastigheten, genererande en mekanism med större vridmoment.
2. Använder en vertikal motor som är känd för sina låga vibrations- och bullernivåer, med den stationära rotorcomposanten som har ren kopparspolar som håller i tio gånger längre än standardspolar. Utrustad med kugghjul på båda ändarna, vilket resulterar i minskad friktion och lägre temperaturer.

·Elektrisk styrenhet
1. Använder silverlegerade reléer med all-kopparspolar, brandstrykta säkerhetsbaser garanterar hållbarhet och lång livslängd.
2. Använder säkerhetsbeskyddade cirkuitsfördröjningsreléer med silverlegerade kontakter och flera gradskivor för att anpassa sig till olika fördröjningsintervall.
3. Växlar har glidkontakter med självrensande funktion. Både normalt öppna och normalt stängda kontakt punkter använder en separat isoleringsstruktur, vilket möjliggör bipolär operation, med rotationsfri positionering och lossningsfria monteringsmasker.
4. Använder självåterställande platt knappar med lätt aktivering och moderat tangentresa. Genom att använda en modulär kombinationsstruktur har kontaktpunkterna en ketonbaserad sammansättningsmaterial för stark ledningseffekt, vilket möjliggör transporter av stora strömmar med en livslängd på upp till 1 miljon cykler.
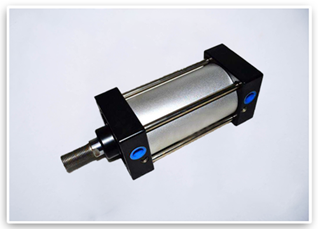
·Foder cylinder
1. Använder äkta Yadeke-cylindrar med legerad cylinderkropp, hård oxidation och läckfri rivning.
2. Precisionssnittning av massiv aluminium, med slätt polerade inre väggar, vilket säkerställer ingen fastnagling och hög driftseffektivitet.
3. Kan hantera högintensitetsdrift, är beståndskraftig och lämpar sig för olika arbetsförhållanden.
Specifikation:
| TYP | HS-150 | HS-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Materialbredd | mm | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Materialtjocklek | mm | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Justeringshastighet | m/min | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Motor | hk | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Maskin L*B*H | M | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |